Изобретение относится к контролю параметров трубы при обработке металлов давлением и может быть использовано для точной гибки труб в судостроении, судоремонте, самолетостроении и других отраслях.
Известен способ контроля при гибке трубы угла пружинения с определением его отклонения от допустимого и последующей догибкой трубы на величину превышения допуска при повторном прижиме трубы к гибочному шаблону (авт.св. N 517356, кл. B 21 D 7/024).
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ контроля параметров трубы [1], заключающийся в том, что копию многоколенной трубы изготавливают, выполняя следующие операции.
Снятие с модели серии замеров, определяющих ось для каждой из прямолинейных участков модели, при этом ось предыдущего прямолинейного участка в основном не пересекает ось последующего участка, а проходит в непосредственной близости от нее, разработку программы для ЭВМ, причем полученные замеры являются данными для расчета теоретической точки пересечения поименованных осей в районе каждого погиба, а также для введения в ЭВМ информации, базирующейся на данных о фиктивных осях, соединяющих названные теоретические точки пересечения, и представленной длинами каждой из поименованных прямолинейных частей и данными угловых размеров каждой из них относительно смежной части или частей; использование ЭВМ для подачи команд исполнительным механизмом станка в соответствии с программой гибки многоколенной трубы.
Недостатками способа контроля параметров многоколенной трубы являются высокая себестоимость и трудоемкость изготовления и сборки трубопроводов сложной конфигурации.
Целью изобретения является повышение точности многоколенной гибки трубы.
Это достигается тем, что способ контроля параметров трубы при многоколенной гибке, включающий определение измерительной системы длин и пространственного положения в системе координат осей прямых участков колен трубы, расчет параметров колен трубы, включает также операцию расчета параметров гибки последующих колен трубы с учетом неточности гибки предыдущих, при этом определение параметров каждого отогнутого колена и в целом трубы осуществляется измерительной системой непосредственно в процессе гибки по двум излучателям сигналов, расположенным на одной прямой, совпадающей с осью начального прямого участка трубы или параллельной ей, а измерительная система настраивается по указанным двум излучателям сигналов только перед гибкой первого колена трубы.
