Изобретение относится к химико-термической обработке стали и может быть использовано для упрочнения поверхностей стальных изделий.
Известны способы упрочнения поверхностей стальных изделий, включающие пошаговый нагрев поверхности изделий до плавления, насыщение ее углеродом и закалку путем резкого охлаждения в среде хладагента.
Недостатком известных аналогов является невозможность получения высокой твердости на деталях малой массы из-за их перегрева и по этой причине недостаточной интенсивности закалочных процессов.
Прототипом изобретения является способ упрочнения поверхности стальных изделий, включающий нагрев поверхности изделий до плавления дугой обратной полярности дисковым электродом с последующим охлаждением до температуры фазовых превращений и давления пластической деформации с резким охлаждением инструментом, который охлаждают хладагентом.
Недостатком прототипа является также невозможность обработки деталей малой массы из-за повышения их средней температуры и недостаточной по этой причине интенсивности закалочных процессов.
Цель изобретения - интенсификация закалочных процессов при обработке поверхностей деталей малой массы путем снижения ее нагрева.
Цель достигается тем, что упрочнение поверхности ведут последовательно с промежуточным шагом без его нагрева, который дополнительно охлаждают, а затем упрочняют промежуточный шаг с охлаждением между ними по крайней мере не менее одного.
Это позволяет интенсифицировать закалочные процессы при обработке детали малой массы путем уменьшения ее нагрева и повысить твердость упрочненной поверхности.
Нагрев поверхности до плавления, насыщение ее углеродом и резкое охлаждение в массу детали позволяют получить высокую твердость.
Однако интенсивность закалочных процессов зависит от скорости охлаждения в массу детали, которая зависит от размеров детали и соответственно от ее средней температуры, получаемой при обработке поверхности.
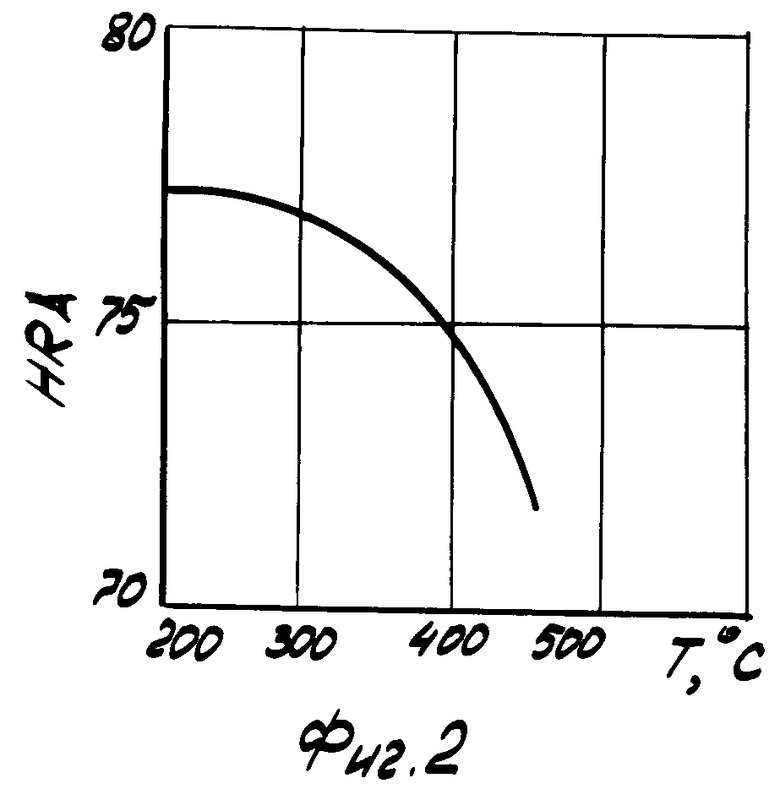
На стали 45 экспериментально получена зависимость твердости упрочненной поверхности от средней температуры детали (фиг.2). На графике видно, что с повышением средней температуры детали более 300оС твердость поверхности резко падает.
