Изобретение относится к способам обработки зубьев дереворежущего многорезцового инструмента толщиной до 2,2 мм и может быть использовано в деревообрабатывающей промышленности.
Известен способ восстановления изношенных стальных деталей, заключающийся в наплавке металла и последующей обработке трением при помощи вращающегося стального диска [1].
Недостатками данного способа являются невысокая износостойкость и небольшая толщина упрочненного слоя деталей.
Известен способ закалки ленточных пил, заключающийся в предварительном закаливании всего полотна пилы до 52 единиц НRCэ и последующем дополнительном закаливании зубьев пилы до 65 единиц НRCэ при помощи абразивного круга [2].
Недостатками данного способа являются невысокая износостойкость и небольшая толщина упрочненного слоя. Это объясняется небольшой скоростью вращения абразивного круга, малой величиной врезания и небольшой скоростью охлаждения.
Цель изобретения - повышение стойкости стальных дереворежущих пил.
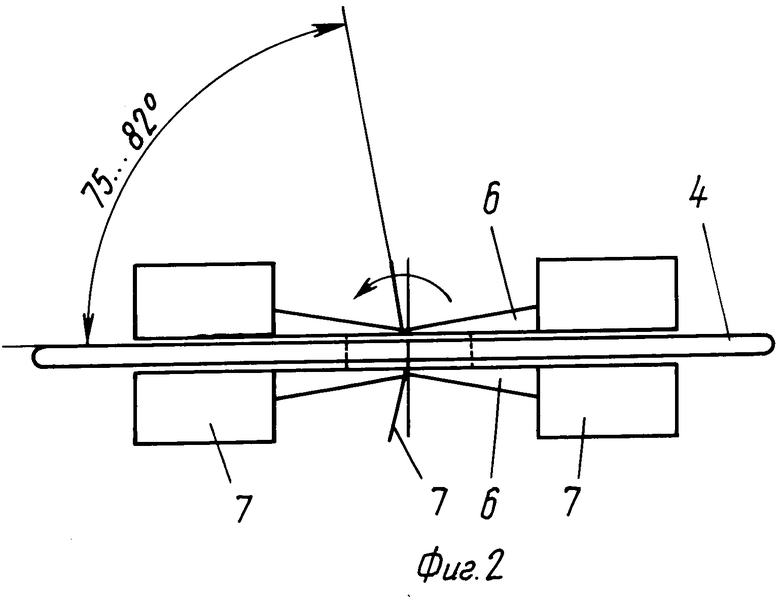
На фиг. 1 и 2 показаны соответственно схема осуществления способа обработки зубьев дереворежущих пил толщиной до 2,2 мм и применяемый стальной диск с крыльчатками.
Способ заключается в том, что пластическую деформацию поверхностного слоя задней грани 1 зубьев 2 дереворежущей пилы 3 толщиной до 2,2 мм проводят высокоскоростным трением вращающимся стальным диском 4 (в данном случае диск изготовлен из быстрорежущей стали Р6М5). Обрабатывается четверть или половина длины задней грани 1 от вершины каждого зуба 2. Обработка производится на серийно выпускаемом заточном станке с заменой абразивного круга стальным. Операцию пластической деформации высокоскоростным трением выполняют при попутно поступательном перемещении дереворежущей пилы и подачи стального диска 4 на врезание. Одновременно с этим осуществляется отвод тепла от упрочняемой поверхности 5 с помощью воздушной струи от двух крыльчаток 6, соосно закрепленных по обе стороны диска 4, причем их лопасти 7 с целью направления воздушной струи в зону обработки наклонены к плоскости диска 4 по ходу его вращения под углом 75...82о.
Высокоскоростное трение приводит к нагреву металла задней грани зубьев дереворежущих пил до температур выше критической точки A . Одновременное деформирование уплотняет сталь в аустенитном состоянии. Применение в процессе высокоскоростного трения для ускоренного охлаждения поверхностного слоя воздушной струи от вращающихся крыльчаток дает в конечном итоге мелкоигольчатую мартенситную структуру стали с содержанием остаточного деформирующего аустенита в ней до 35%.
. Одновременное деформирование уплотняет сталь в аустенитном состоянии. Применение в процессе высокоскоростного трения для ускоренного охлаждения поверхностного слоя воздушной струи от вращающихся крыльчаток дает в конечном итоге мелкоигольчатую мартенситную структуру стали с содержанием остаточного деформирующего аустенита в ней до 35%.
Выполнение пластической деформации задней грани зубьев дереворежущей пилы высокоскоростным трением вращающимся стальным диском со скоростью менее 60 м/с не позволяет произвести нагрев металла на требуемую глубину выше точки A .
.
Скорость вращения стального диска выше 65 м/с вызывает перегрев обрабатываемой поверхности и снижает микротвердость.
Попутное поступательное перемещение со скоростью ниже 1,25 м/мин вызывает снижение износостойкости поверхности за счет более длительного воздействия на нее тепла, выделяющегося в процессе высокоскоростного трения.