Систему координат принимают прямоугольной, при этом одну из осей координат совмещают с осью подачи трубы, другие направляют параллельно оси гибкого шаблона, а начало координат устанавливают в точке касания оси трубы и среднего радиуса гибочного шаблона.
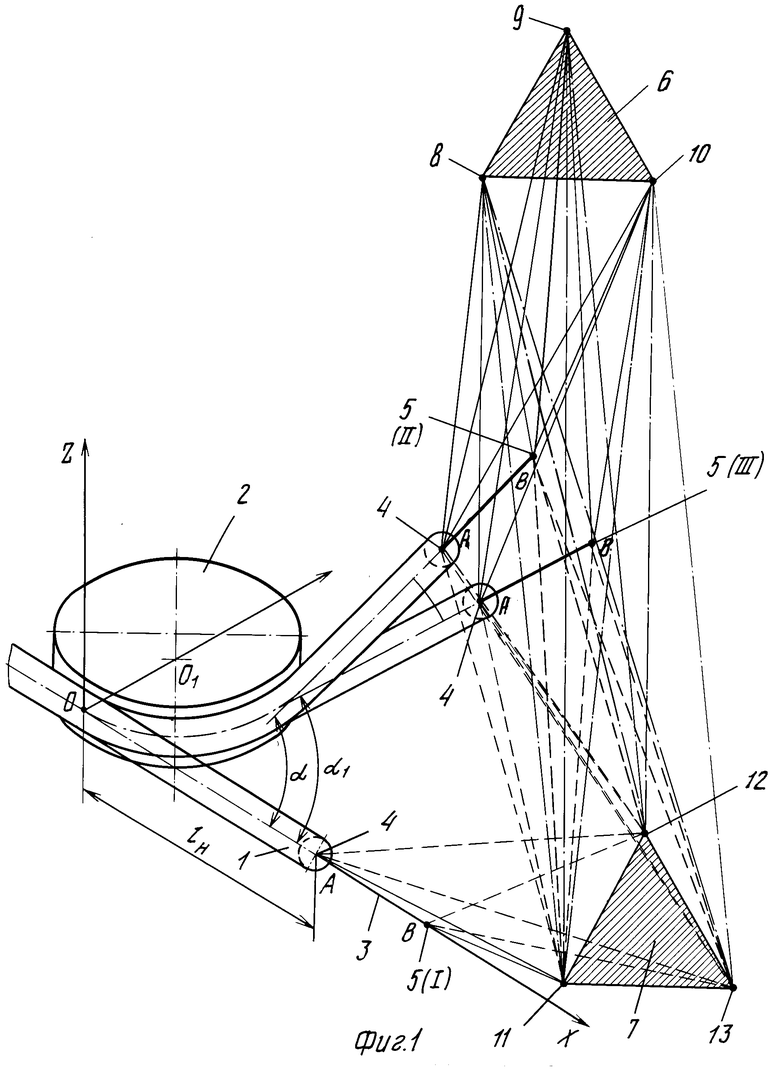
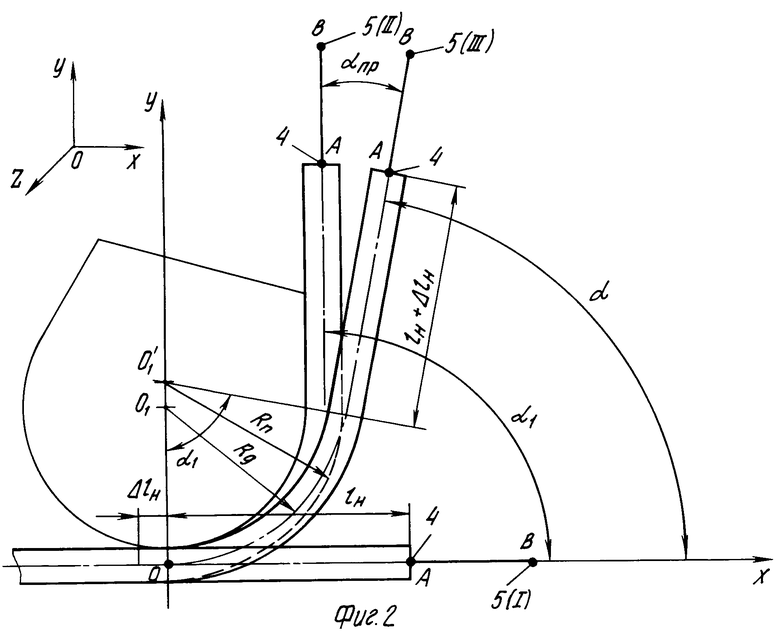
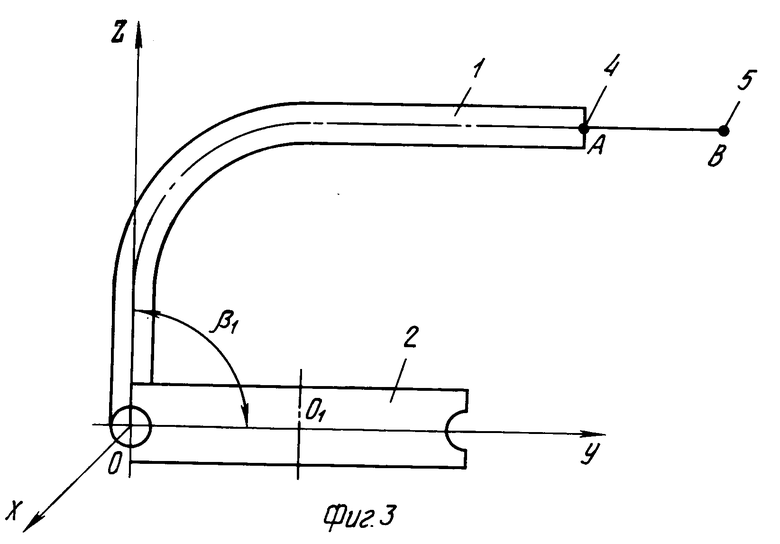
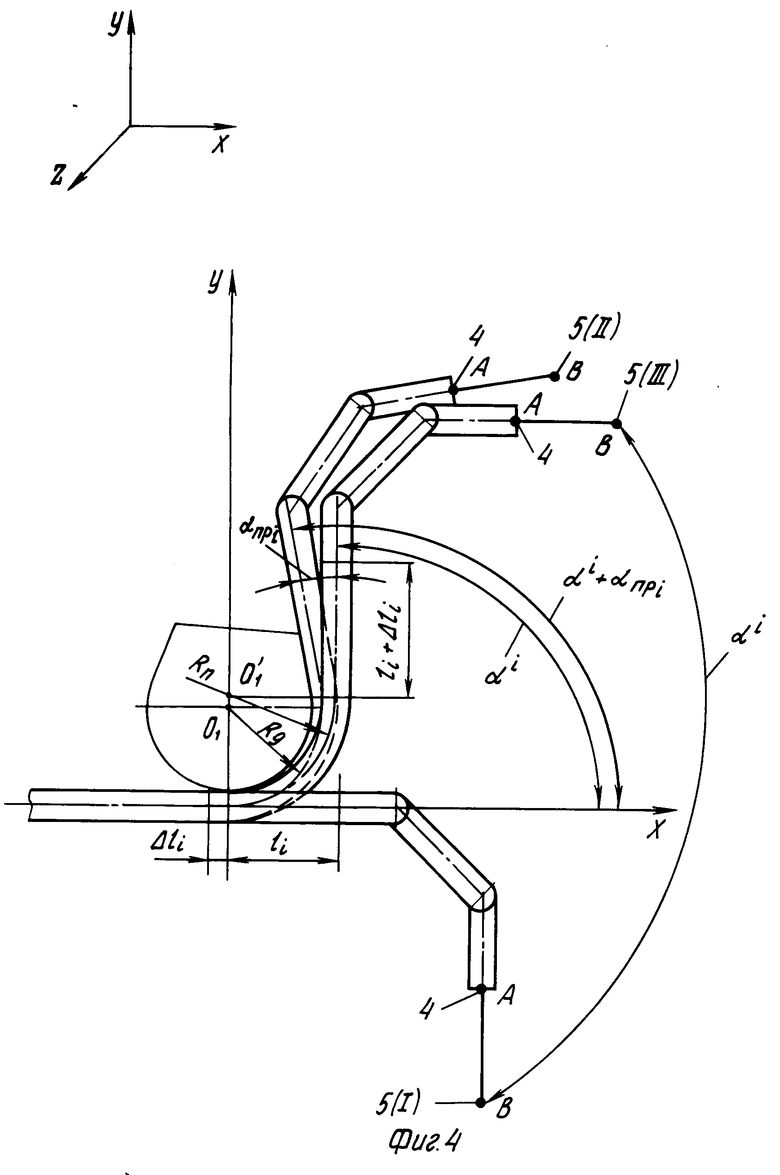
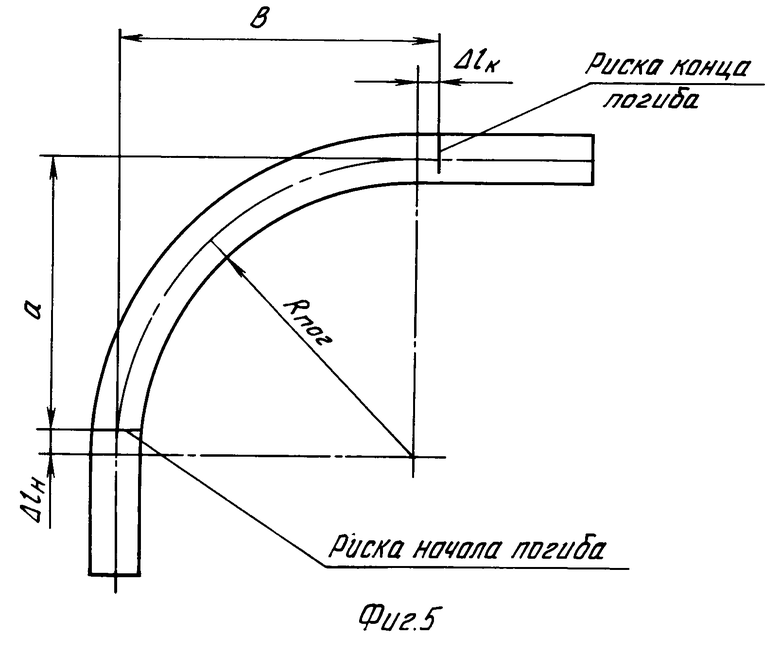
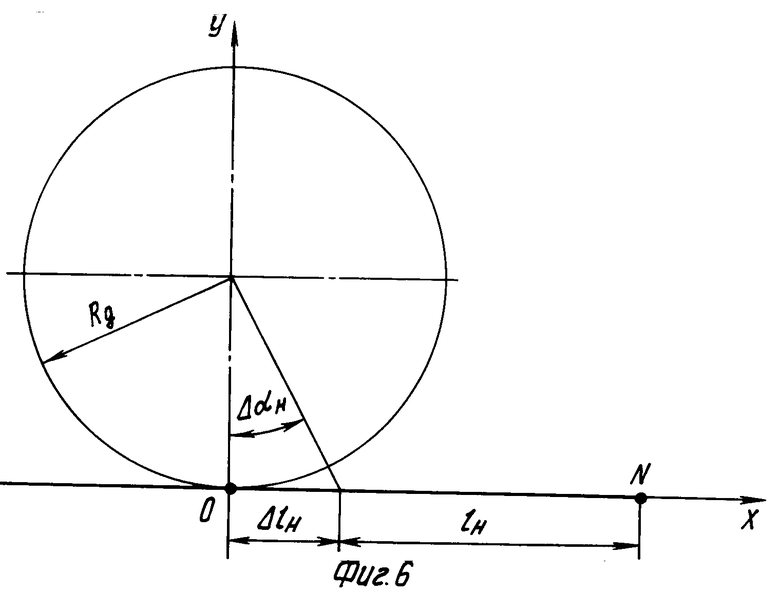
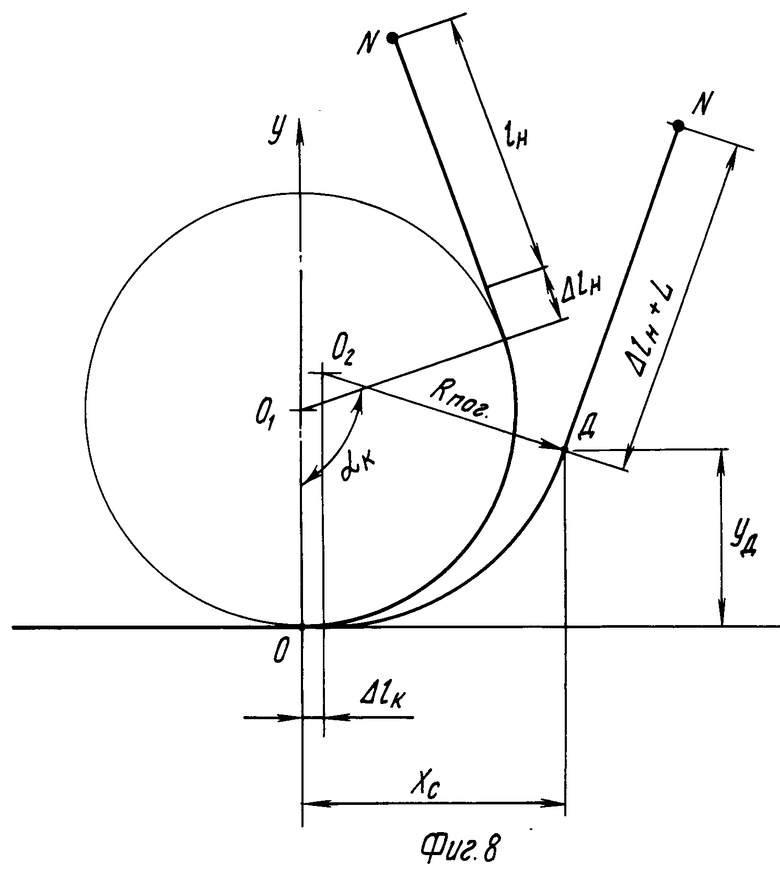
На фиг.1 показана измерительная система для контроля параметров погиба, определяющих пространственное положение начального прямого участка трубы, точечных излучателей и приемников сигналов; на фиг.2 - контролируемые параметры гибки и схема положения начального прямого участка трубы, снабженного точечными излучателями, перед гибкой, после гибки и после отвода прижима от трубы после выполнения первого гиба; на фиг.3 - угол между плоскостями погибов, контролируемый в случае, когда погибы находятся в разных плоскостях; на фиг. 4 - схема положения начального прямого участка, снабженного точечными излучателями, при выполнении i-ого погиба; на фиг.5 - смещение рисок по отношению к началу и концу погиба; на фиг.6 - схема расчета величины Δlн; на фиг.7 - эскиз трубы для контрольного расчета; на фиг.8 - схема расчета величин Δlк и Rпог.
