Изобретение относится к обработке металлов давлением, в частности к изготовлению элементов трубопровода из тонкостенных труб раздачей и обжатием применительно к трубопроводным системам летательных аппаратов и тонкостенных металлических корпусов фильтров.
Известен штамп для калибровки концов труб (описание СССР к а.с. № 852402, В21С 37/30, 07.12.79, опубликовано в бюл. № 29, 07.08.81 авторы: Н.Д.Захарченко и В.П.Овсянников), содержащий верхнюю и нижнюю плиты, секторные матрицу и пуансон, соединенные посредством клиньев с верхней плитой, и храповой механизм, он снабжен связанными с храповым механизмом дополнительными поперечными клиньями, установленными между клиньями и верхней плитой штампа.
В известном штампе пуансон восьмисекторный, а матрица четырехсекторная, имеют сложное крепление, громоздкие, трудоемкие и металлоемкие в изготовлении. При раздаче и обжатии труб секторным инструментом происходит локализация деформации трубной заготовки в местах разъема секторов матрицы и пуансона, что приводит к потере устойчивости стенки калибруемой трубы, при обжатии в виде продольных складок, а при раздаче в виде огранок, что сказывается особенно при уменьшении числа секторов в матрицах и пуансонах. Это приводит к браку изделий (аналог).
Наиболее близким техническим решением является устройство для калибровки концов цилиндрических деталей в описании к авторскому свидетельству № 247902, B21D 41/02, 17.05.1968 г., опубликованному в бюл. № 27 от 13.09.1972, авт. Е.Н.Мошнин, В.И.Рябокобыленко, И.В.Губин, Б.М.Романов, М.М.Южаков и В.Н.Трушин, (прототип), содержащее станину и расположенные на ней привод и механизм раздачи, выполненный в виде разжимного секторного пуансона, приводимого в действие пирамидальной или конической оправкой, соединенной с приводом, оно снабжено также соединенным с приводом механизмом обжима, состоящим из секторных ползунов с закрепленным на них инструментом, расположенных в нажимном кольце с соответствующим ползуном пирамидальным или коническим отверстием и фиксируемых в требуемом положении опорным кольцом, закрепленным в станине, где секторные ползуны механизмов отжима и раздачи могут быть выполнены раздельными или как одна деталь.
Недостатки
Известное устройство снабжено связанным с приводом механизмом обжатия и раздачи в виде секторных ползунов, на которых закреплен инструмент обжатия и раздачи. Таких ползунов в устройстве содержится немного, что позволяет калибровать толстостенные трубы, а калибровка тонкостенных и сверхтонкостенных труб с точностью ±0,1 мм практически невозможна. Достичь таких допусков на особотонкостенных и сверхтонкостенных трубах диаметром до 180 мм, на известном устройстве, взятом за прототип, практически трудно или просто невозможно в связи с огранкой детали по линии разъема калибрующего инструмента.
