Изобретение относится к обработке металлов давлением.
По основному авт.св. № 732064 известен способ изготовления деталей типа втулок, заключающийся в том, что в матрицу порледователь. но помещают три заготовки и прошивают переднюю насквозь коническим пуансоном, причем в процессе проШИВ.КИ одной из заготовок две последующие плоские заготовки деформируют материалом, вытесняемым из-под ггуансона, в кольцевой зазор между матрицей и рабочим пояском пуаноона 1 .
Однако такое деформирование воз. можно лишь при вьщавливании относительно низких заготовок, которые способны в на чальный момент дефорМиррвания претерпевать пространственный изгиб, облегая тррец выталкивателя-противопуансона. При этом наблюдается искажение формы предварительно откалиброванной промежуточной заготовки. Ввиду указанного утяжина на прошитой втулке не устраняется. Таким образом, недостатком известного способа является низкое качество изделий.
Цель изобретения - повышение качества изготавливаемых деталей.
Поставленная цель достигается тем, что согласно способу и зготовления деталей типа втулок в процессе прошивки боковую поверхность прошиваемой заготовки обжимают, и одновременно к боковым поверхностям все .заготовок прикладывают усилия реактивного трения путем перемещения матрицы в направлении движения пуансона.
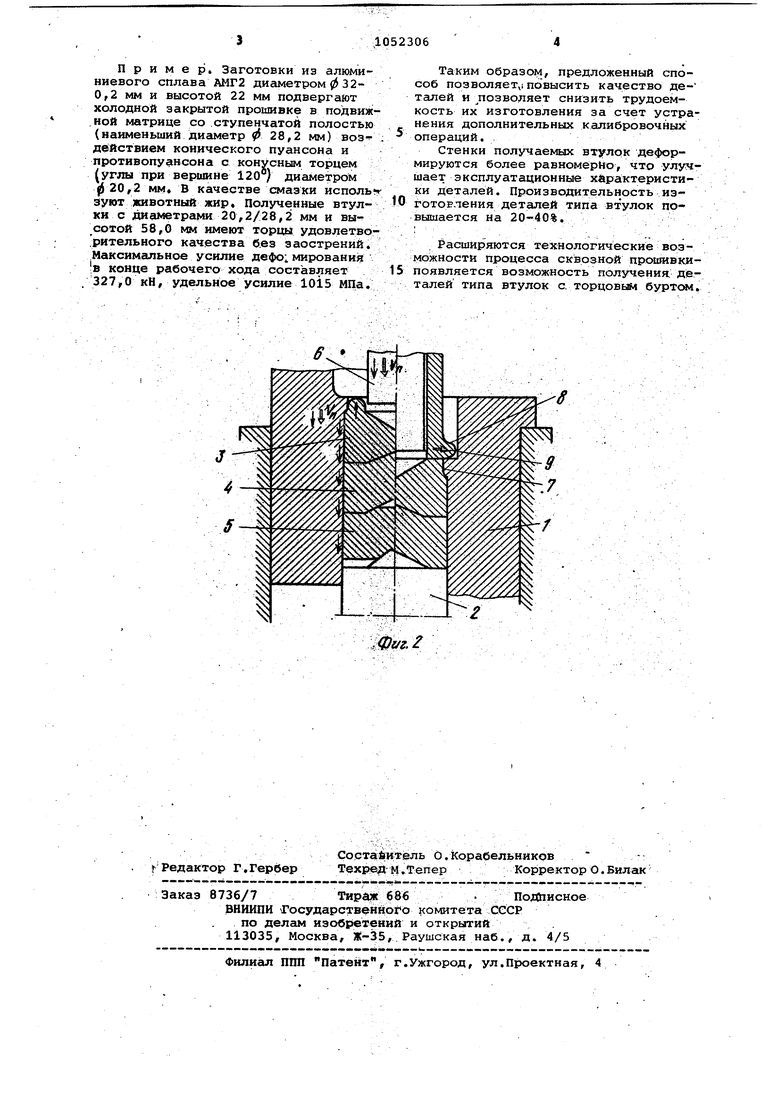
На фиг. 1 последовательность изготозэления по предлагаелюму способу деталей типа втулок; на фиг. 2 - последовательность получения деталей типа втулок с буртом.
