Изобретение относится к области электронно-лучевой сварки и может быть использовано при электронно-лучевой сварке конструкционных материалов с контролем и управлением удельной мощности электронного пучка непосредственно в процессе сварки.
Известен способ электронно-лучевой сварки с контролем удельной мощности электронного пучка в зоне взаимодействия с металлом, при котором фокусировку электронного пучка устанавливают по сигналу, получаемому в результате выделения и обработки переменных составляющих вторичного тока с пересекающимися частотными спектрами [1].
Известный способ обеспечивает высокую точность контроля фокусировки электронного пучка при сварке немодулированным пучком. Но при модуляции мощности электронного пучка данный метод не обеспечивает достаточной точности контроля фокусировки.
Наиболее близким к описываемому по технической сущности и достигаемому эффекту является способ электронно-лучевой сварки [2], при котором модулируют удельную мощность электронного пучка путем наложения на ток пучка и (или) на ток фокусирующей линзы электронной пушки переменного напряжения с заданной частотой, а фокусировку электронного пучка устанавливают по амплитуде переменной составляющей вторичного тока, имеющего частоту, равную частоте модуляции удельной мощности пучка. При данном способе максимальное значение удельной мощности определяют по максимальной амплитуде переменной составляющей тока коллектора.
Известный способ позволяет с высокой точностью определять фокусировку электронного пучка при сварке в режиме поверхностного расплавления, однако при сварке с глубоким проплавлением, сопровождающимся образованием канала проплавления в металле, точность данного способа существенно снижается.
Задача изобретения - повышение точности контроля фокусировки электронного пучка при электронно-лучевой сварке модулированным пучком в режиме глубокого проплавления, сопровождающегося образованием канала проплавления в металле.
Технический результат заключается в установке тока фокусировки электронного пучка, обеспечивающего максимальную глубину проплавления металла при электронно-лучевой сварке модулированным пучком, за счет определения минимума амплитуды и (или) спектральной плотности составляющей вторичного тока с частотой, равной частоте модуляции удельной мощности электронного пучка, причем этот минимум должен находиться в интервале между двумя максимальными значениями амплитуды и (или) спектральной плотности этой составляющей.
Это достигается тем, что в способе электронно-лучевой сварки, при котором модулируют удельную мощность электронного пучка путем наложения на ток пучка и (или) на ток фокусирующей линзы электронной пушки переменного напряжения с заданной частотой, а фокусировку электронного пучка устанавливают по переменной составляющей вторичного тока, имеющего частоту, равную частоте модуляции удельной мощности пучка, определяют два максимума зависимости амплитуды и (или) спектральной плотности составляющей вторичного тока с частотой, равной частоте модуляции удельной мощности электронного пучка, от тока фокусировки и устанавливают фокусировку пучка по минимальному значению амплитуды и (или) спектральной плотности этой составляющей, регулируя ток фокусирующей линзы в интервале между его значениями, соответствующими максимумам амплитуды и (или) спектральной плотности данной составляющей.
Отличительными признаками предлагаемого способа является нахождение двух максимумов и одного, расположенного между ними, минимума зависимости амплитуды и (или) спектральной плотности составляющей вторичного тока с частотой, равной частоте модуляции электронного пучка, от тока фокусирующей линзы. Отличительные признаки в совокупности с известными обеспечивают повышение точности контроля фокусировки электронного пучка при электронно-лучевой сварке модулированным пучком с глубоким проплавлением металла, сопровождающимся образованием канала проплавления в металле. Это достигается за счет того, что при глубоком проплавлении металла модулированным электронным пучком зависимости амплитуды и спектральной плотности составляющей вторичного тока с частотой, равной частоте модуляции электронного пучка, от тока фокусирующей линзы электронной пушки имеют три характерных экстремума - два максимума и один, находящийся между ними, минимум, который с высокой точностью соответствует фокусировке пучка, обеспечивающей максимальную глубину проплавления.