Технический результат: повышение точности обработки диаметров концов труб за счет уменьшения огранки и допусков на обрабатываемые диаметры труб, повышение производительности за счет сокращения времени на обработку, упрощение конструкции и удобство в использовании устройства.
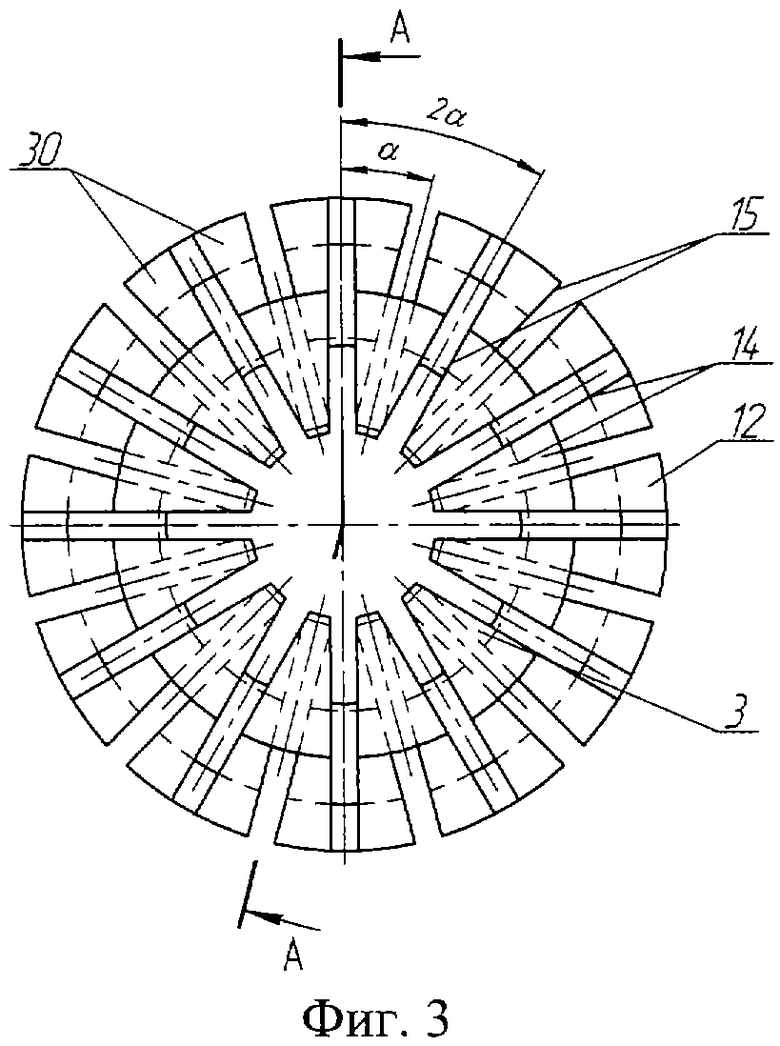
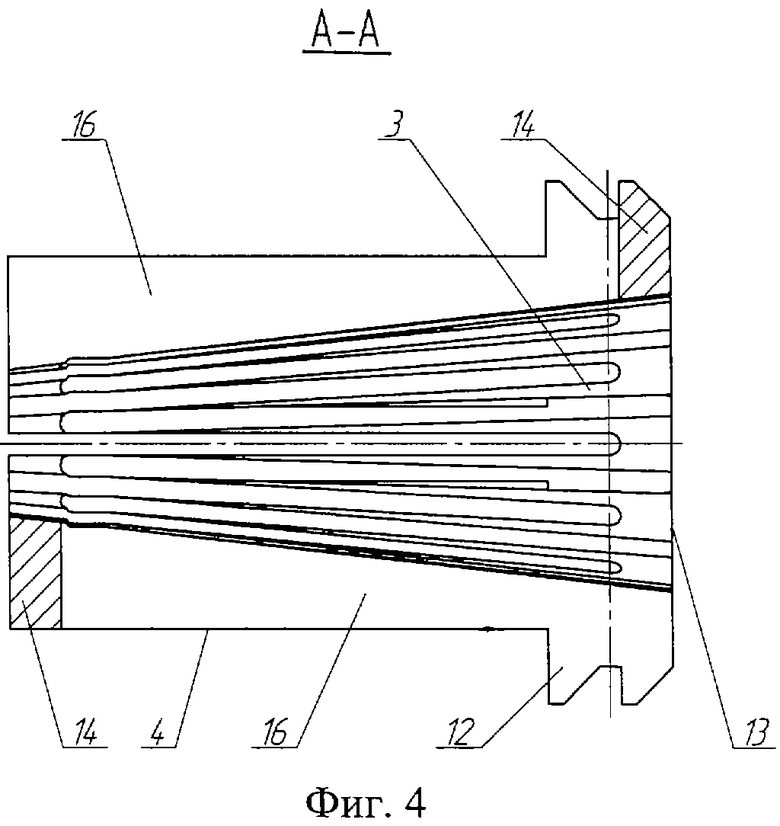
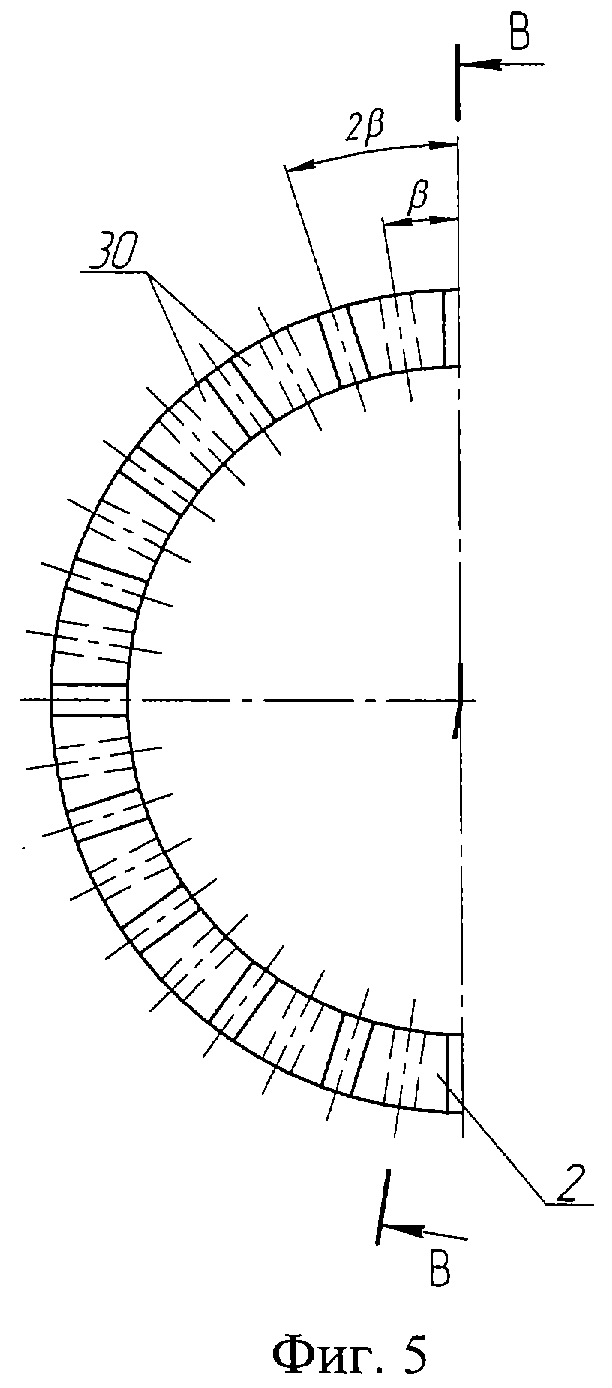
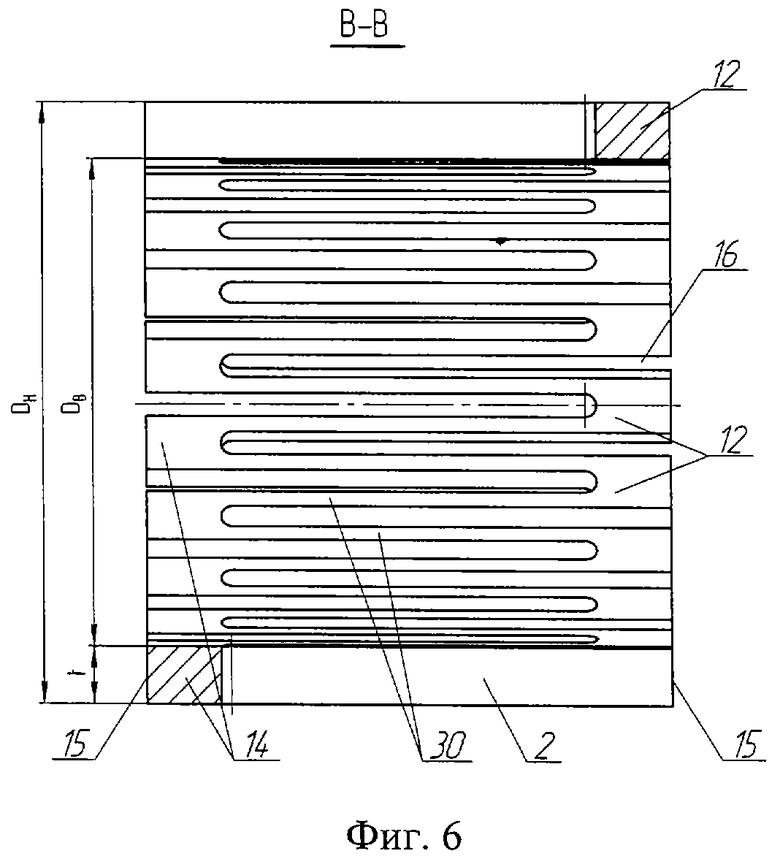
Указанный технический результат достигается за счет того, что устройство для калибровки труб, содержащее секторную матрицу с размещенными внутри нее секторными насадками, секторный пуансон с размещенными на его цилиндрической части секторными насадками, установленный с возможностью радиального перемещения вокруг конического сердечника, связанного с приводом возвратно-поступательного осевого перемещения, имеющим соосно установленные штоки гидроцилиндров обжатия и раздачи, обжимную втулку, размещенную на штоке гидроцилиндра обжатия с возможностью контактирования с наружной конусной поверхностью секторной матрицы, где секторный пуансон выполнен с упругим фланцем, расположенным на торце с большим диаметром внутреннего конуса, а секторные насадки секторного пуансона телескопически установлены до упора в его упругий фланец, секторные насадки секторной матрицы установлены телескопически, каждый сектор секторного пуансона, секторной матрицы и секторных насадок соединен со смежными секторами перемычками, расположенными по их торцам с разных сторон, с образованием сквозного паза между секторами от перемычек, сквозные пазы секторного пуансона выполнены радиально, через угол α=12°÷18°, а сквозные пазы секторных матриц и секторных насадок выполнены радиально, через угол β=8°÷12°, при этом толщина t каждой секторной насадки определена из интервала: 4 мм≤t≤10 мм.
Повышение точности диаметров концов труб при операциях раздачи и обжатия секторными пуансонами и секторными матрицами достигается за счет увеличения числа секторов, которые выполняются в устройстве на секторных пуансонах через угол α=12°÷18°, а на секторных матрицах и секторных насадках через угол β=8°÷12°. Это связано с тем, что пластическая деформация стенки калибруемой трубной заготовки локализуется в пазах разъема секторной матрицы и секторного пуансона, благодаря наличию контактного трения между калибруемой трубной заготовкой и поверхностью секторной