Изобретение относится к устройствам повышения производительности и качества процесса заострения лезвийного дереворежущего инструмента и может быть исполь- зовано при -обработке древесины и древесных материалов.
Целью изобретения является повышение производительности и качества процесса заострения лезвийного инструмента.
Это достигается тем, что на шпинделе между фланцами в подпружиненных Поб- разных односторонне криволинейных секциях с выступами разной высоты вертикально установлены с одинаковым шагом постоянно чередующиеся абразичные заточные и доводочные элементы прямоугольного сечения, а сами выступы секций контактируют с нажимным телом качения,
размещенным на гайке ходового винта и закрепленным в отдельном корпусе на шпинделе. При этом выступ П-образной секции заточного элемента меньше выступа доводочного элемента на величину припуска на доводку, а шпиндель, с фланцами размещается под острым углом к столу устройства. Контактная часть П-образных секций абразивных элементов выполнена по дуге
A2 -ft2- sin21
радиусом равным -- f и длиной
-2t-sln ft,
где t - толщина инструмента, мм; / -угол заострения, град; Л - толщина сошлифованного слоя, мм.
00
со ю о
00
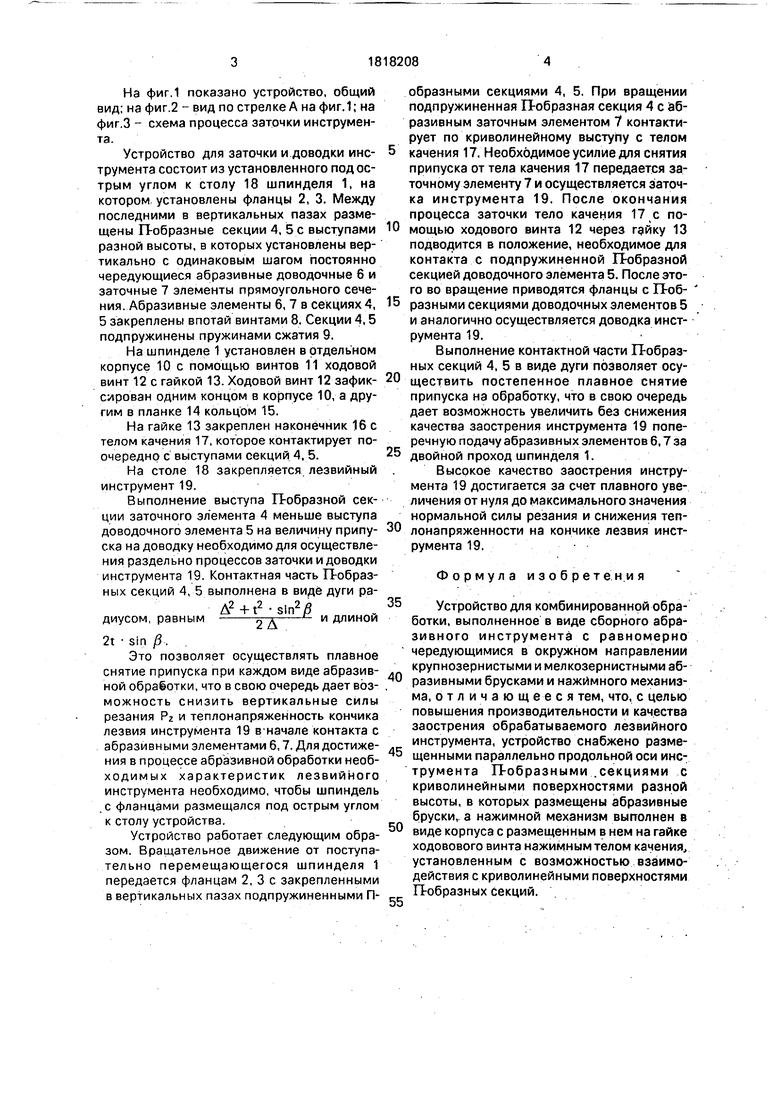
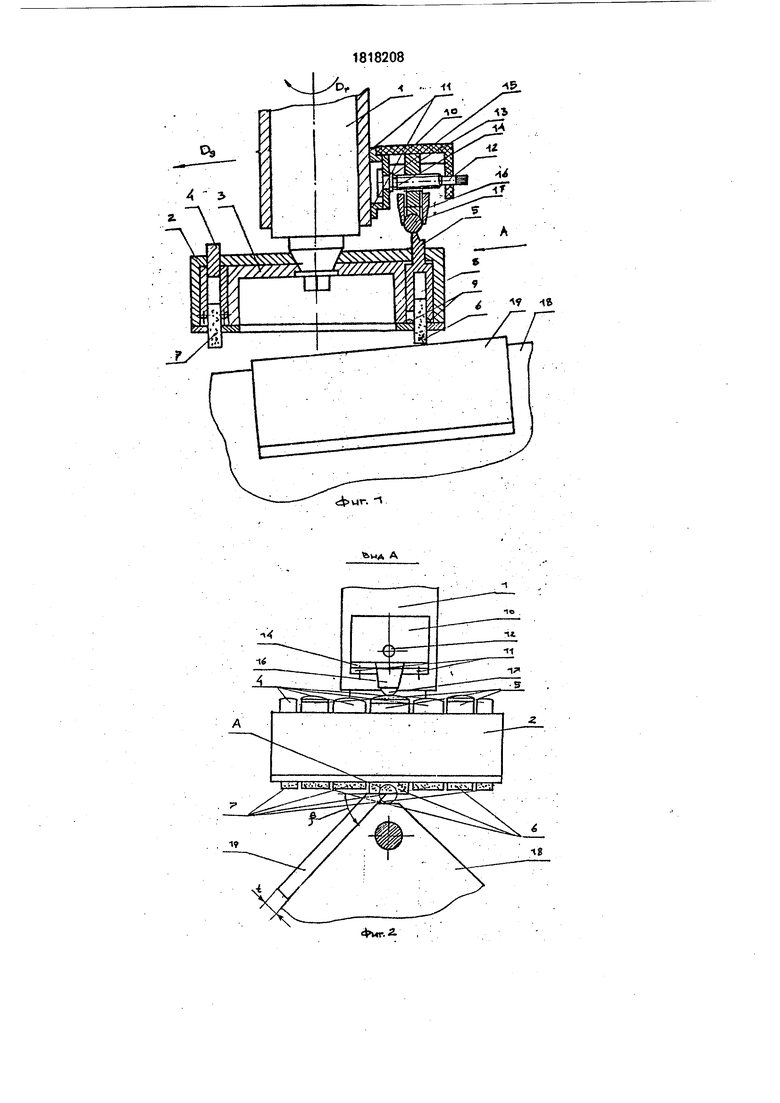
