Изобретение относится к механической обработке поверхностей щетками с металлическим ворсом и, в частности, может быть использовано для обработки поверхности круглого проката и труб под различные виды покрытий.
Известен способ зачистки цилиндрических изделий, заключающийся в том, что в контакт с изделием приводят щетку с металлическим ворсом, при этом изделие вращают с большей скоростью, чем щетку.
Недостаток известного способа в том, что на режимах, когда изделие вращают со скоростью резания, а щетку со скоростью круговой подачи изделия, щетка имеет не высокую стойкость. Причиной является снижение режущей способности металлического ворса. Поэтому щетку периодически необходимо снимать со станка и подшлифовывать ее рабочую поверхность для восстановления ее работоспособности.
Цель изобретения - повышение стойкости щетки и производительности обработки.
Поставленная цель достигается тем, что очищаемое изделие вращают со скоростью, большей скорости резания инструмента в 1,05-1,5 раза.
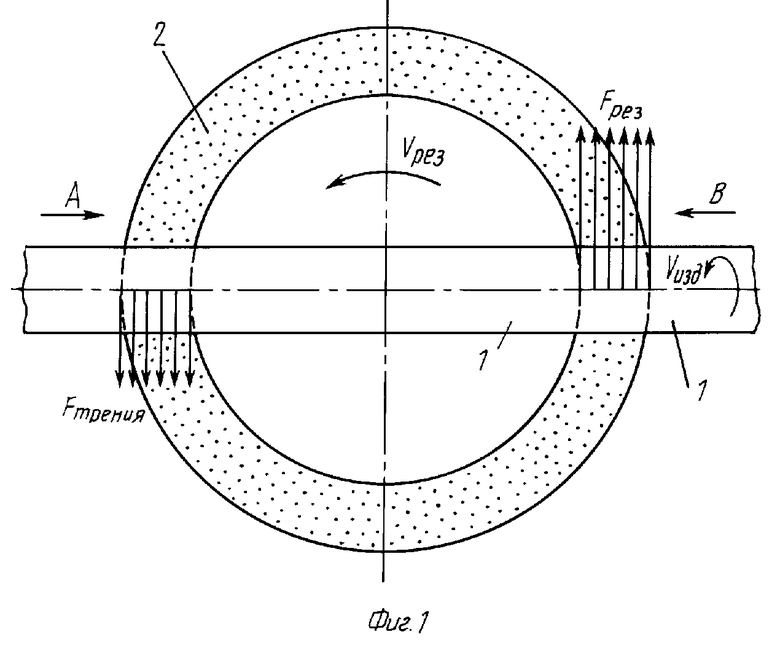
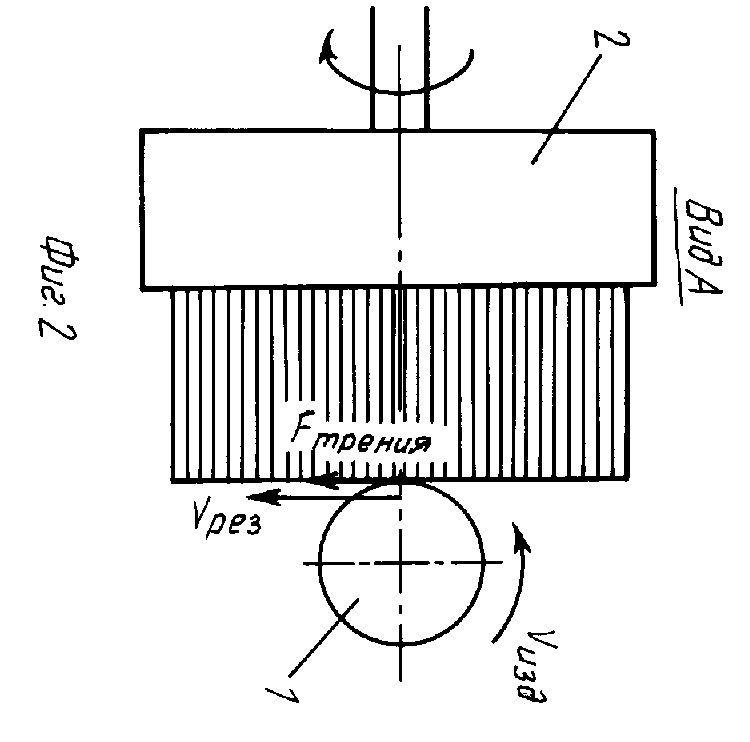
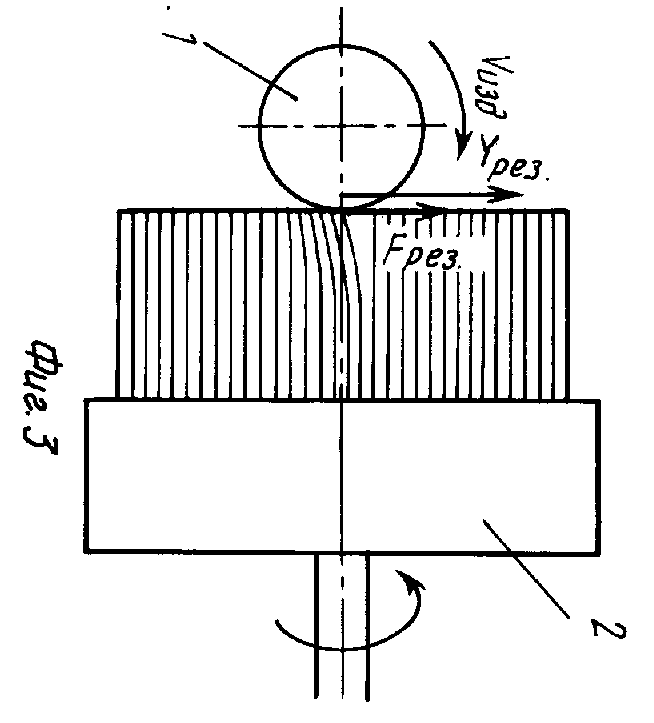
На фиг.1 изображена схема осуществления способа обработки торцовой щетки цилиндрической поверхности (вид сбоку); на фиг.2 - то же (вид по стрелке А); на фиг.3 - то же (вид по стрелке В);
Способ осуществляется следующим образом.
Цилиндрическому изделию 1 (труба, круг) сообщают вращение со скоростью Vизд, а торцовой щетке 2, ось вращения которой установлена перпендикулярно оси очищаемого изделия 1 - вращение со скоростью Vрез в пределах 0,6-3,0 м/с, в зависимости от требований к обработке. Причем скорость вращения изделия Vизд больше скорости резания торцовой щетки Vрез. Экспериментально определено, что Vизд>Vрез в 1,05-1,5 раза.
Контакт металлического ворса торцовой щетки 2 с очищаемой поверхностью цилиндрического изделия 1 осуществляется по площадке с двух сторон. При этом с одной стороны, где направление вращения щетки противоположно направлению вращения очищаемого изделия, проволочный ворс производит снятие микростружки с очищаемой поверхности, имеет место встречное микрорезание.