матрицы и секторным пуансоном, следовательно, общая деформация раздачи или обжатия калибруемой трубной заготовки разбивается на количество зон, равных числу разъемов между секторами секторных матриц и секторных пуансонов. Увеличение числа секторов секторных матриц и секторных пуансонов способствует уменьшению или практически ликвидации огранки в местах разъема секторов секторной матрицы или секторного пуансона и увеличению устойчивости стенки калибруемой трубной заготовки при обжатии, равномерному осесимметричному распределению деформаций и более точным размерам по диаметру калибруемой трубной заготовки. При раздаче пазы между секторами секторного пуансона увеличиваются и на калибруемой трубной заготовке появляется огранка в местах пазов сквозных, которая оказывает влияние на увеличение допусков на диаметр калибруемой трубы. Чем больше секторов на раздающем секторном пуансоне или секторной насадке, на секторной матрице, тем меньше огранка на калибруемой трубной заготовке, что повышает точность диаметра калибруемой трубной заготовки. Наличие между секторами секторных пуансонов, секторных матриц и секторных насадок перемычек, расположенными по их торцам с разных сторон с образованием сквозного паза между секторами от перемычек, позволяет им упруго сжиматься и раздаваться по диаметру при раздаче и обжатии, что позволяет калибровать трубные заготовки как с плюсовым, так и с минусовым допусками, а наличие точной регулировки хода штоков гидроцилиндров раздачи и обжатия позволяет калибровать трубные заготовки с точностью по диаметру ±0,1 мм, необходимой для сварки кольцевых стыков при изготовлении трасс трубопроводов летательных аппаратов. Телескопическая установка на секторный пуансон и секторную матрицу секторных насадок, которые могут устанавливаться телескопически также и друг в друга, позволяет быстро установить нужные размеры секторных насадок на секторный пуансон и секторную матрицу и быстро переходить от одного диаметра калибровки к другому, что повышает производительность и значительно сокращает время обработки концов трубных заготовок. Гидроцилиндры раздачи и обжатия установлены соосно, что значительно упрощает конструкцию устройства и делает ее компактной, а секторная матрица и секторный пуансон практически являются стационарными, а на них устанавливают телескопически секторные насадки, превращая их в «многослойные», что позволяет быстро перестраивать устройство на нужный диаметр калибровки и является удобным в использовании, повышает производительность за счет сокращения времени на обработку.
На фиг.1 изображен общий вид устройства.
