Изобретение относится к обработке давлением и может быть использовано для повышения точности учета пружинения трубы при изготовлении деталей наматыванием на шаблон трубогибочного станка с числовым программным управлением (ЧПУ).
Наиболее близким по достигаемому результату к изобретению является способ контроля параметров трубы при многоколенной гибке, заключающийся в том, что углы гибки последующих колен трубы определяют с учетом неточности гибки предыдущих колен, измеряемой между гибами (см. патент РФ №2025167, МПК B21D 7/12, опубл. 1994).
Недостатком определения параметров гибки трубы с учетом неточности предыдущих колен является возможность ошибки из-за нестабильности факторов, влияющих на пружинение трубы по всей длине трубы.
Задача изобретения - повышение точности гибки труб. Поставленная задача достигается тем, что в способе автоматического управления гибкой труб по схеме наматывания на круглый вращающийся шаблон на станках с системой ЧПУ открытой архитектуры, включающем задание угла гиба управляющей программой, предусматривающей команду его коррекции, компенсирующей величину пружинения трубы, в процессе гиба измеряют поступательное перемещение прямого не закрепленного участка трубы и вращательное перемещение шаблона, данные измерения используют в прикладной программе, взаимодействующей с управляющей программой системы ЧПУ, и рассчитывают относительное удлинение оси трубы и связанной с ним величины коррекции угла гиба, которую учитывают во время этого гиба.
Способ осуществляется следующим образом.
Предлагаемый способ учитывает изменение пружинения вследствие удлинения оси трубы, порождаемого силами трения, применяемыми наполнителями или дорнами. Поскольку количественные показатели сил трения и других факторов не стабильны, степень удлинения оси трубы определяется в реальном времени процесса по данным измерения поступательного перемещения прямого не закрепленного конца трубы и вращения шаблона. Способ применим не только к многоколенной гибке, но и к одноколенной, показанной на фиг.1.
При изгибе трубы 1 по шаблону 2 на радиус R0 и угол α прямой не закрепленный участок трубы перемещается вместе с лотком 3, передающим силу гибки Р. Величину l поступательного перемещения трубы регистрирует датчик с помощью связанного с ним ролика 4, который получает вращение через механический контакт с трубой.
Поворот шаблона, соответствующий одному гибу, программируют тремя кадрами, которые отрабатываются один за другим в непрерывном режиме. Суммарный угол поворота шаблона α1+α2+α3 в названных кадрах, заданный без учета пружинения, является заведомо недостаточным. При отработке второго кадра определяется величина коррекции Δα, компенсирующей пружинение, которая используется в заключительном кадре, содержащем команду ввода коррекции. Для определения величины Δα используются текущие значения l и α, по ним рассчитывается удлинение оси трубы R0α-l и его относительная величина ε. Чем больше ε, тем меньше изменение угла гибки Δα при разгрузке трубы. Соотношение величин Δα и ε зависит от угла и радиуса гибки, размеров сечения трубы и механических свойств ее материала. Учет последних факторов осуществляется по данным датчика силы гибки Р и толщиномера.
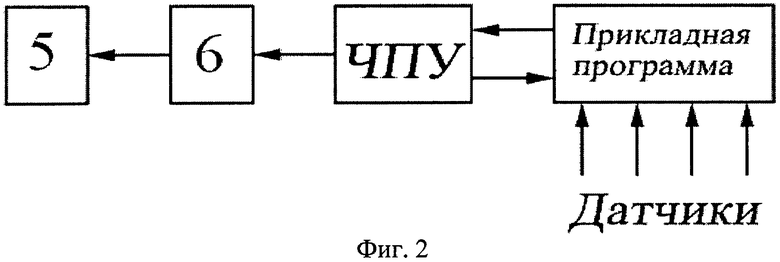
На фиг.2 приведена функциональная схема автоматического управления, реализующая предложенный способ.