Способ осуществляется следующим образом.
Перед началом гибки трубы 1 производят настройку относительного гибочного шаблона 2 измерительной системы, состоящей из штанги 3 с излучателями 4 и 5 и двух измерительных стоек, несущих жесткие треугольные рамки 6 и 7, содержащие в углах приемники (излучатели) 8-13 (фиг.1).
Настройка измерительной системы производится следующим образом.
Штанга 3 с излучателями 4 и 5 сигналов через вкладыш устанавливается в рабочем ручье гибочного шаблона и ползуна трубогибочного станка таким образом, чтобы излучатель 4 совместился с точкой 0 в торцовой плоскости ползуна, являющейся точкой касания среднего радиуса гибочного шаблона и оси обрабатываемой трубы. В точку 0 помещается начало декартовой системы отсчета, при этом ось Х совмещена с осью начального прямолинейного участка трубы 1 перед началом гибки, т.е. осью подачи трубы.
Измерительные стойки с рамками 6 и 7 размещаются произвольно вне рабочей зоны с данной трубой, но так, чтобы приемники (излучатели) каждой из рамок имели возможность принять сигналы излучателей 4 и 5 в любом пространственном положении начального прямолинейного участка гнутой трубы, несущей штангу 3 с излучателями 4 и 5, а также взаимные сигналы приемников (излучателей) в режиме излучения. При этом каждая из рамок имеет возможность углового поворота относительно корпуса измерительной стойки.
Каждый приемник одной измерительной стойки, приняв сигналы от всех излучателей (приемников) другой измерительной стойки и излучателей 4 и 5 штанги 3, фиксирует свое положение относительно другой измерительной стойки и начала координат. Последовательно задействовав каждый из приемников 8-13 (излучателей) обеих измерительных стоек с помощью ЭВМ, рассчитывают базу измерения для данного положения измерительных стоек относительно гибочного шаблона 2 и обрабатываемой трубы 1.
Существенным преимуществом расчетной базы измерения перед способами измерения с фиксированной материальной базой измерения является то, что увеличение объекта измерения в габаритах, не влечет за собой увеличение массогабаритных характеристик измерительного устройства, а также исключает влияние на точность измерения его собственных деформаций зависящих от условий эксплуатации и массогабаритных характеристик, а потому не ухудшаются условия работы с измерительным устройством .
.
После настройки измерительной системы штанга 3 с излучателями 4 и 5 извлекается из рабочего ручья гибочного шаблона. Обрабатываемая труба 1 устанавливается на станке произвольно относительного базового торца ползуна. Во внутреннюю полость трубы 1 заводится и закрепляется штанга 3 с излучателями 4 и 5.
Включаются в работу приема сигналов измерительные стойки, и приемники 8-13 принимают сигналы излучателей 4 и 5 для определения точного перемещения трубы по оси подачи на длину начального прямого участка lн, заданного чертежом. Далее подача трубы прекращается. Труба закрепляется в зажиме и включается механизм поворота гибочного шаблона на заданный угол. При этом пластическая деформация изгиба начинается после перемещения трубы по оси Х на некоторую величину Δlн (фиг.5), выражающую смещение риски начала погиба от теоретической линии сопряжения радиуса погиба с прямым участком трубы.
Величина смещения определяется конструктивным исполнением станка, износом его механизмов и размерами гибочного шаблона. При обычной традиционной гибке эта величина, так же как и Δlк определяется опытной гибкой трубы данного диаметра на угол 90о с определением величин а и б и расчетом Δlн и Δ lк.