Металлический ворс на другой стороне торцовой щетки, контактирующий с очищаемым изделием, обработку поверхности не производит, так как скорость резания Vрез щетки меньше скорости вращения изделия Vизд, происходит трение поверхности изделия о торцы металлического ворса и происходит самозатачивание режущих кромок ворса.
Таким образом, совмещение в предлагаемом способе обработки процесса резания и самозаточки кромок ворса позволяет повысить производительность путем исключения простоев, связанных со снятием инструмента со станка на шлифовку рабочей поверхности торцовой щетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Щетка | 1983 |
|
SU1134172A1 |
| Устройство для очистки наружной поверхности труб | 1986 |
|
SU1344434A1 |
| Щетка для очистки поверхностей | 1977 |
|
SU719603A1 |
| Торцовая щетка | 1989 |
|
SU1680047A1 |
| Устройство для очистки наружной поверхности цилиндрических изделий | 1990 |
|
SU1726066A1 |
| Устройство для очистки наружной поверхности цилиндрических изделий | 1985 |
|
SU1329844A1 |
| Торцовая щетка | 1978 |
|
SU763008A1 |
| Устройство для очистки наружной поверхности труб | 1979 |
|
SU931238A1 |
| Способ зачистки изделия | 1981 |
|
SU1172613A1 |
| Устройство для очистки поверхности длинномерного изделия | 1988 |
|
SU1540874A1 |
Использование: для очистки поверхности круглого проката и труб под различные виды покрытий. Сущность: в контакт с изделием приводят щетку с металлическим ворсом, при этом изделие вращают со скоростью, большей скорости резания инструмента в 1,05-1,5 раза. 3 ил.
СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, заключающийся в том, что в контакт с изделием приводят щетку с металлическим ворсом, при этом изделие вращают с большей скоростью, чем щетку, отличающийся тем, что изделие вращают со скоростью, большей скорости вращения щетки в 1,05 - 1,5 раза.
| Способ зачистки изделия | 1981 |
|
SU1172613A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
