1 Изобретение относится к механиче ской обработке изделий вращающимися щетками с металлическим ворсом и мо жет быть использовано в литейно-механическом и заготовительном производстве для зачистки грубых поверхностей, а также на окончательных оп рациях для декоративной отделки. Цель изобретения - повышение про изводительности и качества очистки изделий. На фиг.1 изображена схема осуществления способа при обработке цилиндрической поверхности; на фиг.2 - торцовая поверхность; на фиг.З - то же, вид сбоку. Способ осуществляется сшедую1цим образом. Цилиндрическому изделию 1 сообщают вращение с частотой, определяющей скорость резания, а щетке 2 медленное вращение со скоростью круговой подачи. Инструмент 2 в ви де цилиндрической щетки 3 с металлическим ворсом 4 имеет уменьшающееся сечение ворса .и возрастающую плотность его набивки: обдирочный ворс 5 наибольшего сечения, ворс для грубой 6, чистовой 7 и тонкой зачистки наименьшего сечения и наи большей плотности набивки. При вращении инструмента металлический ворс последовательно срез ет черновой, получистовой и чистовой припуск с поверхности изделия, 2 беспечивая постепенное повьшгение ее качества к концу обработки. Чередование размеров режущей части ворса обеспечивает высокую интенсивность съема материала при грубой обработке с постепенным понижением интенсивности съема по мере уменьшения сечения ворса и возрастания плотности его набивки до минимального съема при финишной зачистке поверхности изделия ворсом наименьшего сечения и наибольшей плотности набивки. . Свободная от ворса зона 9 инструмента обеспечивает съем и загрузку изделий при нахождении этой зоны в позиции изделия. Для обработки плоских поверхностей изделий 10 ось вращения инструмента изготавливают перпендикулярно к оси вращения