Способ осуществляется слёду1щим образом.
В матрицу 1, способную к охватыванию, до начала процесса неподвижного противрпуансона 2, укладвлвают несколько (например, три) заготов-.; ки 3, 4 и 5, имеющих преимущественно плоские торцы. Воздействием под|вижного (со скоростью VB ) пуансона 6 с коническим рабочим торцом переднкж) (верхнизю) заготовку 3 про-/ шивают насквозь. При этом под действием определенного усилия в направлении движения пуансона 6 перемещают со скоростью V/H матрицу 1,
Тем самым и благодаря нгшичшо ступеньки 7 в полости матрицы 1 одновременно с прошивкой выполняет обжатие верхней прошиваемой заготовки 3, а на боковую поверхность остальных ваготовок и выдавливаемой
детали воздействуют силами реактиь ного трения f, совпадающими по направлению с направлением воздействия пуансона на заготовку и движения матрицы.
Скорости движения матрицы 1 и пуансона 6, преимущественно равны, т.е. Уд, УП.
В результате такого деформирования происходит выравнивание скорости истечения во внутренних и наружных слоях стенки выдавливаемой втулки, что препятствует возникновению утяжины на торцах
При необходимости предварительной 5 калибровки заготовок с целью придания им с помощью противопуансона благоприятной формы, перемещение матрицы с воздействием силами трения на боковую поверхность заготовок об0 легчает такое деформирование независимо от их исходной толщины.
Удаление отштампованной втулки из полости матрицы 1 производится с помощью пуансона 6. После загруже5 ния в матрицу 1 под заготовки 4 и 5 очередной исходной заготовки технический процесс повторяют вновь.
Скорость движения матрицы Уд может быть регулируемой и превышать ско0 пуансона Vf, , Разновидностью предлагаемого способа является процесс получения втулок с буртом (фиг. 2).
В этом случае движение матрицы 1 - осуществляют с переменной скоростью с нарастанием скорости в промежуточной стадии и остановкой матрицы в заключительной стадии процесса, с тем чтобы на заключительной стадии (завершения) прошивки переход от 9 участка 7 к расширенному уча.ст куб.полости матрицы соответствовал по уровню границе между передней 3 и промежуточной 4 заготовками.
Таким образом, на уровне калибрукадего пояска пуансона 2 располагается расширенный верхний участок 8 полости матрицы 1, и на заключительной стадии процесса вместо закрытой прошивки выполняют открытую, со свободным течением металла в радиальном .направлении и образованием на втулке кругового бурта(фланца) 9. .
Выполнение в заключительной стадии открытой прсшшвки с обеспечением радиального течения металла в вурт значительно расширяет технологические возможности процесса. Кроме того, такой характер деформирования в конце прошивки облегчает отделение готовой втулки от промежуточной заготовки что является затруднительным, особенно при деформировании стальных заготовок с большими степенями деформации).
Пример. Заготовки из алюминиевого сплава АМГ2 диаметром 0320,2 мм и высотой 22 мм подвергают холодной закрытой прошивке в подвижной матрице со ступенчатой полостью (наименьший дигилетр ф 28,2 мм) воз действием конического пуансона и противопуансона с конусным торцем (углы при вершине 120 ) диаметром fi 20,2 мм В качестве смазки исполь зуют животный жир« Полученные втулки с диаметрами 20,2/28,2 мм и вы сотой 58,6 мм имеют торцы удовлетво рительного качества б.ез з аострений. Максимальное усилие дефо: мирования
IB конце рабочего хода составляет 327,0 кН, удельное усилие lois МЦа.
Таким образом, предложенный способ позволяет, повысить качество деталей и позволяет снизить трудоемкость их изготовления за счет устранения дополнительных калибровочных операций.
