Изобретение относится к способам повышения стойкости дереворежущего лезвийного инструмента и может быть использовано в деревообрабатывающей промышленности при обработке древесины и древесных материалов.
Целью изобретения является - повышение стойкости дереворежущего инструмента и производительности процесса.
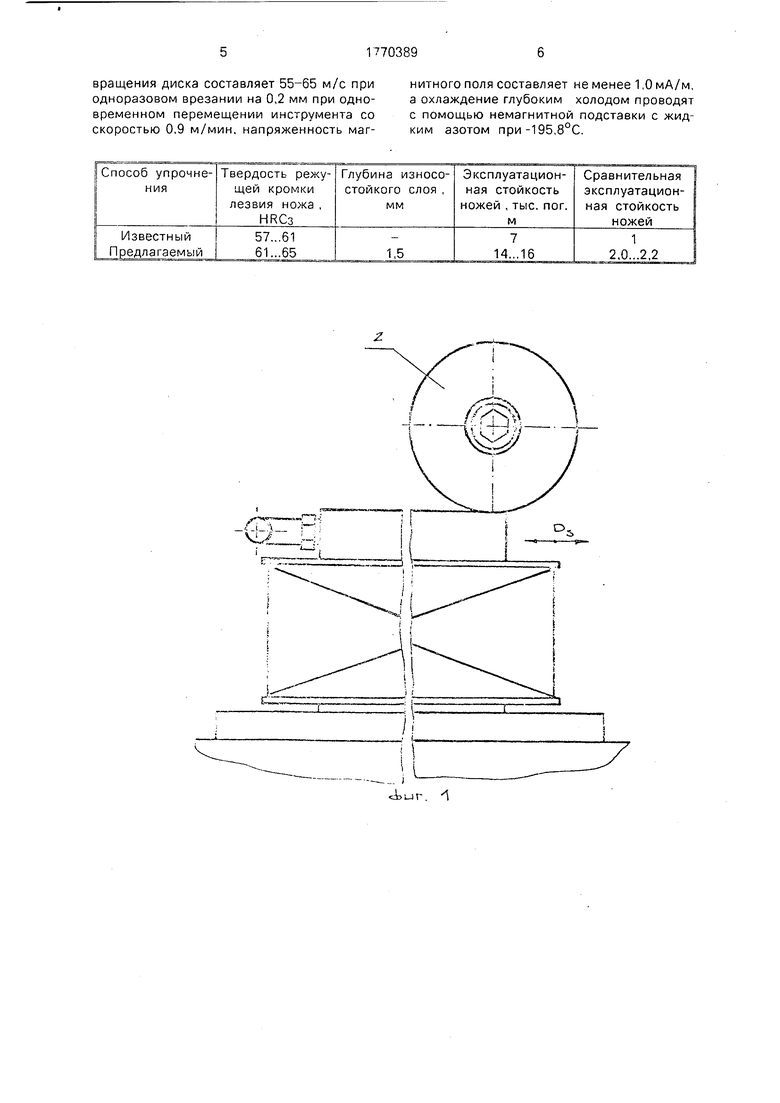
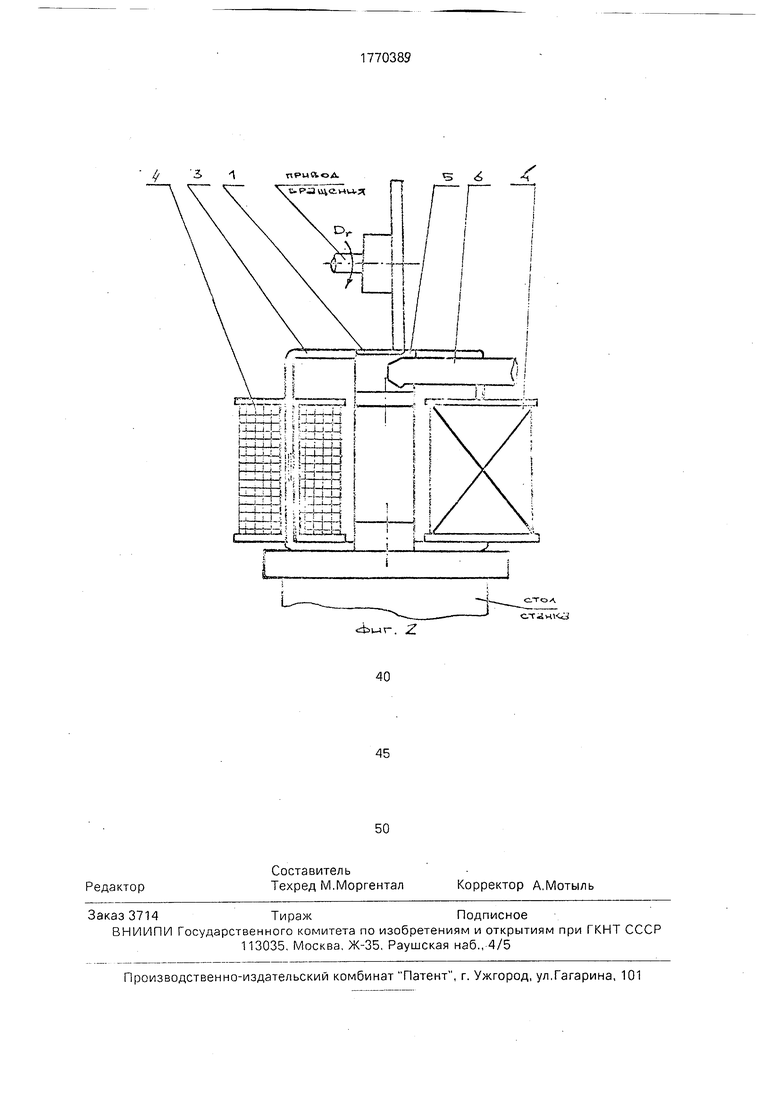
На фиг. 1 и фиг. 2 показана схема осуществления способа повышения стойкости дереворежущего инструмента соответственно в фронтальной и профильной проекциях.
Способ заключается в том, что пластическую деформацию поверхностного слоя дереворежущего инструмента 1 проводят высокоскоростным трением попутно вращающимся немагнитным диском 2 (в данном случае диск изготовлен из титанового сплава ВТ1-0) в постоянном магнитном поле силовые линии которого направлены по ширине инструмента, причем инструмент
является съемной неподвижной частью маг- нитопровода 3, намагничиваемого катушками 4 электромагнита. Операцию пластической деформации высокоскоростным трением выполняют при одноразовом попутно поступательном перемещении дереворежущего инструмента вместе с электромагнитом при помощи движения механизированного стола станка. Одновременно с этим осуществляют отвод тепла от упрочняемого инструмента вглубь теплоот- водящей немагнитной подставки 5 (в данном случае из латунного сплава марки Л63), охлаждаемой подаваемым самотеком жидким азотом с температурой -195,8°С через трубопровод 6.
Пластическое деформирование высокоскоростным трением приводит к нагреву ме- талла поверхности дереворежущего инструмента во время пластического деформирования до температур выше точки Асз. Последующее ускоренное равномерное охлаждение инструмента с помощью теплоот(Л
С
vi vi
о со
00
Ј