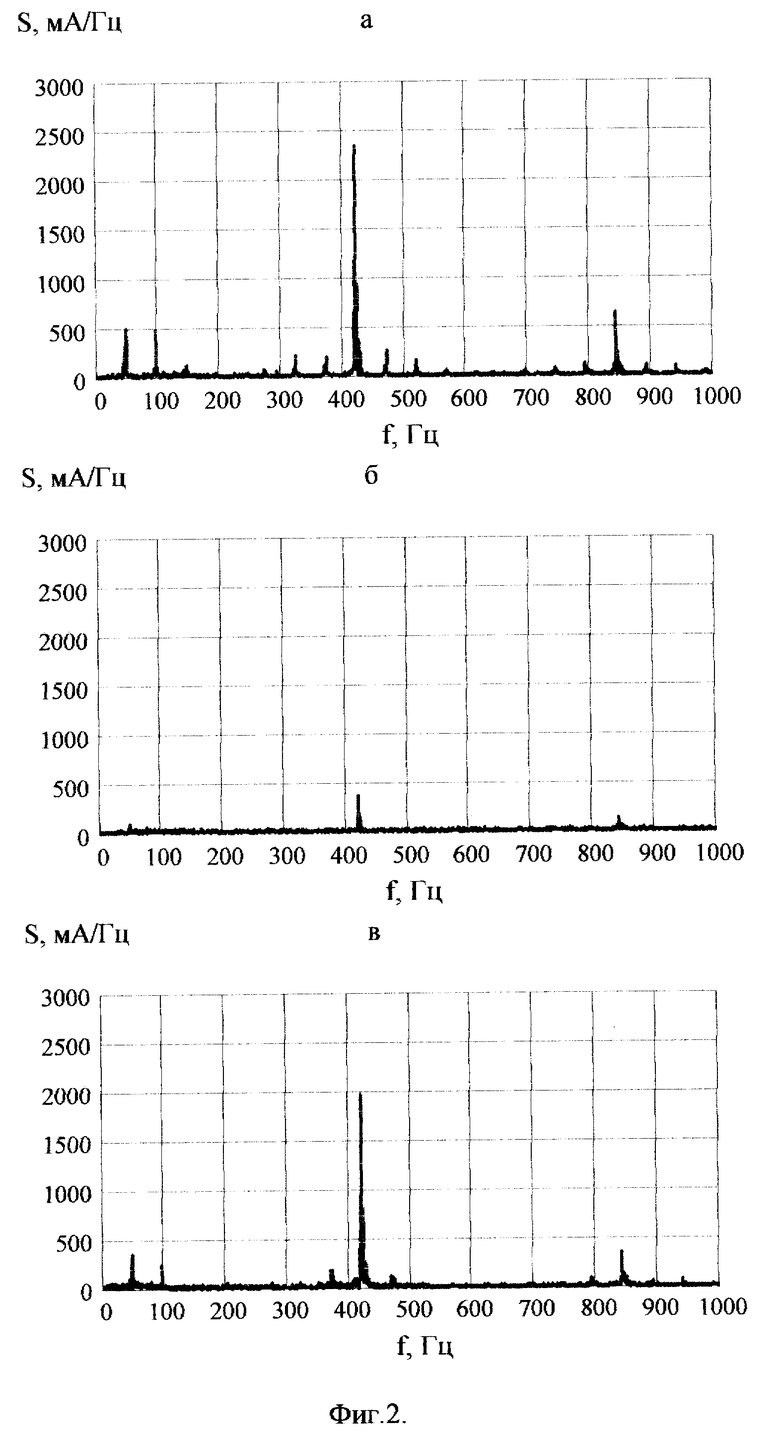
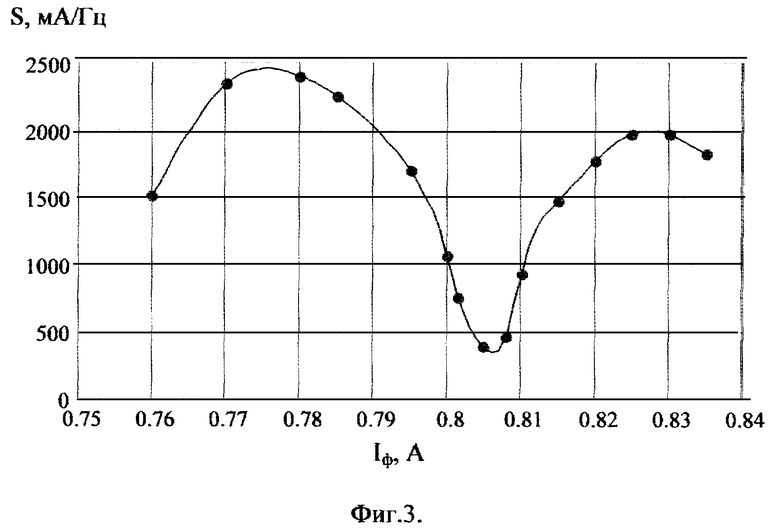
На фиг. 1 представлена блок-схема устройства для осуществления способа. На фиг. 2 приведены спектрограммы тока коллектора, полученные после обработки осциллограмм этого тока при сварке модулированным электронным пучком. На фиг.3 представлены зависимости спектральной плотности тока коллектора от тока фокусировки электронного пучка при сварке модулированным пучком.