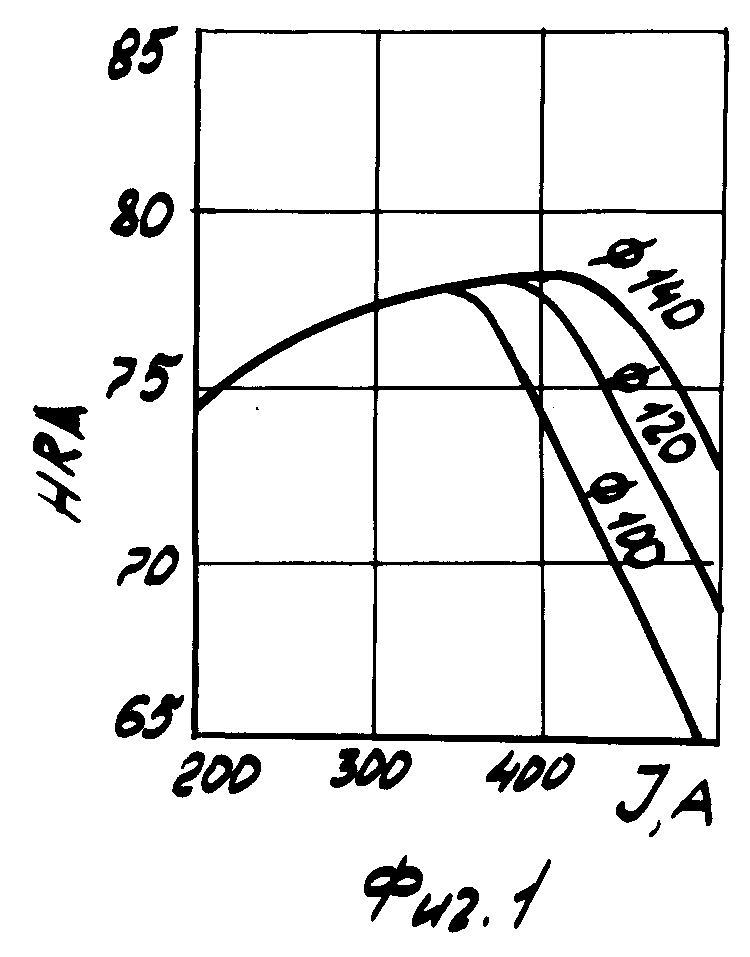
На фиг. 1 показана зависимость твердости поверхности от интенсивности нагрева и диаметра (массы) детали. Видно, что с уменьшением диаметра обрабатываемой детали (ее массы) происходит также резкое снижение твердости.
Приведенные результаты показывают, что с увеличением средней температуры детали (как по причине интенсификации режимов, так и по причине недостаточной массы) происходит резкое снижение твердости упрочненной поверхности. Причинами являются снижение скорости закалки, интенсификация отпуска, обезуглероживание и распад остаточного аустенита и мартенсита.
В этой связи целесообразной становится обработка по предложенному способу.