водящей немагнитной подставки с жидким азотом приводит к образованию поверхностного упрочнения слоя. Наложение в процессе высокоскоростного трения на инструмент постоянного магнитного поля значительной напряженности инициирует в процессе преобразования возникновение зародышей мартенситных игл, что и дает в конечном итоге более мелкоигольчатый мартенсит. Только совокупное действие этих факторов приводит к образованию в поверхностном слое мелкоигольчатой мар- тенситной структуры с уменьшенным количеством остаточного аустенита, а также к снижению остаточных термических напряжений. Смещение сильным постоянным магнитным полем равновесной точки у а преобразования осуществляет более полное протекание этого процесса, что приводит к уменьшению остаточного аустенита и снижению остаточныхтермических напряжений. Размещение силовых линий посто- янного магнитного поля по ширине инструмента вызывает ориентацию игл мартенсита в микрообъемах преимущественно вдоль силовых линий, то есть преимущественно вдоль силовых линий, то есть перпендикулярно режущей кромки.
Пример. Стальные тонкие ножи для фрезерования древесины изготавливают по предлагаемому способу из низколегированных инструментальных сталей 9ХФ, У8А, и У10А. Пластическое деформирование поверхности инструмента выполняют высокоскоростным трениемпопутно вращающимся немагнитным диском со скоростью 55...65 м/с при попутном поступательном перемещении дереворежущего инструмента вместе с электромагнитом со скоростью 0,9 м/мин при одноразовом врезании диском на 0.2 мм при воздействии на упрочняемый инструмент постоянного магнитного поля напряженностью не менее 1,0 МА/м, силовые линии которого направлены по ширине инструмента и ускоренном равномерном охлаждении по всей его площади через теплопроводящую немагнитную подставку с жидким азотом при температуре -195,8°С.