Способ осуществляется следующим образом.
В установке для электронно-лучевой сварки (фиг. 1), содержащей электронную пушку 1 с фокусирующей линзой 2 и коллектор 3 электронов для регистрации вторичного тока, в процессе сварки с помощью блока 4 модуляции модулируют ток электронного пучка или ток фокусирующей системы 2 и регистрируют вторичный ток в цепи, содержащей источник 5 напряжения смещения и резистор 6 нагрузки, последовательно подключенные к коллектору 3 электронов. Напряжение с резистора 6 нагрузки, пропорциональное величине вторичного тока, обрабатывается полосовым фильтром 7 с целью выделения из спектра колебаний вторичного тока составляющей с частотой, равной частоте модуляции электронного пучка. Сигнал с выхода фильтра 7 поступает в блок управления 8, который управляет током фокусирующей линзы 2 таким образом, чтобы амплитуда и (или) спектральная плотность выделенной составляющей вторичного тока была минимальна, причем этот минимум должен находиться между максимумами зависимости амплитуды и спектральной плотности от тока фокусирующей линзы 2 электронной пушки 1.
Экспериментальное опробование способа осуществлялось на электронно-лучевой сварочной установке ЭЛА-60/60 при использовании образцов из стали 12Х18Н10Т. Ток электронного пучка модулировали от внешнего генератора синусоидальных колебаний с частотой 430 Гц. Сигнал с коллектора электронов, установленного над зоной сварки, обрабатывался с помощью компьютерной информационно-измерительной системы на базе IBM-совместимого компьютера, оснащенного многоканальным аналого-цифровым интерфейсом.
Спектрограммы тока коллектора, полученные после обработки осциллограмм тока коллектора при сварке с модуляцией тока луча 430 Гц, приведены на фиг. 2: а, б и в - ток фокусировки соответственно 780, 804 и 814 мА при токе луча 20 мА.
Спектральный анализ проводили следующим образом. Записывали в файл значения тока коллектора, как результаты измерений через равные промежутки времени τ = 5•10-5 с. Для спектрального анализа производили дискретное преобразование Фурье. Результаты измерений представляли в виде вектора с 2m элементами. Результатом преобразования Фурье явился комплекснозначный вектор размерности l=1+2m-1.
Элементы этого вектора вычислялись по формуле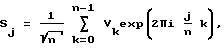
где n - число элементов в векторе V (n=2m); i - мнимая единиц; Sj - спектральная плотность исследуемого сигнала; Vk - вектор исследуемого сигнала, в качестве которого использовали значения тока коллектора через промежутки времени τ; j - изменяли от 0 до l. Размерность спектральной плотности - мА/Гц.
Для спектрального анализа по формуле были выдержаны следующие условия:
n=32767, l=16384, j=0...16384, t=n • τ , fj=j/t
По данной методике были обработаны экспериментальные данные при сварке с различной частотой модуляции и с изменяющимся током фокусирующей линзы.
Как видно из графика зависимости спектральной плотности тока коллектора от тока фокусирующей линзы при частоте модуляции 430 Гц и токе луча 20 мА (фиг. 3), на кривой имеют место три характерных экстремума - два максимума и один, расположенный между ними, минимум. Разрезка проплавленных образцов и анализ макрошлифов зон проплавления, полученных при различных значениях тока фокусирующей линзы, показали, что минимум рассматриваемой зависимости с высокой точностью соответствует фокусировке, обеспечивающей максимальную глубину проплавления металла электронным пучком.
Аналогичные результаты имели место и при регистрации амплитуды колебаний вторичного тока.
Предлагаемый способ обеспечивает существенное повышение точности контроля фокусировки электронного пучка при электронно-лучевой сварке модулированным пучком в режиме глубокого проплавления, сопровождающегося образованием канала проплавления в металле, так как определение минимума амплитуды и (или) спектральной плотности переменной составляющей вторичного тока с частотой модуляции электронного пучка, расположенного между максимумами зависимости амплитуды и спектральной плотности от тока фокусирующей линзы электронного пучка, позволяет с высокой точностью определить ток фокусировки, обеспечивающий максимальную глубину проплавления металла.