изделия так, что периферия цилиндрической щетки касается плоской поверхности изделия. Применительно к цилиндрическим поверхностям изделий способ реализуется на токарных станках, а применительно к плоским поверхностям-на карусельных станках при оснащении суппортов инструментальными бабками с приводом медленного вращения щетки. Использование изобретения позволяет с высокой производительностью и высоким качеством защищать как круглые, так и плоские детали.
нр
хр
10
pas.2
т
п
Фиг.Э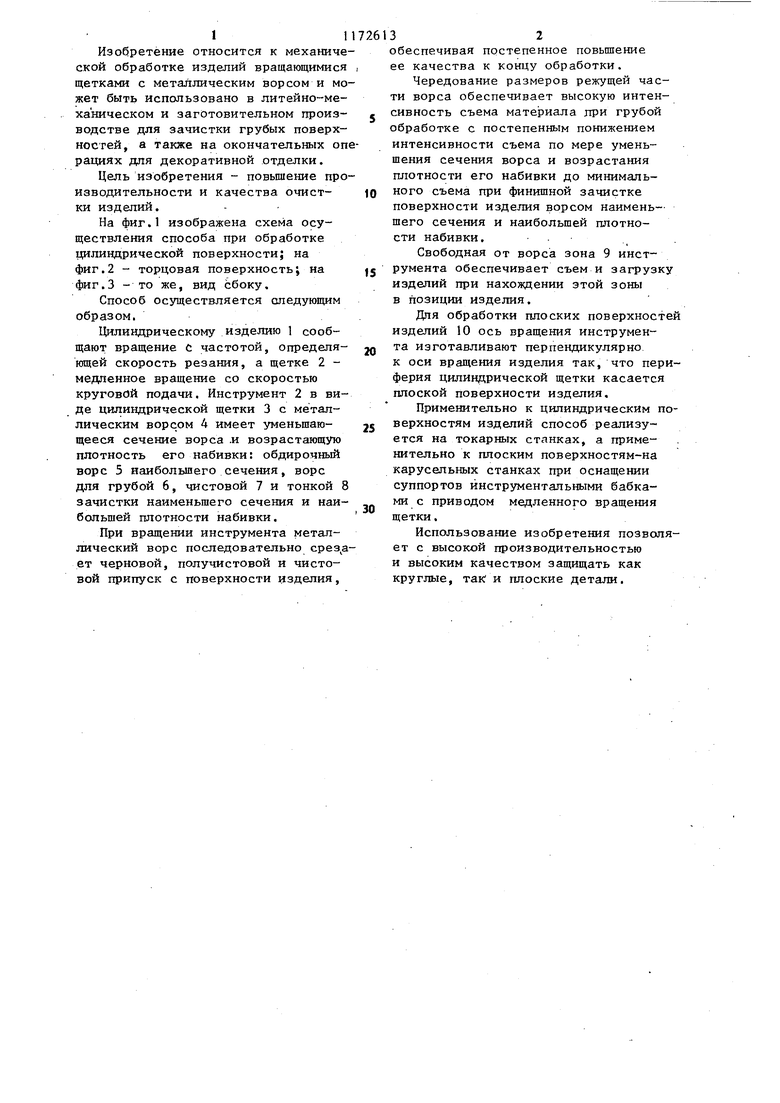
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛОФРЕЗА С АВТОМАТИЧЕСКИМ ИЗМЕНЕНИЕМ ЖЕСТКОСТИ | 2003 |
|
RU2234229C1 |
| УСТРОЙСТВО ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ С ПЕРЕМЕННОЙ ЖЕСТКОСТЬЮ | 2003 |
|
RU2234227C1 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2234228C1 |
| Способ получистового иглофрезерования | 1990 |
|
SU1755958A1 |
| ИНСТРУМЕНТ ДЛЯ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306204C1 |
| СПОСОБ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306203C1 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367559C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
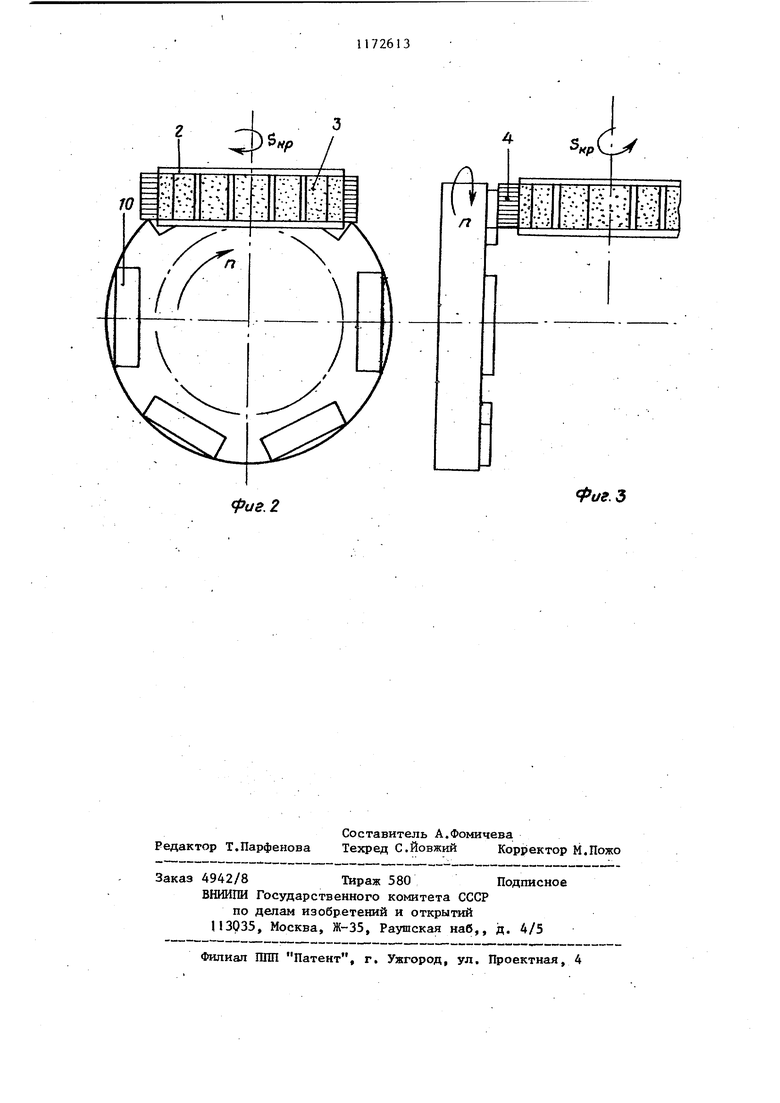
СПОСОБ ЗАЧИСТИ ИЗДЕЛИЯ, заключаняцийся в том, что в контакт с изделием приводят цилиндрическую щетку с металлическим ворсом, при этом изделию и щетке сообщают вращение, отличающийся тем, что, с целью повьппения производительности и качества очистки, изделие вращают со скоростью резания , а щетку - со скоростью подачи,, при этом используют щетку с уменьшающимся сечением ворса и с возрастающей плотностью набивки по ее периферии. S tsd ба Од
| Устройство для очистки поверхностей деталей | 1979 |
|
SU925428A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