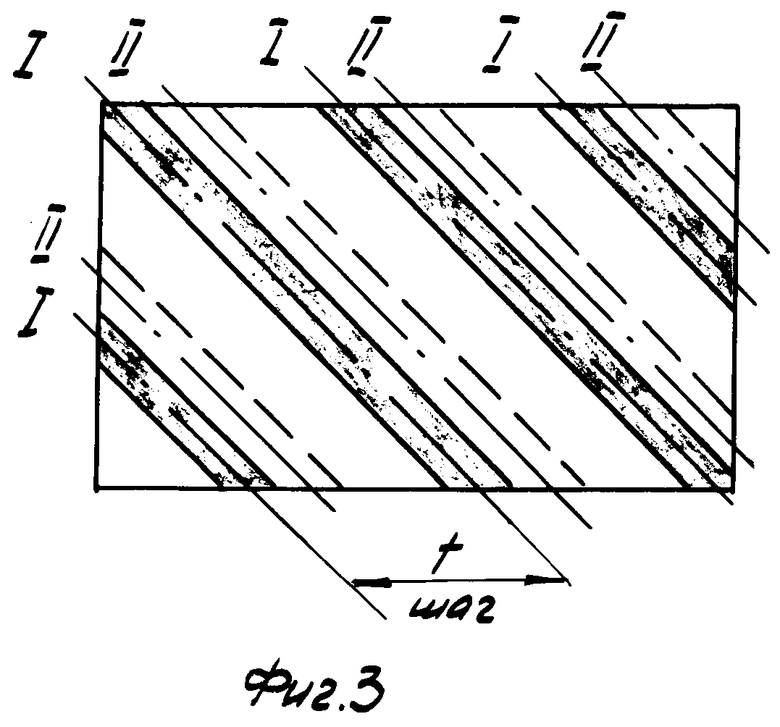
Детали малой массы обрабатываются последовательно с промежуточными шагами (фиг.3). На фиг.3 показан один шаг I обработки, между которым после охлаждения обрабатывается второй II (показано пунктиром), третий и т.д. (не показаны). Количество заходов и величина шага определяются массой детали. Чем меньше масса (диаметр), тем больше шаг обработки и количество заходов.
Охлаждение может осуществляться как за счет выдержки во времени после обработки каждого шага, так и за счет подвода хладагента непосредственно на обрабатываемую поверхность. Возможно дополнительное охлаждение за счет сглаживающего охлаждаемого инструмента и т.д.
Применение предлагаемого способа позволяет расширить возможности способа при обработке деталей небольших размеров (малой массы).
Пример осуществления способа.
Обрабатываемую заготовку изделия из стали 45 диаметром 60 мм закрепляют в патроне токарного станка. Дисковый угольный электрод диаметром 150 мм и толщиной 5 мм, сглаживающий охлаждаемый хладагентом инструмент, устанавливают на суппорте станка. Устанавливают линейную скорость движения поверхности заготовки v = 2 м/мин и обрабатывают до температуры плавления с шагом обработки t = 0,5 мм. Ток дуги 300 А, напряжение 22 V. После обработки первого захода деталь охлаждают эмульсией. Электрод в осевом направлении смещают на величину шага между витками С = 3,5 мм.
Осуществляют таким образом и третий заход.
Твердость детали, обработанной для сравнения за один проход с шагом обработки 3,5 мм на указанных в примере режимах, составила HRA = 74 единицы.
Твердость детали, обработанной по примеру способа тремя заходами с шагом обработки t = 10,5 мм и шагом между витками С = 3,5 мм, составила HRA = 80 единиц.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2025537C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2025509C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2069233C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
SU1835127A3 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2053105C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2416674C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1804149A1 |
| УСТРОЙСТВО УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2068027C1 |
| Способ закалки стальных изделий | 1990 |
|
SU1772175A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОГО УПРОЧНЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2095430C1 |
Использование: химико-термическая обработка поверхности стальных изделий малой массы. Сущность изобретения: поверхность изделия непрерывно-последовательно нагревают до плавления электрической короткой дугой обратной полярности угольным электродом, охлаждают до температур фазовых превращений и осуществляют пластическую деформацию зоны нагрева охлаждаемым инструментом. Упрочняют поверхность за несколько заходов. Шаг между заходами устанавливают кратным ширине зоны упрочнения. После каждого захода изделие дополнительно охлаждают. 3 ил.
СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ МАЛОЙ МАССЫ, включающий непрерывно-последовательный нагрев поверхности изделий до плавления электрической короткой дугой обратной полярности угольным электродом и охлаждение, отличающийся тем, что охлаждение ведут до температур фазовых превращений и осуществляют пластическую деформацию зоны нагрева охлаждаемым инструментом, при этом упрочнение проводят за несколько заходов, шаг между заходами устанавливают кратным ширине зоны упрочнения, а после каждого захода осуществляют дополнительное охлаждение.
| Способ обработки стальных деталей | 1986 |
|
SU1435655A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