Перемещение со скоростью выше 1,25 м/мин недостаточно для нагрева поверхности выше точки A .
.
При одноразовом врезании диском менее 0,3 мм образуется упрочненный слой толщиной менее требуемой.
При одноразовом врезании диском более 0,3 мм может произойти отгибание зубьев дереворежущей пилы в сторону вращения диска, что неблагоприятно сказывается на стойкости пил при распиловке древесины и древесных материалов.
Ускоренное охлаждение необходимо проводить отводом тепла от упрочняемой поверхности посредством воздушной струи от вращающихся крыльчаток, что обеспечивает требуемую полноту мартенситного γα-превращения.
При угле наклона лопастей крыльчаток к плоскости диска менее 75овоздушная струя рассеивается в результате отбивания ее потоков от плоскости диска, что замедляет охлаждение упрочненного слоя. Угол наклона лопастей крыльчаток к плоскости диска более 82о недостаточен для образования направленной и сосредоточенной в зоне обработки воздушной струи.
При обработке зубьев дереворежущих пил толщиной более 2,2 мм конструкция вращающегося стального диска и режимные параметры не обеспечат нагрев металла на требуемую глубину выше точки A .
.
П р и м е р. Узкие ленточные пилы шириной В=25 мм, толщиной s=0,8 мм, с шагом зубьев t= 10 мм по ГОСТ 6532-77 изготовлены из низколегированной инструментальной стали 9ХФ по ГОСТ 5950-73. Обработку высокоскоростным трением зубьев пил осуществляли на заточном станке ТчЛ6-2 с заменой абразивного круга стальным, причем с целью увеличения скорости вращения стального диска ведомый шкив d=3 мм клиноременной передачи заточной головки был заменен на шкив d=34 мм.
Пластическое деформирование поверхностного слоя задней грани зубьев пилы на четверть или половину ее длины от вершины зуба выполняют высокоскоростным трением вращающимся стальным диском со скоростью 65 м/с при попутно поступательном перемещении пилы со скоростью 1,25 м/мин при одноразовом врезании диском 0,3 мм, а охлаждение зоны обработки проводят посредством воздушной струи от двух крыльчаток, соосно закрепленных по обе стороны диска, и лопасти которых наклонены к плоскости диска под углом 75...82о.
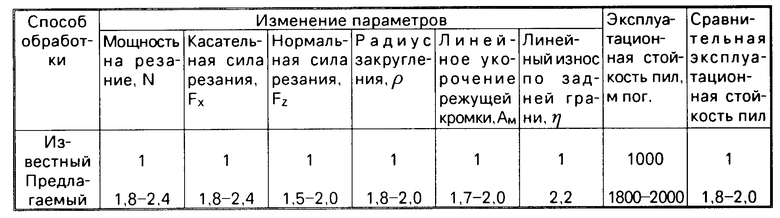
В лаборатории кафедры деревообрабатывающего оборудования и инструментов Львовского лесотехнического института по традиционному и предлагаемому способам подготовлены ленточные пилы и проведены их сравнительные стойкостные испытания при распиловке заготовок древесностружечной плиты. Сравнительный анализ эксплуатационных показателей пил, подготовленных по традиционному и предлагаемому способам, приведен в таблице.
Как видно из приведенной таблицы, стойкость пил, обработанных по предлагаемому способу, увеличивается в 1.8...2.0 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки инструмента | 1990 |
|
SU1770389A1 |
| Способ обработки зубьев пил | 1986 |
|
SU1389950A1 |
| Дисковая пила для резания древесины | 1989 |
|
SU1676798A1 |
| Устройство для комбинированной обработки | 1990 |
|
SU1818208A1 |
| Способ поперечной распиловкиплАНОК | 1973 |
|
SU829413A1 |
| Дисковая пила | 1982 |
|
SU1121139A1 |
| Способ обработки зубьев пил | 1974 |
|
SU528154A1 |
| Фреза для обработки кромок древесного материала | 1989 |
|
SU1698060A1 |
| Способ поверхностного упрочнения металлических изделий | 1988 |
|
SU1574646A1 |
| Устройство для термообработки лезвийного деревообрабатывающего инструмента | 1990 |
|
SU1786139A1 |

Сущность изобретения состоит в том, что на поверхность пилы наносят покрытие, а затем проводят деформацию поверхностного слоя высокоскоростным трением на четверть или половину длины от вершины зуба, причем инструмент одновременно ускоренно охлаждают посредством воздушной струи от двух крыльчаток, соосно закрепленных по обе стороны диска. При этом скорость вращения стального диска выбирают 60 ... 65 м/с при попутном поступательном перемещении дереворежущей пилы 1,25 м/мин при одноразовом врезании диском на 0,3 мм и одновременном ускоренном охлаждении зоны обработки посредством воздушной струи от крыльчаток, лопасти которых наклонены к плоскости диска под углом 75 ... 82°. 1 з.п. ф-лы, 2 ил., 1 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 3874953, кл | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