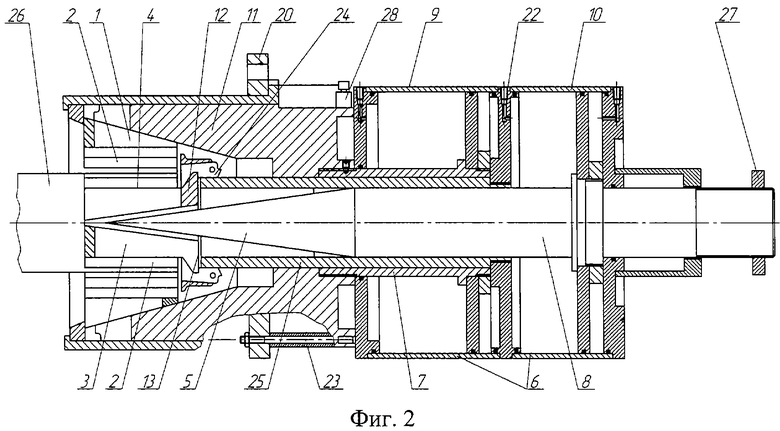
На фиг.2 изображены в разрезе гидроцилиндры раздачи и обжатия, секторный пуансон, секторная матрица.
На фиг.3 изображен вид спереди, секторный пуансон.
На фиг.4 изображен в разрезе по А-А фиг.3 секторный пуансон.
На фиг.5 изображен вид спереди, секторная насадка.
На фиг.6 изображена в разрезе по В-В фиг.5 секторная насадка.
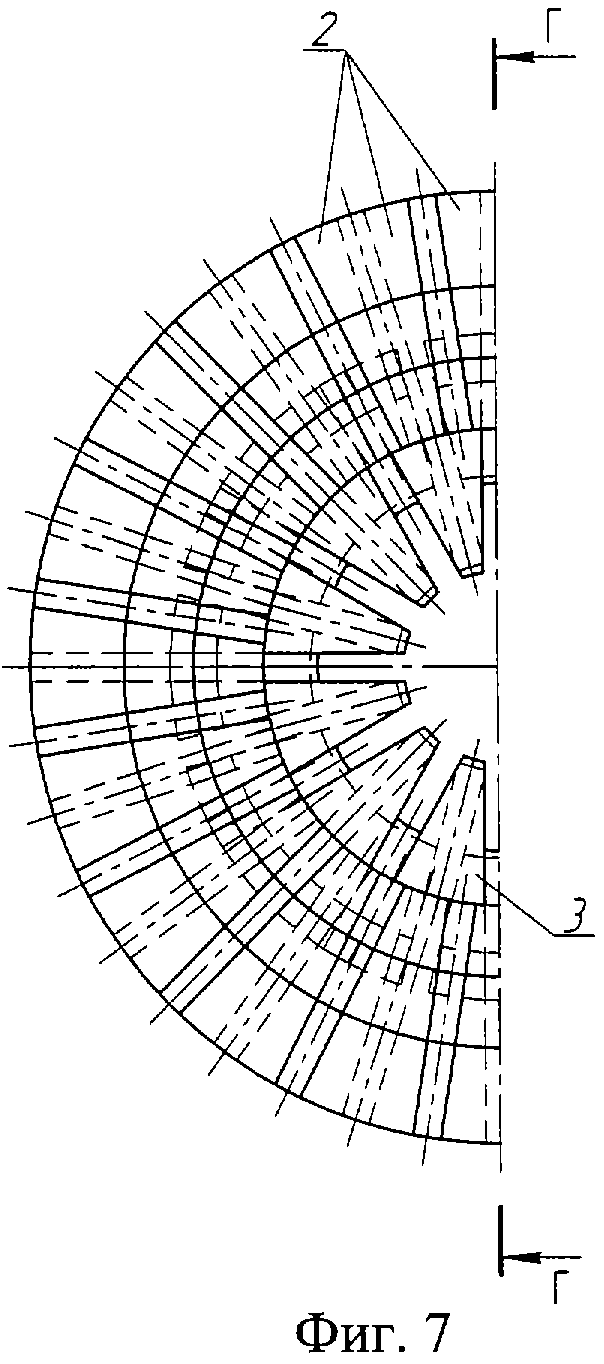
На фиг.7 изображен вид спереди на секторный пуансон с секторными насадками.
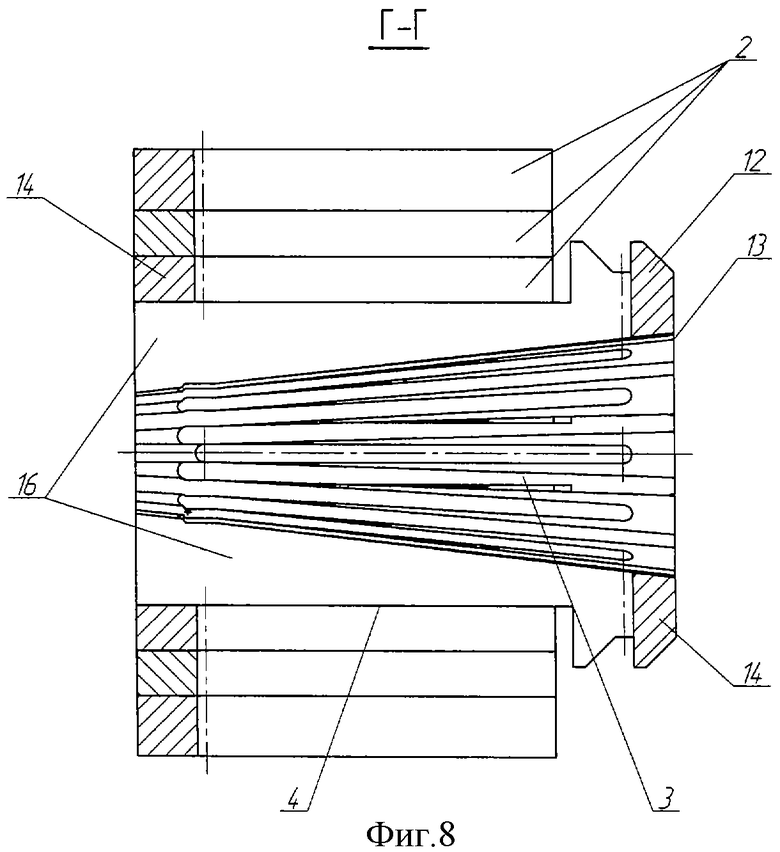
На фиг.8 изображен разрез по Г-Г на фиг.7.