На фиг.1 показано устройство, общий вид; на фиг.2 - видно стрелке А на фиг.1; на фиг.З - схема процесса заточки инструмента.
Устройство для заточки и доводки инструмента состоит из установленного под острым углом к столу 18 шпинделя 1, на котором установлены фланцы 2, 3. Между последними в вертикальных пазах размещены П-образные секции 4, 5с выступами разной высоты, в которых установлены вертикально с одинаковым шагом постоянно чередующиеся абразивные доводочные 6 и заточные 7 элементы прямоугольного сечения. Абразивные элементы 6, 7 в секциях 4, 5 закреплены впотай винтами 8. Секции 4,5 подпружинены пружинами сжатия 9.
На шпинделе 1 установлен в отдельном корпусе 10 с помощью винтов 11 ходовой винт 12 с гайкой 13. Ходовой винт 12 зафиксирован одним концом в корпусе 10, а другим в планке 14 кольцом 15.
На гайке 13 закреплен наконечник 16с телом качения 17, которое контактирует поочередно с выступами секций 4,5.
На столе 18 закрепляется лезвийный инструмент 19.
Выполнение выступа П-образной секции заточного элемента 4 меньше выступа доводочного элемента 5 на величину припуска на доводку необходимо для осуществления раздельно процессов заточки и доводки инструмента 19. Контактная часть П-образ- ных секций 4, 5 выполнена в виде дуги раA2+t2-sln2l
диусом, равным
27
и длиной
2t sin /.....