В предлагаемом способе контроля параметров трубы величина Δlнопределяется максимальной координатой Х излучателей 4 и 5 до появления координаты Y, свидетельствующей о фактическом начале пластической деформации изгиба. По величине Δlн определяется угол поворота αн(фиг.6) гибочного шаблона до начала фактической пластической деформации изгиба: =tgαн; αн=arctg
=tgαн; αн=arctg
Полный угол поворота гибочного шаблона α к определяется как сумма углов:
α к = α 1 + αн .
Угол погиба с учетом пружинения α 1 равен
α 1 = m ˙ α , где m - усредненный коэффициент, учитывающий упругую деформацию в зависимости от материала;
α - угол погиба.
После поворота гибочного шаблона на угол αк станок выключается. Вычислительный комплекс по результатам замеров пространственного положения излучателей 4 и 5, определяющих положение в пространстве начального прямого участка трубы, выдает действительные параметры отогнутого колена. Для чего необходимо снять координаты излучателей 4 и 5 в трех положениях трубы:
I - после подачи трубы на длину прямого участка;
II - после поворота гибочного шаблона на угол α к без освобождения трубы из зажима;
III - после освобождения трубы из зажима.
Освобожденная от зажима труба под действием упругой деформации отклоняется от гибочного шаблона (фиг.2) на угол пружинения α пр . При этом начальный прямолинейный участок трубы, несущий излучатели 4 и 5, получает значительные угловые перемещения, что способствует более точному определению параметров.
Математический аппарат подсчета параметров колена состоит в использовании свойств пересекающихся прямых, лежащих в плоскости изгиба и содержащих каждая по две точки, расстояние между которыми и координаты которых известны.
Уравнение прямой, проходящей через две точки А и В с известными координатами имеет описание: =
=  , которое при известных ХА, ХВ, YA, YB приводится к виду Y = kx + b из которого и определятся величины k и b, где k = tgα , где α - угол наклона прямой к оси Х.
, которое при известных ХА, ХВ, YA, YB приводится к виду Y = kx + b из которого и определятся величины k и b, где k = tgα , где α - угол наклона прямой к оси Х.
В предлагаемом способе контроля параметров трубы при многоколенной гибке точками с известными координатами являются излучатели 4 и 5 (соответственно точкой А обозначен излучатель 4, а точкой Б - излучатель 5 на фиг.1-3).
По координатам излучателей 4 и 5 на штанге 3 в положениях трубы I, II и III записывают уравнения прямых:
YI = kI˙ xI + bI
YII = kII ˙xII + bII
YIII = kIII ˙xIII + bIII
из которых определяют числовые значения угловых коэффициентов kI, kII, kIII, равных тангенсу угла наклона начального прямого участка трубы к оси Х до гибки, после гибки, когда труба еще в зажиме, и после гибки освобожденной из прижима трубы.
Тогда фактический угол гиба α i на i-ом погибе (фиг.4) равен углу пересечения линий, совмещенных с отрезками АВ в положениях трубы I и III, т.е.
tgαi =  ; αi=arctg
; αi=arctg
Фактический угол пружинения на i-ом погибе равен углу пересечения линий, совмещенных с отрезками АВ в положениях трубы II и III, т.е.
tgαпр =  ; αпр=arctg
; αпр=arctg
Фактический угол гиба α i при зажатой трубе определяется по зависимости
tgαi =
Для первого погиба направление отрезка АВ в положение трубы I совпадает с осью Х, поэтому:
kI = 0
α1 = arctg kII αпр=arctg
 = arctg kIII
= arctg kIII
Определив действительные значения углов α 1 ,αпр,  , α н, Δ lн, lн по известным зависимостям вычислительный комплекс выдает и все остальные параметры трубы и техпроцесса:
, α н, Δ lн, lн по известным зависимостям вычислительный комплекс выдает и все остальные параметры трубы и техпроцесса:
αк - угол поворота гибочного шаблона;
Δ l1 - смещение вершины угла второго погиба;
lпог1 - длина трубы, приходящаяся на первый погиб;
Rп - действительный радиус погиба;
Δ lк - смещение риски отметки конца погиба;
Lостатка - остаток прямой трубы после гибки первого погиба.
Таким образом, не снимая трубы со станка, после первого погиба получаем полную информацию о параметрах трубы и техпроцесса.