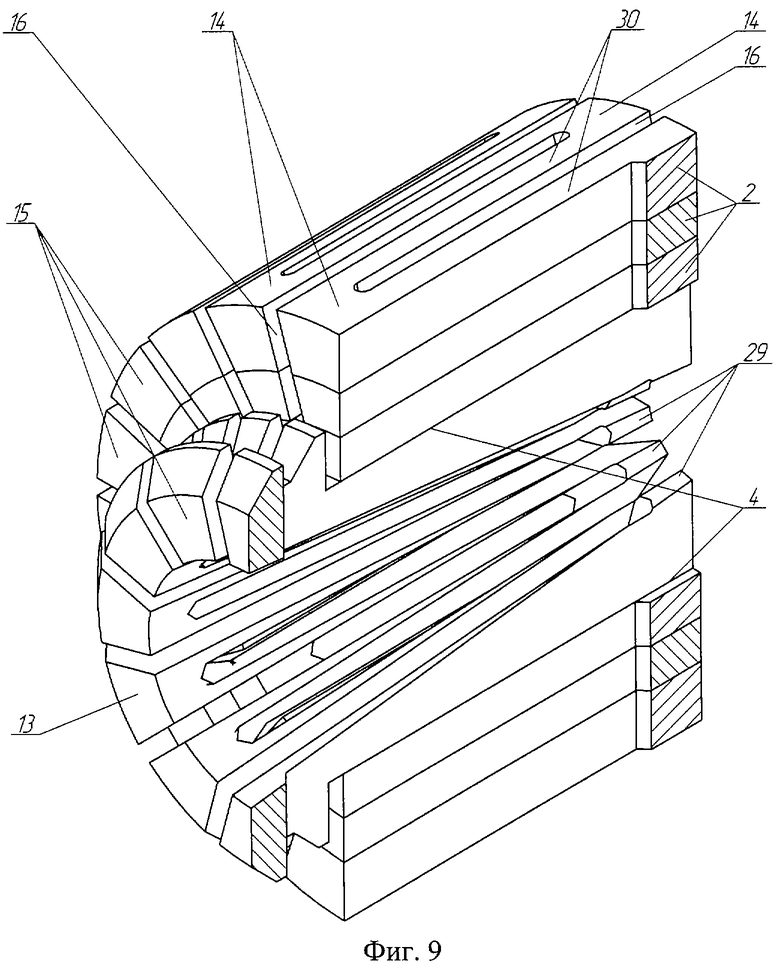
На фиг.9 изображена изометрия, фиг.8.
Таблица 1 - обоснование применимости угла α.
Таблица 2 - обоснование применимости угла β.
Статика.
Устройство для калибровки труб, содержащее секторную матрицу 1 с размещенными внутри ее секторными насадками 2, секторный пуансон 3 с размещенными на его цилиндрической части 4 секторными насадками 2, установленный с возможностью радиального перемещения вокруг конического сердечника 5, связанного с приводом 6 возвратно-поступательного осевого перемещения, имеющим соосно установленные штоки 7, 8 соответственно гидроцилиндров обжатия 9, раздачи 10, обжимную втулку 11, размещенную на штоке 7 гидроцилиндра обжатия 9 с возможностью контактирования с наружной конусной поверхностью секторной матрицы 1, где секторный пуансон 3 выполнен с упругим фланцем 12, расположенным на торце 13 с большим диаметром внутреннего конуса, а секторные насадки 2 секторного пуансона 3 телескопически установлены до упора в его упругий фланец 12, секторные насадки 2 секторной матрицы 1 установлены телескопически, каждый сектор секторного пуансона 3, секторной матрицы 1 и секторных насадок 2 соединен со смежными секторами перемычками 14, расположенными по их торцам 15 с разных сторон, с образованием сквозного паза 16 между секторами от перемычек 14, сквозные пазы 16 секторного пуансона 3 выполнены радиально, через угол α=12°÷18°, а сквозные пазы 16 секторных матриц 1 и секторных насадок 2 выполнены радиально через угол β=8°÷12°, при этом толщина t каждой секторной насадки 2 определена из интервала: 4 мм≤t≤10 мм.
В станине 17 фиг.1 размещена насосная станция 18 фиг.1, а на столе 19 фиг.1 силовая головка 20 фиг.1 и пульт управления 21 фиг.1. Гидроцилиндр раздачи 10 и гидроцилиндр обжатия 9 соединены между собой промежуточной стенкой 22 фиг.2, а с силовой головкой 20 шпильками 23 фиг.2. Секторный пуансон 3, установленный соосно с коническим сердечником 5 упругим фланцем 12, крючками 24 фиг.2 крепится к упору 25 фиг.2. В кольцевой зазор (не показан) между секторными насадками 2 секторного пуансона 3 и секторной матрицы 1 установлена калибруемая трубная заготовка 26 фиг.2. Регулятор раздачи 27 фиг.2 и регулятор обжатия 28 фиг.2 позволяют точно установить ход штока 8 гидроцилиндра раздачи 10 и ход штока 7 гидроцилиндра обжатия 9, 29 - кромка сектора на внутреннем конусе секторного пуансона 3 фиг.2, сектор - 30.