Литература:
1. Авторское свидетельство СССР N 1468700, кл. B 23 K 15/00
2. Патент Российской Федерации N 2024372, кл. B 23 K 15/00$
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2183153C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090327C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2494846C2 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2057627C1 |
| СПОСОБ КОНТРОЛЯ ОТКЛОНЕНИЯ ПОЛОЖЕНИЯ ЛИНИИ СТЫКА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ | 1996 |
|
RU2094197C1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2237557C2 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
Изобретение относится к области электронно-лучевой сварки и может быть использовано при электронно-лучевой сварке конструкционных материалов с контролем и управлением удельной мощности электронного пучка непосредственно в процессе сварки. В процессе сварки модулируют удельную мощность электронного пучка путем наложения на ток пучка и(или) на ток фокусирующей линзы электронной пушки переменного напряжения с заданной частотой и регистрируют вторичный ток. Из спектра колебаний вторичного тока выделяют составляющую с частотой, равной частоте модуляции электронного пучка. Током фокусирующей линзы управляют таким образом, чтобы амплитуда и(или) спектральная плотность выделенной составляющей вторичного тока была минимальна. Этот минимум должен находиться между максимумами зависимости амплитуды и(или) спектральной плотности от тока фокусирующей линзы электронной пушки. По переменной составляющей вторичного тока устанавливают фокусировку электронного пучка. Причем фокусировку пучка устанавливают по минимальному значению амплитуды и(или) спектральной плотности этой составляющей, регулируя ток фокусирующей линзы в интервале между его значениями, соответствующими максимумам амплитуды и(или) спектральной плотности данной составляющей. Способ обеспечивает существенное повышение точности контроля фокусировки электронного пучка в режиме глубокого проплавления. 3 ил.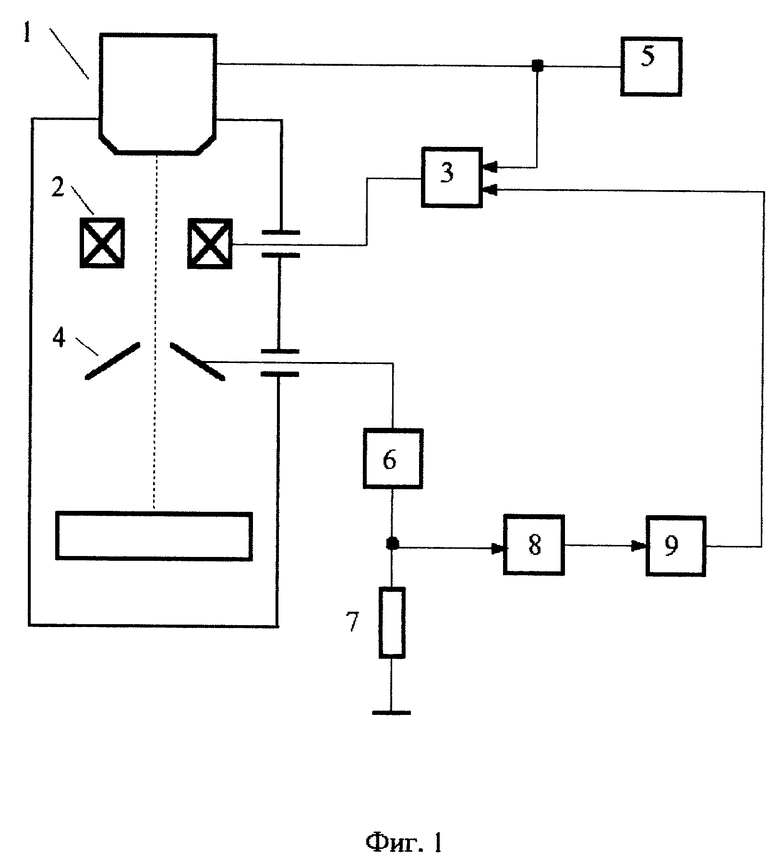
Способ электронно-лучевой сварки, при котором модулируют удельную мощность электронного пучка путем наложения на ток пучка и (или) на ток фокусирующей линзы электронной пушки переменного напряжения с заданной частотой и устанавливают фокусировку пучка по переменной составляющей вторичного тока, имеющей частоту, равную частоте модуляции удельной мощности пучка, отличающийся тем, что определяют два максимума зависимости амплитуды и (или) спектральной плотности составляющей вторичного тока, имеющей частоту, равную частоте модуляции удельной мощности электронного пучка от тока фокусирующей линзы электронной пушки, а фокусировку пучка устанавливают по минимальному значению амплитуды и (или) спектральной плотности этой составляющей, регулируя ток фокусирующей линзы в интервале между его значениями, соответствующими максимумам амплитуды и (или) спектральной плотности данной составляющей.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| Способ электронно-лучевой обра-бОТКи МАТЕРиАлОВ | 1979 |
|
SU844184A1 |
| Способ регулирования процесса электронно-лучевой сварки | 1982 |
|
SU1061960A1 |
| Способ электронно-лучевой сварки | 1989 |
|
SU1625623A1 |

