Изобретение относится к способам обработки металлов давлением, а именно к малоотходным способам получения штучных полых и цельных заготовок деталей вращения из групповых исходных заготовок - прутков или труб.
Известен способ безотходного разделения труб клиновыми дисковыми ножами - роликами при радиальной подаче этих роликов относительно трубы и взаимном перемещении трубы и роликов в тангенциальном направлении [1].
Недостатком известного способа является формирование уклонов на торцовых поверхностях получаемых заготовок и конусных выступов на их наружных поверхностях (торцов), что увеличивает расход металла, стоимость и трудоемкость последующей обработки.
Известен также способ прошивки полых заготовок из прутков при взаимном перемещении исходной заготовки и двух роликов в тангенциальном направлении и осевой подаче торцового ролика и постоянном радиальном расположении бокового ролика относительно исходной заготовки и последующего отделения при радиальной подаче клинового дискового ролика [1].
Недостатком этого известного способа является ухудшение качества торцовой поверхности получаемой полой заготовки у ее нижнего торца, который обращен к остальной части исходной групповой заготовки, особенно при горячей деформации и толщине стенки более 8 мм, а также искривление (тарельчатость) получаемых штучных заготовок при их небольшой длине (до 15 мм).
Целью предлагаемого изобретения является расширение технологических возможностей способа, а именно, производительности, толщины стенки сечения и точности получаемой штучной заготовки, а также повышение качества поверхности и уменьшение уклонов на ее торце, обращенном к остальной части исходной групповой заготовки.
Это достигается тем, что после начала взаимного перемещения роликов и заготовки в тангенциальном направлении осуществляют осевую подачу торцового ролика и одновременно с этим радиальную подачу бокового ролика, который при этом своей ребордой формирует канавку на наружной поверхности исходной групповой заготовки на расстоянии от ее торца, соответствующем длине получаемой штучной заготовки, после чего в эту канавку подается также в радиальном направлении разделительный ролик, осуществляя тем самым отделение полой штучной или целевой заготовки от исходной групповой (трубы или прутка).
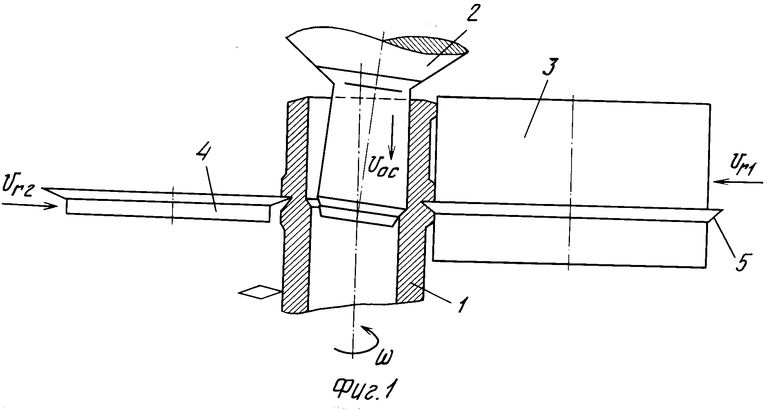
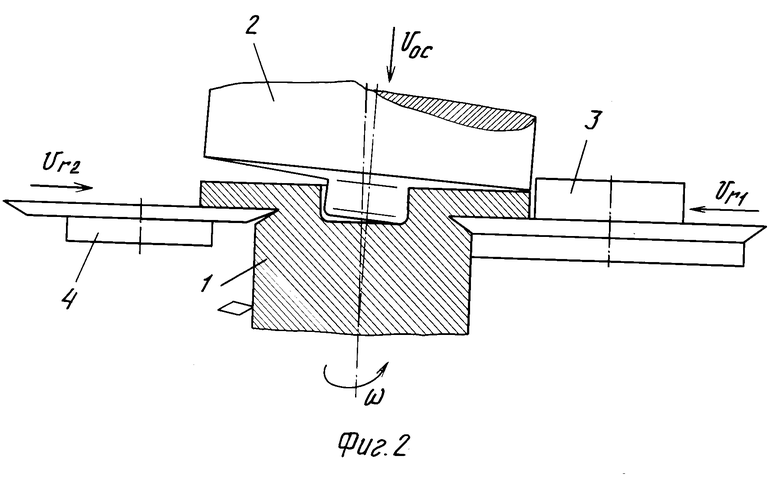
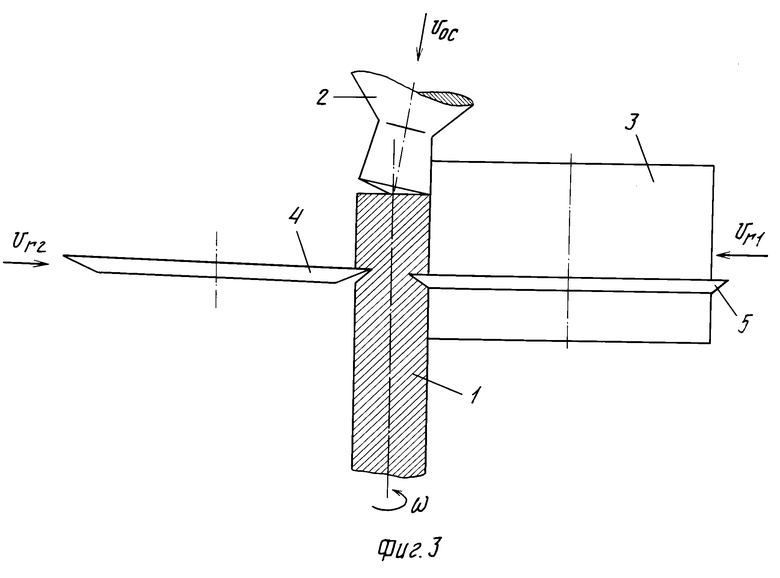
На фиг. 1 показана реализация предлагаемого способа при получении втулок из труб путем калибровки и разделении; на фиг. 2 - схема реализации предлагаемого способа при получении фланцев из прутков, на фиг. 3 - схема реализации предлагаемого способа при получении сплошных заготовок (без полости) из прутков.