Это позволяет осуществлять плавное снятие припуска при каждом виде абразивной обработки, что в свою очередь дает возможность снизить вертикальные силы резания Pz и теплонапряженность кончика лезвия инструмента 19 в-начале контакта с абразивными элементами б, 7. Для достижения в процессе абразивной обработки необ- ходимых характеристик лезвийного инструмента необходимо, чтобы шпиндель ,с фланцами размещался под острым углом к столу устройства.
Устройство работает следующим образом. Вращательное движение от поступательно перемещающегося шпинделя 1 передается фланцам 2, 3 с закрепленными в вертикальных пазах подпружиненными Побразными секциями 4, 5. При вращении подпружиненная П-образная секция 4 с абразивным заточным элементом 7 контактирует по криволинейному выступу с телом
качения 17. Необходимое усилие для снятия припуска от тела качения 17 передается заточному элементу 7 и осуществляется заточка инструмента 19. После окончания процесса заточки тело качения 17 с помощью ходового винта 12 через гайку 13 подводится в положение, необходимое для контакта с подпружиненной П-образной секцией доводочного элемента 5. После этого во вращение приводятся фланцы с П-образными секциями доводочных элементов 5 и аналогично осуществляется доводка инструмента 19.
Выполнение контактной части П-образ- ных секций 4, 5 в виде дуги позволяет осуществить постепенное плавное снятие припуска на обработку, что в свою очередь дает возможность увеличить без снижения качества заострения инструмента 19 поперечную подачу абразивных элементов б, 7 за
двойной проход шпинделя 1.
Высокое качество заострения инструмента 19 достигается за счет плавного увеличения от нуля до максимального значения нормальной силы резания и снижения теплонапряженности на кончике лезвия инструмента 19.
Формула изобретен.и я
Устройство для комбинированной обработки, выполненное в виде сборного абразивного инструмента с равномерно чередующимися в окружном направлении крупнозернистыми и мелкозернистными абразивными брусками и нажимного механизма, о т л и ч а ю щ ее с я тем, что, с целью повышения производительности и качества заострения обрабатываемого лезвийного инструмента, устройство снабжено размещенными параллельно продольной оси инс- трумента П-образными .секциями с криволинейными поверхностями разной высоты, в которых размещены абразивные бруски,, а нажимной механизм выполнен в
виде корпуса с размещенным в нем на гайке ходовового винта нажимным телом качения, установленным с возможностью взаимодействия с криволинейными поверхностями
П-образных секций.
-t&
. -i
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЛЕСАРНО-ДОВОДОЧНЫХ И ЗАТОЧНЫХРАБОТ | 1971 |
|
SU301270A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для заточки плоских ножей | 1990 |
|
SU1787746A1 |
| Устройство для заточки зубьев инструмента | 1981 |
|
SU975347A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1991 |
|
RU2015891C1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Способ доводки многолезвийных режущих инструментов по всем граням | 1943 |
|
SU64261A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Приспособление для заточки многолез-ВийНОгО иНСТРуМЕНТА | 1976 |
|
SU804377A1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2165838C1 |

Использование: область заточки лезвийного дереворежущего инструмента и может быть использовано при обработке древесины и древесных материалов. Сущность изобретения: на шпинделе между фланцами в подпружиненных П-образных односторонне криволинейных секциях с выступами разной высоты вертикально установлены с одинаковым шагом постоянно чередующиеся абразивные заточные и доводочные элементы прямоугольного сече ния, а сами выступы секций контактируют с нажимным телом качения, размещенным на гайке ходового винта и закрепленным в отдельном корпусе на шпинделе. При этом выступ П-образной секции заточного элемента меньше выступа доводочного элемента на величину припуска на доводку, а шпиндель с фланцами размещается под Острым углом к столу устройства. Поставленная цель также достигается тем, что контактная часть П-образных секций абразивных элементов выполнена по дуге радиA +l-sIn2 усом равным 20. и длиной 2f Ј -sin /3, где t- толщина инструмента, мм; ft - угол заострения, град; Д- толщина сошли- фовываемого слоя, мм. 3 ил.
йт
: . . .... - :: . V .-Л ..
г. . . . : ,:-., -. ;.-и
.Zt Stnp
|у
фиг.З
| Устройство для комбинированного шлифования | 1985 |
|
SU1328177A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