Номера 5 и 6 на схеме соответствуют первому и второму кадрам из числа задающих угол гиба, первый кадр отрабатывается, второй находится в буферной памяти. Система ЧПУ открытой архитектуры с встроенным персональным компьютером начинает взаимодействовать с прикладной программой во время отработки второго кадра, когда процесс гибки находится в установившейся стадии. При этом зануляются, а затем фиксируются показания датчиков перемещений: поступательного - трубы и вращательного - шаблона. По этим показаниям прикладная программа рассчитывает относительное удлинение оси трубы и величину Δα коррекции угла поворота шаблона, компенсирующей пружинение. В расчете используются значения толщины стенки трубы и силы гибки Р, фиксируемые соответствующими датчиками. Значение Δα используется при отработке кадра, содержащего команду ввода коррекции. По окончании гиба проходит команда отмены коррекции согласно правилам программирования перемещений в ЧПУ.
Реализация предлагаемого способа автоматического управления процессом гибки труб позволит обеспечить следующие преимущества: уменьшить разброс геометрических параметров трубопроводов, соответственно уменьшить или исключить деформирующие воздействия при их установке на изделие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТРУБЫ ПРИ МНОГОКОЛЕННОЙ ГИБКЕ | 1991 |
|
RU2025167C1 |
| Устройство для коррекции угловпРужиНЕНия HA ТРубОгибОчНыХМАшиНАХ | 1979 |
|
SU804081A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2019 |
|
RU2708488C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Трубогибочная машина | 1990 |
|
SU1764738A1 |
| Устройство для измерения угла пружинения к трубогибочному станку | 1976 |
|
SU662197A1 |
| СПОСОБ ГИБКИ ТРУБ МНОГОКОЛЕННОЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ НА ТРУБОГИБОЧНЫХ СТАНКАХ НАМОТОЧНОГО ТИПА | 1993 |
|
RU2076009C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для гибки труб по схеме наматывания на шаблон. Угол гиба задают управляющей программой, предусматривающей команду его коррекции, компенсирующей величину пружинения трубы. При этом в процессе гиба измеряют поступательное перемещение прямого не закрепленного участка трубы и вращательное перемещение шаблона, данные измерения используют в прикладной программе, взаимодействующей с управляющей программой системы ЧПУ. Рассчитывают относительное удлинение оси трубы и связанной с ним величины коррекции угла гиба, которую учитывают во время этого гиба. Повышается точность гибки труб. 2 ил.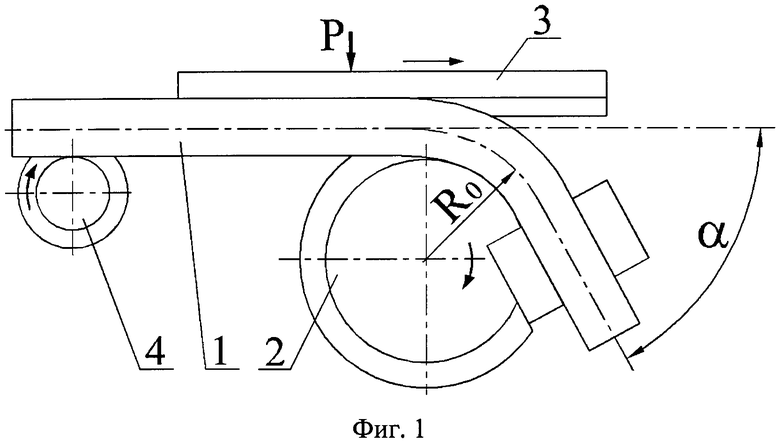
Способ автоматического управления гибкой труб по схеме наматывания на круглый вращающийся шаблон на станках с системой ЧПУ открытой архитектуры, включающий задание угла гиба управляющей программой, предусматривающей команду его коррекции, компенсирующей величину пружинения трубы, отличающийся тем, что в процессе гиба измеряют поступательное перемещение прямого, не закрепленного участка трубы, и вращательное перемещение шаблона, данные измерений используют для расчета с помощью прикладной программы, взаимодействующей с управляющей программой системы ЧПУ, относительного удлинения оси трубы и связанной с ним величины коррекции угла гиба, которую учитывают во время этого гиба.
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ГИБКИ ТРУБ НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 0 |
|
SU164775A1 |
| Устройство для контроля углов гибки и пружинения к трубогибочному станку | 1975 |
|
SU517356A1 |
| Способ гибки труб по эталону | 1983 |
|
SU1250350A1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТРУБЫ ПРИ МНОГОКОЛЕННОЙ ГИБКЕ | 1991 |
|
RU2025167C1 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 1994 |
|
RU2072145C1 |