Групповая заготовка 1 (труба) вращается с угловой скоростью ω , торцовый валок 2 подается вдоль оси от трубы со скоростью Vос, боковой ролик 3 - в радиальном направлении со скоростью Vr1, одновременно с торцовым валком разделительный ролик 4 подается в радиальном направлении со скоростью Vr2 после окончания подачи бокового ролика 3 с ребордой 5; 6 - передний торец получаемой штучной заготовки.
Этот способ может быть также применен и для получения сплошных заготовок (без полости) из прутков.
С целью повышения точности получаемых штучных заготовок, а именно, уменьшения тарельчатости и соответствующих уклонов обеих торцов в процессе отделения, особенно полых заготовок небольшой длины (до 15 мм) в процессе осевой подачи торцового ролика одновременно с прошивкой прутков или калибровкой отверстия в трубах, осуществляют формовку, например высадку деформируемого участка исходной групповой заготовки, в процессе которой одновременно с осевой подачей торцового ролика осуществляют радиальную подачу бокового ролика с ребордой, в результате чего на наружной поверхности исходной групповой заготовки на расстоянии от ее торца, соответствующем длине получаемой заготовки, формируется канавка, после чего в эту канавку, также радиально, подается разделительный ролик, который отделяет полученную штучную заготовку от исходной групповой.
Предлагаемый способ был испытан при изготовлении фланцев диаметром 130 мм, толщиной 15 мм из прутков диаметром 90 мм стали Ст 3.
Технический эффект от использования данного способа состоит в повышении точности диаметральных размеров (до 14 квалитета) и точности взаимного расположения внутренней и наружной поверхности на получаемых штучных заготовках, благодаря этому уменьшается расход металла при получении штучных заготовок вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Инструмент для резки цилиндрических заготовок | 1989 |
|
SU1741985A1 |
| Способ получения цилиндрических заготовок и устройство для его осуществления | 1984 |
|
SU1256839A1 |
| Валковое устройство для отделения цилиндрической заготовки от прутка | 1990 |
|
SU1738454A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Способ изготовления деталей типа втулок | 1982 |
|
SU1052306A2 |
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Способ изготовления тел вращения, преимущественно шаров | 1990 |
|
SU1754300A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
Использование: изобретение относится к обработке металлов давлением, в частности к способам обработки прутков и труб. Сущность изобретения: в процессе прошивки прутков и калибровки труб формируют канавки на наружной поверхности исходной заготовки. Затем в эту канавку подают в радиальном направлении разделительный ролик, осуществляя отделение штучной заготовки от исходной. 2 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Валок для торцовой раскатки | 1985 |
|
SU1276406A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