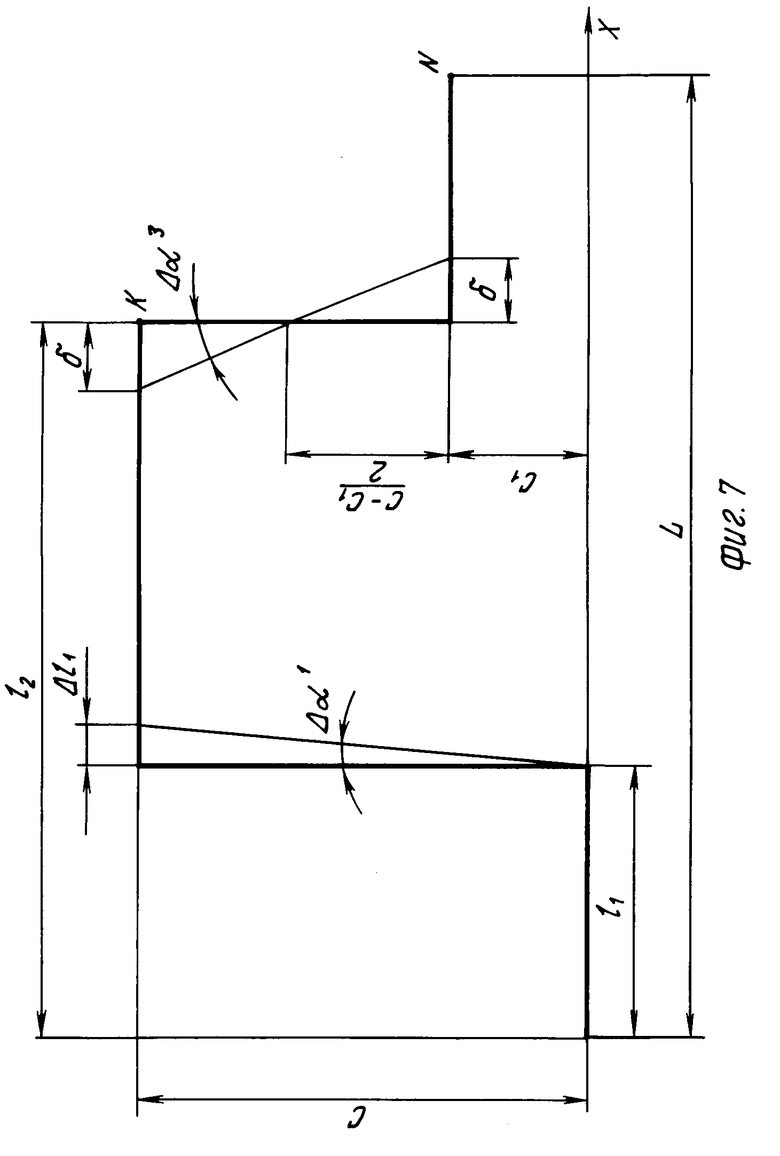
Задание параметров трубы последующих погибов удобнее пояснить на примере изготовления 4-коленной трубы с известными размерами (фиг.7).
На примере изготовления конкретной трубы (фиг.7) покажем каким образом после определения действительных параметров отогнутого колена происходит корректировка параметров последующих колен (длин, угловых размеров) в целях обеспечения изготовления трубы требуемой конфигурации.
Предположим, что необходимо изготовить трубу (фиг.7) из углеродистой стали диаметром 60 мм и размерами c, l1, l2, c1, L,
при этом:
L = 2500 мм; l1 = 500 мм; l2 = 1500 мм; с1 = 150 мм  =
=  =
=  =
=  = 90°; С = 600 мм.
= 90°; С = 600 мм.
Назначаются технологические параметры гибки трубы на станке :
Rg - средний радиус гибочного шаблона для трубы диаметром 60 мм рекомендуется Rg = 160 мм;
α к- угол поворота гибочного шаблона по отсчетному устройству станка, равный сумме α1 + αн , где α н- угол поворота гибочного шаблона до начала пластической деформации изгиба, определяется предлагаемым способом в начале гибки;
α 1- угол гиба с учетом пружинения первоначально задается расчетом по формуле:
α1= m ˙α , где α - угол погиба по чертежу;
m - усредненный коэффициент упругой деформации, учитывающий угол пружинения в зависимости от материала, для нашего случая:
m = 1,022
α 1= 1,022 x 90о = 92о
lн - длина начального прямого участка, которая рассчитывается по размеру l1:
lн = l1 - Rп , где Rп - средний радиус погиба трубы после снятия упругой деформации:
Rп = Rg ˙k где k - усредненный коэффициент упругой деформации, учитывающий марку материала трубы. Для нашего случая k = 1,024 .
Rп = 160 х 1,024 = 164 мм; lн = 500 - 164= = 336 мм.
Далее устанавливаем на станок комплект гибочной оснастки с радиусом гибочного шаблона Rg = 160 мм, располагаем около станка измерительные системы и настраиваем ее стойки относительно круга и начала координат. Затем устанавливаем трубу на станок произвольно, но так чтобы конец трубы выступал относительно торца ползуна настолько, чтобы раскрепить по внутренней поверхности трубы штангу 3, несущую излучатели 4 и 5.
Труба подается по оси Х на длину прямого начального участка, т.е. до тех пор, пока координаты, выданные вычислительным комплексом излучателей 4 и 5, обозначенные точками А и В, будут иметь значения:
точка А (XA = lн; YA = 0)
точка В (XB = lн +  ; YB = 0)
; YB = 0)
После этого трубу закрепляют прижимом к гибочному шаблону и включают станок на гибку.
Пластическая деформация изгиба не начинается сразу с момента начала вращения гибочного шаблона, а с некоторого перемещения Δlн трубы вдоль оси подач. Момент начала пластической деформации изгиба фиксируется приращением координаты Х излучателей 4 и 5 до появления координаты Y. В нашем случае зафиксированная величина Δlн = 5,2 мм, а угол поворота гибочного шаблона α н ( фиг. 8) и полный первоначальный угол поворота гибочного шаблона определяются по зависимостям: αн=arctg = arctg
= arctg = 1,90
= 1,90
αк = α1 + αн
α к= 92 + 1,9о = 93,9о
После поворота гибочного шаблона на угол α к станок выключается. Начальный участок трубы при этом займет положение II (фиг.2) и будет наклонен к оси Х под углом α1 , величина которого определяется по угловому коэффициенту kII:
α 1= arctg kII = 92,3о .