Выполнение пластической деформации поверхности дереворежущего инструмента высокоскоростным трением попутно вращающимся немагнитным диском со скоростью менее 55 м/с не позволяет произвести нагрев металла поверхности выше точки Асз.
Скорость вращения немагнитного диска выше 65 м/с вызывает перегрев поверхности инструмента и снижает микротвердость.
Попутное поступательное перемещение со скоростью ниже 0,9 м/мин вызывает снижение износостойкости поверхности за счет более длительного воздействия на нее
тепла, выделяющегося в процессе высокоскоростного трения.
Перемещение со скоростью выше 0,9 м/мин недостаточно для нагрева поверхности выше точки Асз.
При одноразовом врезании диском менее 0,2 мм образуется упрочненный слой толщиной менее оптимальной.
При одноразовом врезании диском более 0,2 мм образуется упрочненный слой
на всю толщину инструмента, что неблагоприятно воздействует на его стойкость при обработке древесины.
Наложение на инструмент постоянного магнитного поля напряженностью ниже 1,0
мА/м не оказывает необходимого влияния на у-ъ-а. превращение.
Охлаждение необходимо проводить отводом тепла вглубь теплоотводящей немагнитной подставки внутрь которой
самотеком подается только жидкий азот, так как другие криоагенты не обеспечивают необходимой полноты у а. превращения.
В лаборатории кафедры деревообрабатывающего оборудования и инструментов Львовского лесотехнического института по традиционному и предлагаамому способам изготовлены дереворежущие ножи из стали У8А и были проведены сравнительные стойкостные испытания.
Сравнительный анализ физико-механических и эксплуатационных показателей ножей, изготовленных по предлагаемому и традиционному способам, приведены в таблице.
Как видно из приведенной таблицы,
стойкость ножней, упрочненных по предлагаемому способу, увеличивается в 2,0... 2,2 раза.
Формула изобретения
1. Способ обработки инструмента,
включающий деформацию, охлаждение и наложение магнитного поля, отличаю- ш и и с я тем, что, с целью повышения стойкости инструмента и производительности процесса, осуществляют поверхностную пластическую деформацию инструмента и охлаждение глубоким холодом с одновременным наложением магнитного поля, при этом деформации: ведут с помощью вращающегося немагнитно
го диска.
2. Способ по п. 1,отличаю ш, ийс тем, что, с целью получения заданной глуби ны упрочненного слоя при минимальном со держании остаточного аустенита, скорость
вращения диска составляет 55-65 м/с при одноразовом врезании на 0,2 мм при одновременном перемещении инструмента со скоростью 0.9 м/мин. напряженность магнитного поля составляет не менее 1 ОмА/м, а охлаждение глубоким холодом проводят с помощью немагнитной подставки с жидким азотом при-195,8°С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ДЕРЕВОРЕЖУЩИХ ПИЛ | 1991 |
|
RU2026372C1 |
| Устройство для термообработки лезвийного деревообрабатывающего инструмента | 1990 |
|
SU1786139A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Способ упрочнения поверхности изделий | 1990 |
|
SU1749251A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 1990 |
|
RU2068003C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЧУГУННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011687C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2000 |
|
RU2190024C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2162111C2 |
| Способ изготовления круглых пил | 1981 |
|
SU1028444A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
Сущность изобретения: поверхность кокса из стадии 9ХФ деформируют трением вращающимся немагнитным диском 0,9 м/мин, при одноразовом врезании диском на 0,2 мм при воздействии на инструмент постоянного магнитного поля напряженностью не менее 1,0 мА/м, силовые линии которого направлены по ширине инструмента и охлаждении через теплоотводящую немагнитную подставку с жидким азотом при - 195,8°С. 1 табл.2 ил.
jt-s.
Л
,j,,,.. .
EtthMdd+i i
ГТТЕП i- TZZD I
. i r j
,.J±ti
LL., ,.|
t t1 :
i-i-iu- -i-; :J-H- . i j i«
;; e,c±±x,
. 2.
| СПОСОБ ТЕРМО-МЕХАНИКО-МАГНИТНОЙ ОБРАБОТКИ | 0 |
|
SU379648A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU373317A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление к швейной машине для механической обрезки края шва | 1927 |
|
SU24687A1 |
| Способ термо-механико-магнитной обработки металлов и сплавов | 1960 |
|
SU135887A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
