Изобретение относится к области электронно-лучевой сварки и может быть использовано в установках для электронно-лучевой сварки.
Известен способ электронно-лучевой сварки с регулированием мощности электронного пучка, при котором осуществляют сравнение опорного сигнала с сигналом, получаемым на коллекторе электронов при сквозном проплавлении детали, и по результирующему сигналу производят выбор параметров электронного луча [1]. При данном способе коллектор электронов устанавливают под свариваемым изделием. Способ позволяет с высокой точностью выбрать параметры электронного пучка, обеспечивающие качественное формирование наружного и корневого валиков при электронно-лучевой сварке металлов со сквозным проплавлением.
Недостатком этого способа является необходимость свободного доступа под свариваемое изделие, который не всегда имеется в производственных условиях.
Наиболее близким к описываемому по технической сущности и достигаемому эффекту является способ электронно-лучевой сварки [2], при котором осуществляют релейное регулирование процесса электронно-лучевой сварки со сквозным проплавлением, уменьшая ток электронного пучка при появлении сквозного проплавления и увеличивая его при переходе в режим частичного проплавления, а информацию о моменте сквозного проплавления получают с помощью заземленного коллектора электронов, расположенного над свариваемым изделием. В качестве информационных параметров, характеризующих момент сквозного проплавления, используются постоянная составляющая, амплитуда и частота переменной составляющей сигнала тока отраженных электронов. Для повышения достоверности работы вводится обнаружение по двум или трем параметрам. Данный способ выбран в качестве прототипа.
Недостатком известного способа является низкая точность регулирования при электронно-лучевой сварке металлов толщиной более 10 мм.
Признаки прототипа, являющиеся общими с заявляемым изобретением, - сварку осуществляют со сквозным проплавлением и релейным регулированием процесса путем уменьшения тока электронного пучка при появлении сквозного проплавления и увеличения его при переходе в режим частичного проплавления, при этом в процессе сварки регистрируют ток коллектора электронов, установленного над зоной сварки и находящегося под положительным потенциалом относительно изделия, а в качестве информационных параметров, характеризующих момент сквозного проплавления, используют амплитуды колебаний составляющих спектра вторичного тока.
Задачей изобретения является повышение точности и надежности регулирования процесса электронно-лучевой сварки со сквозным проплавлением изделий толщиной 5...40 мм.
Поставленная задача достигается тем, что в известном способе электронно-лучевой сварки, при котором сварку осуществляют со сквозным проплавлением и релейным регулированием процесса путем уменьшения тока электронного пучка при появлении сквозного проплавления и увеличения его при переходе в режим частичного проплавления, при этом в процессе сварки регистрируют ток коллектора электронов, установленного над зоной сварки и находящегося под положительным потенциалом относительно изделия, а в качестве информационных параметров, характеризующих момент сквозного проплавления, используют амплитуды колебаний составляющих спектра вторичного тока, одновременно с регистрацией тока коллектора электронов осуществляют осцилляцию электронного пучка по круговой или Х-образной траектории и используют амплитуду составляющих спектра вторичного тока в диапазонах 200...1000 Гц и 3...50 кГц, при этом появление сквозного проплавления определяют по одновременному снижению амплитуд составляющих спектра в указанных диапазонах или по снижению амплитуды одной из составляющих спектра вторичного тока.
Отличие предлагаемого способа от способа по прототипу состоит в том, что одновременно с регистрацией тока коллектора электронов осуществляют осцилляцию электронного пучка по круговой или Х-образной траектории и используют амплитуду составляющих спектра вторичного тока в диапазонах 200... 1000 Гц и 3...50 кГц, при этом появление сквозного проплавления определяют по одновременному снижению амплитуд составляющих спектра в указанных диапазонах или по снижению амплитуды одной из составляющих спектра вторичного тока.
Отличительные признаки в совокупности с известными обеспечивают повышение точности и надежности регулирования процесса электронно-лучевой сварки со сквозным проплавлением изделий толщиной 5...40 мм.