Далее труба освобождается от зажима. Начальный участок трубы займет положение II и будет наклонен к оси Х под углом  , величина которого определяется по угловому коэффициенту kIII:
, величина которого определяется по угловому коэффициенту kIII: = arctg kIII = 90,3° .
= arctg kIII = 90,3° .
Угол пружинения α пр можно определить как
αпр=arctg или αпр=
или αпр= =92,3°-90,3°=2°
=92,3°-90,3°=2°
Таким образом по результатам замеров и предложенному алгоритму вычислений выдаются после гибки первого погиба следующие параметры трубы и техпроцесса: =90,3°
=90,3° = +0,3°
= +0,3°
αпр= 2о Δlн = 5,2 мм
α1= 92,3о lн = 336 мм
αн = 1,9о
αк = 94,2о Δl1=C·tg =3,2 мм
=3,2 мм
Кроме того, после каждого погиба выдается длина остатка прямой трубы, исходя из длины отрезанной заготовки и длины трубы от начала до конца произведенного погиба.
Развернутая длина трубы:
Lраз = lн + lпр1-2 +lпр2-3 + lпр3-4 + lн + 4lпог, где lн = l1-Rп; Rп = Rg х 1,024 = 163,8 = 164 мм
lн = 500-164 = 336
lпр1-2 = с - 2Rп = 600 - 328 = 272 мм
lпр2-3 = l2-l1 - 2Rп = 1500 - 500 - 328 = 672 мм
lн = L - l2 - Rп = 2500 - 1500 - 164 = 836 мм
lпр3-4 = (с - с1) - 2Rп = 450 - 328 = 122 мм
lпог =  =
=  = 248,8 мм
= 248,8 мм
4lпог = 248,8 х 4 = 995 мм
Lраз. = 336 + 272 + 672 + 122 + 836 + 995= = 3233 мм
Допуск на отрезку ± 3 мм.
Полагаем, что отрезана заготовка длиною 3235 мм.
Остаток трубы после первого погиба:
Lост = Lзаг - [lн + Δlн + lпог1 + Δ lк], где
l ; l
; l =250,3
=250,3
Δlк - отклонение отметки риски конца погиба от теоретической линии сопряжения радиуса погиба с прямым участком трубы .
Фактические величины Rп и Δlк определяются по зависимостям, отражающим условие равенства длины дуги погиба до и после освобождения согнутой трубы из зажима (фиг.7) и известную координату XD точки D (конец погиба): =
=

Для нашего случая Δlк = 2,8 мм, Rп = 164 мм
Lост = 3235 - 336 + 5,2 + 250,3 + 2,8 = 2640,7 мм
Таким образом, не снимая трубы со станка, после каждого погиба получаем полную информацию о параметрах трубы и техпроцесса.
Далее вычислительный комплекс задает параметры гибки второго погиба при соблюдении следующих условий:
угол второго погиба должен быть равен углу первого погиба, что обеспечит параллельность прямого остатка трубы после гибки второго погиба начальному прямому участку трубы;
длина прямого участка трубы между первым и вторым погибом определяется габаритным размером С .
Выдаваемые параметры гибки второго погиба:
Угол поворота гибочного шаблона  :
: =
=  = 94,2°
= 94,2°
Длина прямого участка трубы между первым и вторым погибами (фиг.6): =
=
По данным параметрам производим гибку второго погиба, т.е. вдоль оси Х труба подается на величину lпр1-2, закрепляется в зажиме, производится поворот гибочного шаблона на угол = 94,2°.
= 94,2°.
После гибки по методике, описанной для первого гиба, выдаются действительные значения: αпр,  ,
, ,по которым уточняются Rп, Δlн, Δlк, которые должны совпадать с величинами аналогичных параметров на первом погибе или незначительно отличаются от них в случае отклонения угла погиба
,по которым уточняются Rп, Δlн, Δlк, которые должны совпадать с величинами аналогичных параметров на первом погибе или незначительно отличаются от них в случае отклонения угла погиба  от
от  .
.
Далее задаются на станке технологические параметры гибки сразу последнего и предпоследнего погибов. При этом длины прямых участков между погибами и конечного участка, углы погибов  и
и  определяются из следующих условий:
определяются из следующих условий:
углы третьего и четвертого погибов должны быть равны между собой, чтобы обеспечить параллельность прямых участков после второго погиба и конечного прямого участка;
сумма проекций участков трубы на оставшихся погибах на ось Y должна соответствовать размеру (С - С1), а сумма проекций всех участков трубы на ось Х - размеру L.
Соблюдение перечисленных условий обеспечит собираемость трубы в трубопровод без отрезки припусков и подгибки трубы в процессе сборки за счет того, что предлагаемый способ контроля параметров трубы позволяет заданием откорректированных параметров на последнем и предпоследних погибах поместить конец многоколенной трубы в сборочную точку N (фиг.6) путем сравнения величины суммы проекций участков гнутой трубы на ось Х со сборочным размером L, а также определения отклонения остатка прямой трубы. Отклонение суммы проекций всех участков гнутой трубы на ось Х при изготовлении трубы традиционным способом может быть величиной отрицательной и положительной.