Работа устройства для калибровки концов труб осуществляется следующим образом. В исходном положении секторный пуансон 3 и секторная матрица 1 не нагружены усилием раздачи и обжатия. По диаметру калибруемой трубной заготовки 26 подбираем соответствующие секторные насадки 2 (фиг.5, 2) для установки на секторную матрицу 1 и секторный пуансон 3 (фиг.8), который крючками 24 за упругий фланец 12 на торце 13 крепится к упору 25 (фиг.2). Устанавливаем телескопически на секторную матрицу 1 секторную насадку 2. Через пульт управления 21, установленный на столе 19 (фиг.1), включаем насосную станцию 18, размещенную в станине 17. Через пульт управления 21 включаем гидроцилиндр обжатия 9, который соединен с силовой головкой 20 и гидроцилиндром раздачи 10 через промежуточную стенку 22 шпильками 23, образуя привод 6 возвратно-поступательного осевого перемещения. Штоком 10 гидроцилиндра обжатия 9 подаем обжимную втулку 11 на секторную матрицу 1 до упора регулятора обжатия 28 в силовую головку 20. Измеряем мерителем внутренний диаметр секторной насадки 2 и при необходимости регулятором обжатия 28 устанавливаем точный диаметр секторной насадки 2. Через пульт управления 21 гидроцилиндром обжатия 9 отводим обжимную втулку 11 вправо, в исходное положение (фиг.2). Устанавливают телескопически на цилиндрическую часть 4 секторного пуансона 3 секторные насадки 2 до упора торцем 15 (фиг.6) в упругий фланец 12 и через пульт управления 21 гидроцилиндром раздачи 10, через шток гидроцилиндра раздачи 8 и конический сердечник 5 раздаем секторный пуансон 3 и установленные на нем телескопически секторные насадки 2 (фиг.8) до упора регулятора раздачи 27 (фиг.2) в гидроцилиндр раздачи 10, при этом секторный пуансон 3 и установленные на него телескопически секторные насадки 2 упруго раздаются до диаметра, установленного регулятором раздачи 27. Мерителем определяем диаметр секторной насадки 2 на секторном пуансоне 3 и при необходимости корректируем его регулятором раздачи 27. Через пульт управления 21 гидроцилиндром раздачи 10 отводим конический сердечник 5 вправо в исходное положение. В исходном положении кольцевой зазор (не показан) между секторными насадками 2 секторного пуансона 3 и секторными насадками 2 секторной матрицы 1 обеспечивает свободную установку калибруемой трубной заготовки 26 как с плюсовым, так и с минусовым отклонением диаметра.
Секторные насадки 2 (фиг.5, 6, 8, 9) секторных пуансонов 3 и секторных матриц 1 конструктивно одинаковы и разнятся только внутренними и наружными диаметрами.
Калибровка осуществляется включением пульта управления 21, гидроцилиндра обжатия 9 с перемещением обжимной втулки 11 до упора регулятора 28 обжатия в силовую головку 20, при этом секторная матрица 1 и установленные в нее телескопически секторная насадка 2 обжимают диаметр калибруемой трубной заготовки 26 до размера:
D0(Dк-1,5)±0,3 мм,
где D0 - наружный диаметр калибруемой трубной заготовки, мм;
Dк - диаметр откалиброванной трубной заготовки, мм.
Внутренний диаметр D0 обжатого конца калибруемой трубной заготовки 26 может быть меньше, чем диаметр секторного пуансона 3 и установленных секторных насадок 2 (фиг.8), но они могут упруго сжиматься благодаря наличию перемычек 14 и сквозных пазов 16 (фиг.8) между секторами 30 (фиг.6). После чего гидроцилиндром обжатия 9 перемещаем обжимную втулку 11 в исходное положение, снимая усилие обжатия. Включаем через пульт управления 21 гидроцилиндр раздачи 10 до упора регулятора раздачи 27 в гидроцилиндр раздачи 10, при этом конический сердечник 5 раздает секторный пуансон 3, а кромка сектора 29 на внутреннем конусе секторного пуансона (фиг.9) с плоской вершиной (не острая) и не врезается в конический сердечник 5. Отводим конический сердечник 5 вправо в исходное положение и свободно извлекаем калибруемую трубную заготовку 26. Если откалиброванный диаметр Dк калибруемой трубной заготовки 26 имеет отклонение больше ±0,1 мм, то регулятором раздачи 27 корректируют раздачу и операцию повторяют.
Устройство для калибровки трубных заготовок готово к изготовлению партии деталей.
Пример. Калибруемую трубную заготовку 26 диаметром 100-0,6 мм, толщиной стенки 0,5 мм из титанового сплава ПТ-7М необходимо откалибровать с точностью диаметра ±0,1 мм (⊘100±0,1 мм) для последующей сварки кольцевого шва встык автоматической сваркой с другими элементами трубопровода (Например: крутоизогнутым патрубком или переходником и т.д.). В предлагаемом устройстве секторный пуансон 3 имеет диаметр цилиндрической части 4 секторного пуансона 3, равный 48 мм, на которую телескопически устанавливаем три (3 шт.) секторные насадки 2 разного диаметра (одна в одну) фиг.8.
Первая секторная насадка 2 устанавливается телескопически на цилиндрическую часть 4 секторного пуансона 3 фиг.8 и имеет размеры:
- внутренний диаметр, мм - 48;
- наружный диаметр, мм - 61.
Вторая секторная насадка 2 устанавливается телескопически на первую фиг.8 и имеет размеры:
- внутренний диаметр, мм - 61;
- наружный диаметр, мм - 78.
Третья секторная насадка 2 устанавливается телескопически на вторую (фиг.8) и имеет размеры:
- внутренний диаметр, мм - 78;
- наружный диаметр, мм - 98.
Секторная матрица 1 имеет внутренний диаметр 122 мм, в который телескопически устанавливается одна секторная насадка 2 размерами:
- внутренний диаметр, мм - 102;
- наружный диаметр, мм - 122.