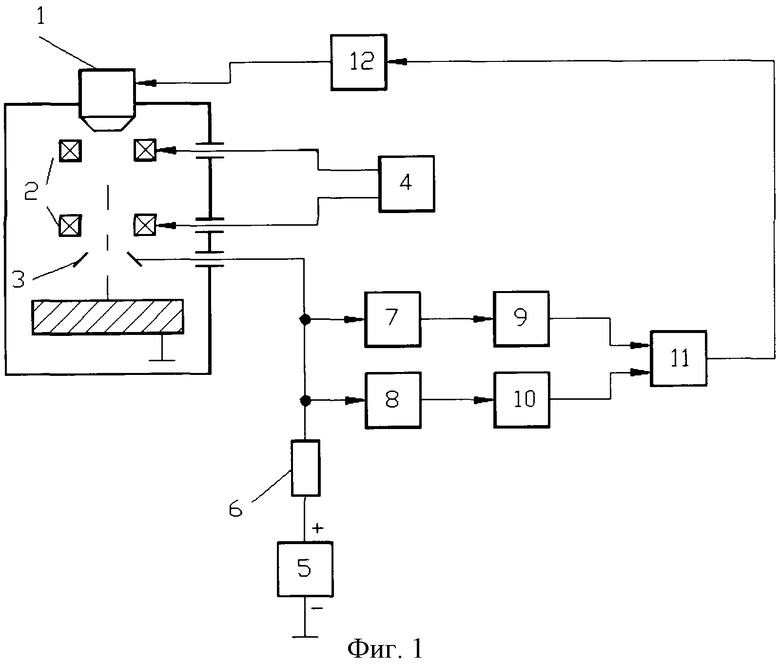
На фиг.1 представлена блок-схема устройства для осуществления способа. В установке для электронно-лучевой сварки, содержащей электронную пушку 1 с отклоняющими катушками 2 и коллектор 3 электронов для регистрации вторичного тока, в процессе сварки с помощью блока 4 производят осцилляцию электронного пучка по круговой или Х-образной траектории и регистрируют вторичный ток в цепи, содержащей источник 5 напряжения смещения и резистор 6 нагрузки, последовательно подключенные к коллектору 3 электронов. Напряжение с резистора 6 нагрузки, пропорциональное величине вторичного тока, обрабатывается полосовыми фильтрами 7, 8 с целью выделения из спектра колебаний вторичного тока составляющих с частотами в диапазонах 200... 1000 Гц и 3...50 кГц соответственно. Сигналы с выходов фильтров 7, 8 поступают на амплитудные детекторы 9, 10. После амплитудного детектирования сигналы с выходов амплитудных детекторов 9, 10 поступают на входы блока управления 11, который регулирует ток электронного луча с помощью блока 12 управления током луча.
Способ осуществляется следующим образом. На первом этапе экспериментально определяют значение тока луча Iл_скв, обеспечивающее гарантированное начало сквозного проплавления для заданной толщины металла. Далее, также экспериментально, определяют значение тока луча Iл_не_скв, наиболее близкое к Iл_скв, при котором сквозное проплавление металла данной толщины прекращается. Сварочный цикл начинается при токе луча, равном Iл_не_скв. В этот период регистрируются и запоминаются значения амплитуды колебаний тока коллектора в диапазоне 200...1000 Гц Iк_низк и в диапазоне 3...50 кГц Iк_высок. Далее ток луча ступенчато увеличивается до значения Iл_скв, что приводит к появлению сквозного проплавления. Момент появления сквозного проплавления определяют по снижению амплитуд составляющих спектра вторичного тока в диапазонах 200...1000 Гц и (или) 3...50 кГц ниже определенных уровней  и (или)
и (или)  задаваемых в процентах от Iк_низк и Iк_высок соответственно. При появлении сквозного проплавления ток луча ступенчато снижается до величины Iл_не_скв, что через некоторое время приводит к прекращению сквозного проплавления. Момент прекращения сквозного проплавления определяют по увеличению амплитуд составляющих спектра вторичного тока в диапазонах 200...1000 Гц и (или) 3...50 кГц выше значений
задаваемых в процентах от Iк_низк и Iк_высок соответственно. При появлении сквозного проплавления ток луча ступенчато снижается до величины Iл_не_скв, что через некоторое время приводит к прекращению сквозного проплавления. Момент прекращения сквозного проплавления определяют по увеличению амплитуд составляющих спектра вторичного тока в диапазонах 200...1000 Гц и (или) 3...50 кГц выше значений  и (или)
и (или)  . Далее процесс повторяется, начиная с увеличения тока луча до величины, равной Iл_скв.