Стенки получаемых втулок деформируются более равноме рНо, что улучшает эксплуатационные хйра:ктеристики деталей. Производительность изготовления деталей типа втулок повышается на 20-40%,
Расширяются технологические возможности процесса сквозной прошивки15 появляется возможность получения Д эталей типа втулок с. торцовь буртсж.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа втулок | 1977 |
|
SU732064A1 |
| Штамп-автомат для выдавливания полых деталей | 1985 |
|
SU1268274A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
| Способ формообразования цилиндрических изделий с фланцами | 1988 |
|
SU1562055A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОСТАВНОЙ ДЕТАЛИ ТИПА ПОКОВКИ ТАРЕЛЬЧАТОГО КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2589963C2 |
| Способ изготовления кольцевых изделий | 1990 |
|
SU1738466A1 |
| Устройство для объемного деформирования | 1984 |
|
SU1196093A1 |
| Способ горячей изотермической штамповки в закрытых штампах | 1990 |
|
SU1794577A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ .ТИПА ВТУЛОК по авт.св. 732064, отличающийся тем, что, с целью повышения качества изготавливаемых деталей, в процессе прошивки боковую поверхность прошиваемой заготовки обжимают и одновременно к боковым поверхностям всех загото вок приклада|вают усилия реактивного трения путем перемей(ения матри1;ы в направлении движения пуансона.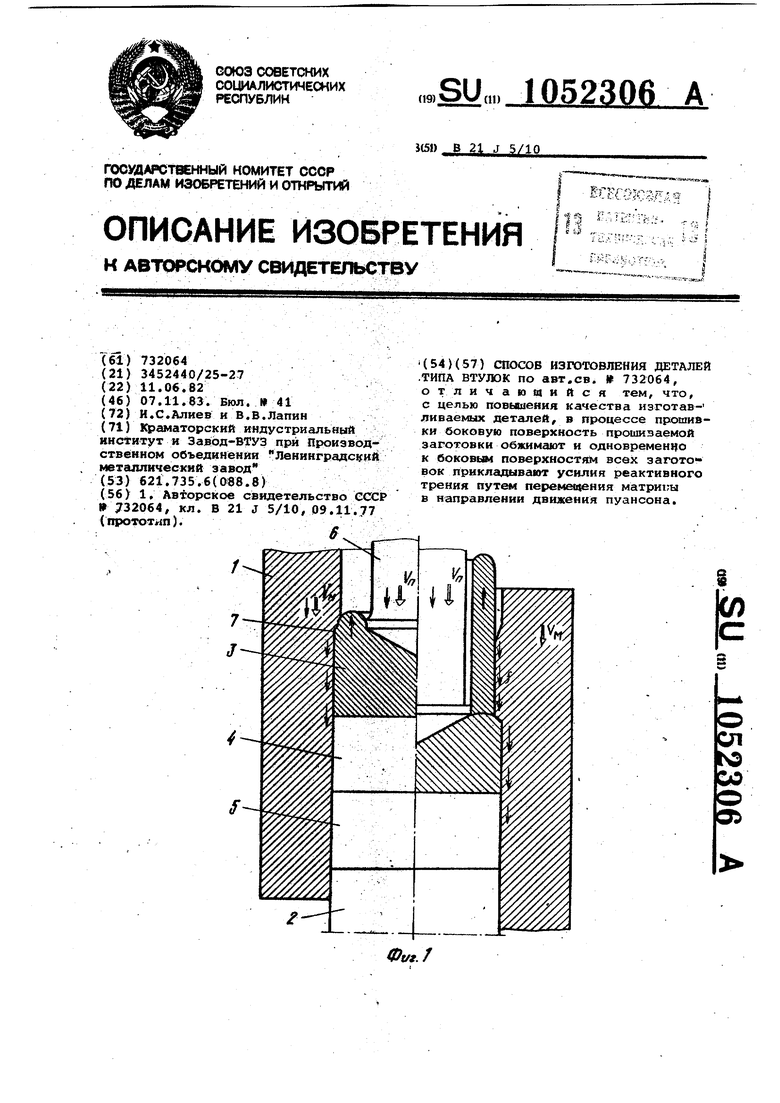
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для остановки поезда с пути | 1927 |
|
SU7320A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Фиг./ | |||