Толщина секторных насадок 2 определяется из интервала:
4 мм≤t≤10 мм,
где t - толщина стенки секторной насадки 2, мм.
Определение толщины t стенки секторных насадок 2 диктуется практическими соображениями и связано с тем, что сквозные пазы 16 толщиной стенки t≤10 мм можно прорезать дисковой фрезой с толщиной полотна 1,2-1,8 мм без увода ее в сторону и поломки, а секторные насадки 2 с толщиной стенки t≥4 мм и углом β (табл. 2) являются достаточно жесткими и сохраняют свою форму при установке их друг на друга телескопически.
Принятые в примере секторные насадки 2, устанавливаемые телескопически на секторный пуансон 3, имеют следующую толщину:
Первая насадка: 
Вторая насадка: 
Третья насадка: 
Секторная насадка 2, устанавливаемая телескопически в секторную матрицу 1 (фиг.2), имеет толщину:
секторная насадка 2 матрицы: 
Толщины секторных насадок 2 отвечают принятому интервалу формулы изобретения.
Кольцевой зазор (не показан) между секторными насадками 2 секторной матрицы 1 и секторными насадками 2 секторного пуансона 3 составляет:

где Dм - диаметр секторной матрицы 1, мм;
Dn - диаметр секторного пуансона 3, мм.
Исходная трубная заготовка для калибровки диаметром 100-0,6 мм свободно разместится в кольцевом зазоре (не показан) шириной 2 мм, при диаметре 102 мм, а внутреннем диаметре - 98 мм. Включаем пульт управления 21 и производим рабочий ход гидроцилиндра обжатия 9, а потом рабочий ход гидроцилиндра раздачи 10. Калибруемая трубная заготовка 26 извлекается из кольцевого зазора.
Примечание к таблице 1: упругое уменьшение диаметра секторного пуансона 3, секторной матрицы 1, секторной насадки 2 вычисляем из соотношения:
где Δd - уменьшение диаметра секторного пуансона 3, секторной насадки 2, секторной матрицы 1, мм;
Δl - уменьшение длины окружности секторного пуансона 3, секторной насадки 2 и секторной матрицы 1 при обжатии, в мм.
При этом Δl определяем из соотношения

где n - число сквозных пазов 16 (фиг.9);
b - ширина сквозного паза 16 (обычно 1,2-1,8 мм);
 - принимается в связи с наличием перемычек 14 (фиг.9) и сквозных пазов 16, т.е. 2 паза при обжиме уменьшают Δl на величину, равную ширине одного сквозного паза (1,2-1,8 мм).
- принимается в связи с наличием перемычек 14 (фиг.9) и сквозных пазов 16, т.е. 2 паза при обжиме уменьшают Δl на величину, равную ширине одного сквозного паза (1,2-1,8 мм).
Пример 2 и 4 таблица 1:
пример 2 в таблице 1 
пример 4 в таблице 1 
Упругое изменение диаметра секторного пуансона 3, секторной насадки 2 равно:
Полученные данные Δd2 и Δd4 соответствуют данным таблицы 1, пункты 2, 3, 4.
Технико-экономические показатели.
Применение устройства для калибровки труб позволило повысить производительность калибровки в 2 раза, сократить брак в 1,5 раза при выполнении сварки кольцевых стыков особо сверхтонкостенных трубопроводов летательных аппаратов и повысить точность в 1,5 раза.
Обоснование применимости угла «α»
3
4
15°
18°
24 сектора
20 секторов
применим
применим
секторного пуансона 3 (фиг.2) на 3,4 мм, что ограничивает обжим калибруемой трубной заготовки 26 (фиг.2), что недопустимо при большом минусовом отклонении калибруемой трубной заготовки 26.
Обоснование применимости угла «β°»
3
4
9°
12°
40 сектора
30 секторов
применим
применим
Перечень позиций
1 - Секторная матрица.
2 - Секторная насадка.
3 - Секторный пуансон.
4 - Цилиндрическая часть секторного пуансона 3.
5 - Конический сердечник.
6 - Привод возвратно-поступательного осевого перемещения.
7 - Шток гидроцилиндра обжатия.
8 - Шток гидроцилиндра раздачи.
9 - Гидроцилиндр обжатия.
10 - Гидроцилиндр раздачи.
11 - Обжимная втулка.
12 - Упругий фланец.
13 - Торец с большим диаметром внутреннего конуса.
14 - Перемычка.
15 - Торец.
16 - Сквозной паз.
17 - Станина.
18 - Насосная станция.
19 - Стол.
20 - Силовая головка.
21 - Пульт управления.
22 - Промежуточная стенка.
23 - Шпилька.
24 - Крючок.
25 - Упор.
26 - Калибруемая трубная заготовка.
27 - Регулятор раздачи.
28 - Регулятор обжатия.
29 - Кромка сектора на внутреннем конусе секторного пуансона (фиг.9).