. Далее процесс повторяется, начиная с увеличения тока луча до величины, равной Iл_скв.
Экспериментальное опробование способа осуществлялось на электронно-лучевой сварочной установке ЭЛА-60/60 при использовании образцов толщины 15 мм из стали 12Х18Н10Т. Развертка электронного пучка по круговой и Х-образной траектории с частотой 330 Гц осуществлялась от внешнего генератора разверток электронного луча. Сигнал с коллектора электронов, установленного над зоной сварки, обрабатывался с помощью компьютерной информационно-измерительной системы на базе IBM-совместимого компьютера, оснащенного многоканальным аналого-цифровым интерфейсом. После обработки сигнала с коллектора компьютерная система формировала управляющий сигнал на блок управления током луча, уменьшая его при появлении сквозного проплавления и увеличивая при переходе в режим частичного проплавления.
На фиг.2 показано изменение амплитуды колебаний составляющих спектра вторичного тока с частотами в диапазоне 2,5...20 кГц (а), 200...1000 Гц (б) и на частоте осцилляции (в) при выполнении сварочного прохода с осцилляцией электронного пучка по образцу толщиной 25 мм с участком, толщина металла на котором составляла 17 мм. Зафиксированное время начала сквозного проплавления - 5,2 с.
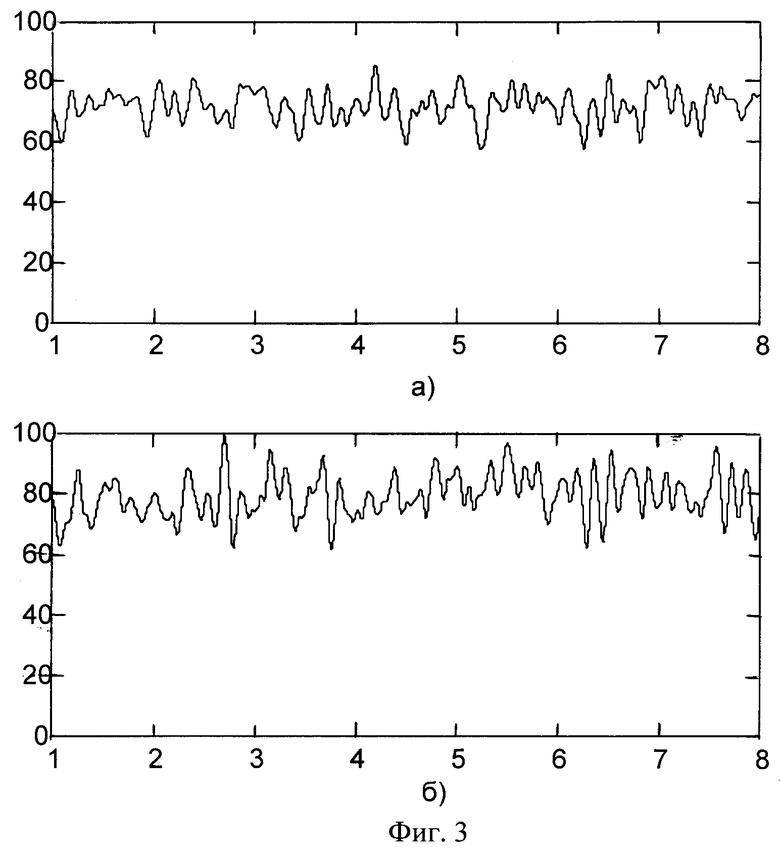
На фиг.3 показано изменение амплитуды колебаний составляющих спектра вторичного тока с частотами в диапазоне 2,5...20 кГц (а), 200...1000 Гц (б) во время прохождения аналогичного образца при электронно-лучевой сварке без осцилляции электронного пучка.
Сварочные режимы выбирались таким образом, чтобы частичное проплавление на основном участке образца сменялось сквозным во время прохождения участка с уменьшенной толщиной металла. Видно, что во время электронно-лучевой сварки без осцилляции при используемой толщине металла амплитуда вторично-эмиссионного тока во время появления сквозного проплавления практически не изменялась. В то же время амплитуды колебаний с частотами в диапазонах 200...1000 Гц и 3...50 кГц, а также амплитуда составляющей на частоте осцилляции во время электронно-лучевой сварки с осцилляцией пучка резко снижались при появлении сквозного проплавления. Таким образом, применение осцилляции увеличивает уровень информационного сигнала, характеризующего появление сквозного проплавления. Это связано с возрастанием поперечных размеров нижних областей канала проплавления, и соответственно, увеличением интенсивности потока плазмы, покидающей канал проплавления с нижней стороны свариваемого металла при сквозном проплавлении.