На практике заготовку отрезают заведомо длиннее, чтобы готовую трубу можно было обрезать в размер L, который имеет жесткий допуск на изготовление, и определением величины отклонения фактического остатка прямой трубы от теоретической развернутой длины заготовки, приходящейся на оставшиеся погибы.
Отклонение фактического остатка прямой трубы от теоретической развернутой длины заготовки может быть величиной положительной и минусовой. В случае минусового отклонения при традиционном методе изготовления многоколенной трубы его устраняют ручной тяжелой подгонкой формы трубы, а в случае плюсового отклонения этот припуск отрезают на готовой трубе после обмера трубы на измерительном стенде. В нашем случае величина отклонения компенсируется соответствующей корректировкой параметров трубы на оставшихся погибах (фиг.9).
Для нашего случая вычислительный комплекс выдал величину отклонения ΔL = = -3 мм. В связи с тем, что параметры третьего и четвертого погибов назначаются с учетом условия огибания объектов на трассе трубопровода как слева, так и справа трубы, величину отклонения ΔL делим на два, т.е. величину смещения вершины угла третьего погиба смещаем на величину δ =  , а другую половину отклонения учитываем при назначении длины конечного прямого участка lк.
, а другую половину отклонения учитываем при назначении длины конечного прямого участка lк.
Отклонение δ определяет угол корректировки углов третьего и четвертого погибов (фиг.9).
 = sin
= sin
 =arcsin -
=arcsin -  = arcsin 0,007
= arcsin 0,007 = -0,4°
= -0,4°
Таким образом, вычислительный комплекс расчетом выдает следующие корректированные параметры трубы для гибки последующих колен:
δ = -1,5 мм;  =
= = -0,4°
= -0,4° =
= =89,6° Rп=164 мм; l
=89,6° Rп=164 мм; l
lпр3-4 = 128,6 мм; lк = 831,8 мм;  =
= =93,59°
=93,59°
Величина проекции трубы на ось Х должна быть равна 2500 мм; величина проекций участков трубы на ось Y - 600 мм.
Направление начального и конечного прямых участков трубы должно совпадать или быть параллельным относительно оси Х.
Составляем выражение для подсчета суммы проекций участков трубы на ось Х: +
+
Сумма проекций на ось Y:

В связи с тем, что углы третьего и четвертого погибов равны между собой, обеспечивается взаимная параллельность прямых участков между собой и параллельность их оси Х.
Труба без последующей подгонки на сборке имеет сборочный размер L = 2500 мм, обеспечены габариты С = 600 мм и С1 = =150 мм, габарит l1 = 500 мм, а l2 = 1500 мм в допуске на огибание трубой объектов по трассе.
Кроме того, труба оказалась замеренной по всем своим параметрам и нет необходимости помещать ее для измерения на контрольно-измерительный стенд.
Для точного изготовления многоколенной трубы не потребовалась труба-эталон или шаблон.
Реализация предлагаемого способа гибки обеспечивает следующие преимущества изготовления трубопроводов:
исключается подгибка труб - дополнительная трудоемкая операция, нередко сопряженная с тяжелым ручным трудом, которая позволяет довести пространственное положение концевых присоединительных участков трубы в пределах заданного допуска на их взаимное отклонение;
данное обстоятельство значительно облегчает условия сборки трубы с концевой арматурой (фланец, штуцер, ниппель), так как сборка выполняется перпендикулярно оси концевого участка и с помощью простейшей оснастки, на порядок снижая трудоемкость сборки;
создаются условия внедрения технологии изготовления труб с приварными до операции гибки фланцами, которая значительно облегчает и удешевляет создание средств механизации не только на основных, но и вспомогательных операциях (межоперационное транспортирование, установка и съем трубы со станка после обработки, межоперационное накопление);
создаются условия прокладки трасс трубопроводов в затесненных условиях;
устраняется необходимость создания дорогостоящих контрольно-измерительных стендов для измерения строительных размеров при изготовлении труб по эскизам, так как все параметры трубы определяются в процессе гибки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| СПОСОБ ГИБКИ ТРУБ МНОГОКОЛЕННОЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ НА ТРУБОГИБОЧНЫХ СТАНКАХ НАМОТОЧНОГО ТИПА | 1993 |
|
RU2076009C1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2270733C1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ГИБКИ ТРУБ | 2011 |
|
RU2481910C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| Способ изготовления судовой забойной трубы с фланцами и рабочая оснастка для его осуществления | 2024 |
|
RU2821673C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГИСТРАЛЬНОЙ ТРУБЫ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ | 1997 |
|
RU2126760C1 |
Использование: обработка металлов давлением, в частности контроль процесса гибки труб. Сущность изобретения: способ включает определение измерительной системой длин и пространственного положения в системе прямоугольных координат осей прямых участков колен трубы при ее гибке по шаблону и расчет параметров каждого из колен трубы. Расчет параметров гибки последующих колен трубы производят с учетом неточности гибки предыдущих. Параметры гибки определяют измерительной системой по двум излучателям сигналов, расположенным по прямой, совпадающей с осью начального прямого участка трубы или параллельной ей. Одну из осей координат совмещают с осью подачи трубы, другую направляют параллельно оси гибочного шаблона, а начало системы координат устанавливают в точке касания оси трубы и среднего радиуса гибочного шаблона. 1 з.п. ф-лы, 8 ил.
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 1994 |
|
RU2072145C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