30 - Сектор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки сварныхТРуб | 1978 |
|
SU810342A1 |
| Устройство для формообразования и калибровки листовых деталей замкнутого контура | 1986 |
|
SU1400728A1 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Способ изготовления патрубков на криволинейной поверхности | 1979 |
|
SU863057A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДВУХСТЕННЫХ СТАКАНОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242310C2 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Устройство для калибровки труб | 1985 |
|
SU1321502A1 |
Изобретение относится к области обработки металлов давлением, в частности к устройствам для изготовления элементов трубопроводов. Устройство содержит секторную матрицу с размещенными внутри нее секторными насадками, секторный пуансон с размещенными на его цилиндрической части секторными насадками, установленный с возможностью радиального перемещения вокруг конического сердечника, связанного с приводом возвратно-поступательного осевого перемещения, имеющим соосно установленные штоки гидроцилиндров обжатия и раздачи, обжимную втулку, размещенную на штоке гидроцилиндра обжатия с возможностью контакта с наружной конусной поверхностью секторной матрицы. Секторный пуансон имеет упругий фланец. Секторные насадки пуансона и матрицы установлены телескопически. При этом каждый сектор секторного пуансона, секторной матрицы и секторных насадок соединен со смежными секторами перемычками, расположенными по их торцам с разных сторон, с образованием сквозного паза между секторами от перемычек. Используют секторные насадки определенной толщины. Повышается точность обработки при упрощении конструкции. 2 табл., 9 ил.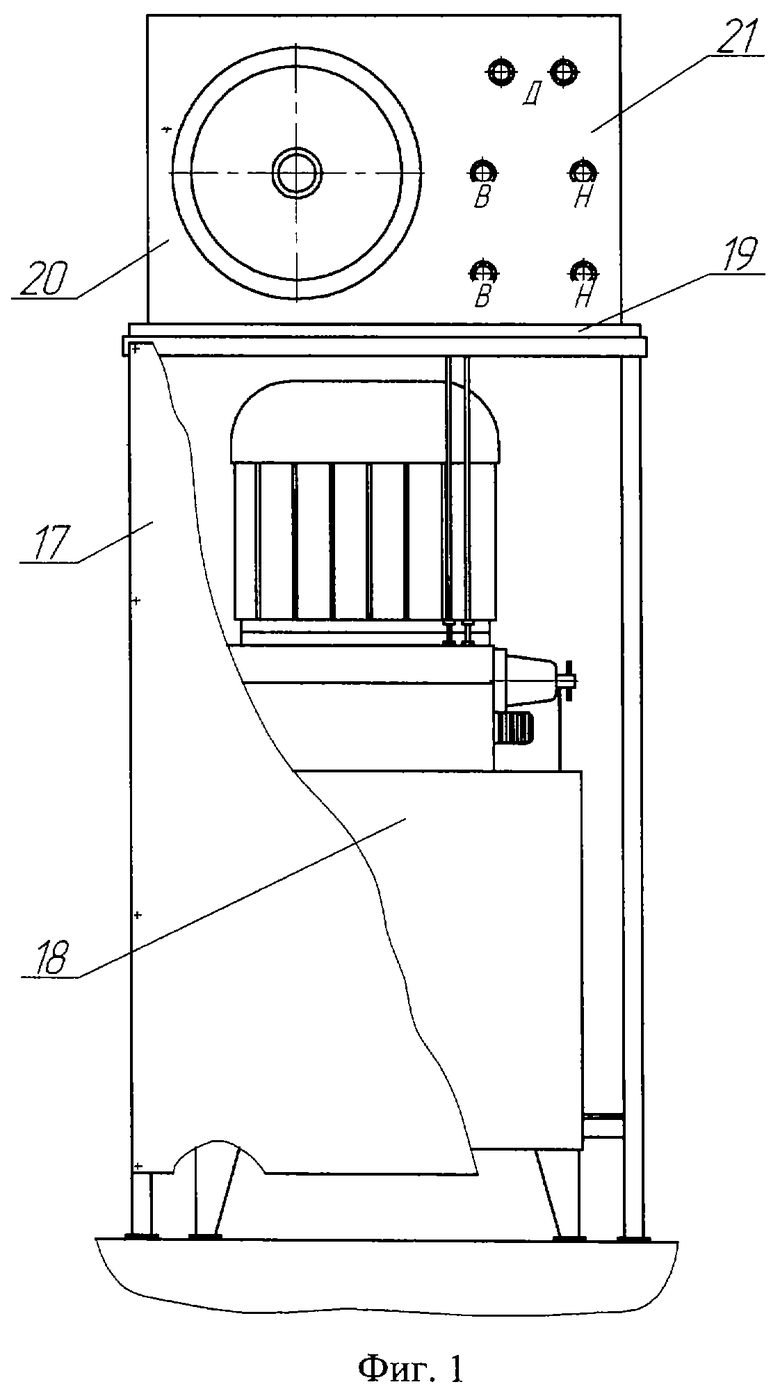
Устройство для калибровки труб, содержащее секторную матрицу с размещенными внутри нее секторными насадками, секторный пуансон с размещенными на его цилиндрической части секторными насадками, установленный с возможностью радиального перемещения вокруг конического сердечника, связанного с приводом возвратно-поступательного осевого перемещения, имеющим соосно установленные штоки гидроцилиндров обжатия и раздачи, обжимную втулку, размещенную на штоке гидроцилиндра обжатия с возможностью контактирования с наружной конусной поверхностью секторной матрицы, отличающееся тем, что секторный пуансон выполнен с упругим фланцем, расположенным на торце с большим диаметром внутреннего конуса, а секторные насадки секторного пуансона телескопически установлены до упора в его упругий фланец, секторные насадки секторной матрицы установлены телескопически, каждый сектор секторного пуансона, секторной матрицы и секторных насадок соединен со смежными секторами перемычками, расположенными по их торцам с разных сторон, с образованием сквозного паза между секторами от перемычек, сквозные пазы секторного пуансона выполнены радиально через угол α=12°-18°, а сквозные пазы секторных матриц и секторных насадок выполнены радиально через угол β=8°-12°, при этом толщина t каждой секторной насадки определена из интервала: 4 мм≤t≤10 мм.
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU247902A1 |
| Способ правки и калибровки кольцевых деталей | 1977 |
|
SU733774A1 |
| Устройство для обжима концов трубчатых заготовок | 1977 |
|
SU863091A1 |
| ТРЕНАЖЕР АВИАЦИОННЫЙ | 2003 |
|
RU2324982C2 |
| Устройство для периодической подачи композиции | 1984 |
|
SU1407838A1 |