Предлагаемый способ по сравнению с прототипом обеспечивает существенное повышение точности и надежности регулирования процессов электронно-лучевой сварки со сквозным проплавлением изделий толщиной 5-40 мм благодаря увеличению уровня полезного сигнала за счет регистрации тока коллектора электронов, установленного над зоной сварки и находящегося под положительным потенциалом относительно изделия с одновременной осцилляцией электронного пучка по круговой или Х-образной траектории, и использования в качестве информационных параметров, характеризующих момент сквозного проплавления, амплитуд колебаний составляющих спектра вторичного тока в диапазонах 200...1000 Гц и 3...50 кГц.
Источники информации
1. Авторское свидетельство СССР №1106097, кл. В 23 К 15/002.
2. Обработка вторичных излучений для контроля и управления процессом электронно-лучевой сварки. / В.А.Батухтин, В.В.Башенко. // Автоматическое управление технологическим процессом электронно-лучевой сварки: Сб. науч. тр. - Киев: ИЭС им. Е.О.Патона, 1987. - с.64-74.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2532626C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2494846C2 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2183153C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
| Способ контроля глубины проплавления при электронно-лучевой сварке | 1978 |
|
SU733921A1 |

Изобретение относится к сварке, в частности к способу электронно-лучевой сварки, и может найти применение при изготовлении ответственных конструкций в различных отраслях машиностроения. Сварку осуществляют со сквозным проплавлением и релейным регулированием процесса путем уменьшения тока электронного пучка при появлении сквозного проплавления и увеличения его при переходе в режим частичного проплавления. В процессе сварки регистрируют ток коллектора электронов, установленного над зоной сварки и находящегося под положительным потенциалом относительно изделия. В качестве информационных параметров, характеризующих момент сквозного проплавления, используют амплитуду колебаний составляющих спектра вторичного тока. Одновременно с регистрацией тока коллектора электронов осуществляют осцилляцию электронного пучка по круговой или Х-образной траектории, и амплитуду колебаний составляющих спектра вторичного тока используют в диапазонах 200-1000 Гц и 3-50 кГц. Появление сквозного проплавления определяют по одновременному снижению амплитуд составляющих спектра в указанных диапазонах или по снижению амплитуды одной из составляющих спектра вторичного тока. Способ обеспечивает существенное повышение точности и надежности регулирования процессов сварки со сквозным проплавлением изделий толщиной 5-40 мм. 3 ил.
Способ электронно-лучевой сварки, при котором электронно-лучевую сварку осуществляют со сквозным проплавлением и релейным регулированием процесса путем уменьшения тока электронного пучка при появлении сквозного проплавления и увеличения его при переходе в режим частичного проплавления, при этом в процессе сварки регистрируют ток коллектора электронов, установленного над зоной сварки и находящегося под положительным потенциалом относительно изделия, а в качестве информационных параметров, характеризующих момент сквозного проплавления, используют амплитуду колебаний составляющих спектра вторичного тока, отличающийся тем, что одновременно с регистрацией тока коллектора электронов осуществляют осцилляцию электронного пучка по круговой или Х-образной траектории, и амплитуду колебаний составляющих спектра вторичного тока используют в диапазонах 200-1000 Гц и 3-50 кГц, при этом появление сквозного проплавления определяют по одновременному снижению амплитуд составляющих спектра в указанных диапазонах или по снижению амплитуды одной из составляющих спектра вторичного тока.
| Способ автоматического регулирования процесса электронно-лучевой сварки | 1982 |
|
SU1106097A1 |
| Способ обработки материалов лучом заряженных частиц | 1981 |
|
SU1021087A1 |
| Способ электронно-лучевой сварки | 1986 |
|
SU1344549A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2071401C1 |
| Огнетушитель | 0 |
|
SU91A1 |
| US 4229636 A, 21.10.1980 | |||
| US 5277938 A, 11.01.1994. | |||

