Изобретение относится к сборочной технике, в особенности к автоматам для сборки специальных изделий из пластмассовых деталей, в частности к автоматам для сборки фильтров, например, для средств переливания крови.
Принятый за прототип автомат содержит узел питания, образованный рулонодержателем фильтр-материала, бункером подачи базовой корпусной детали и бункером подачи комплектующей крепежной детали, инструментальный блок, состоящий из узла вырубки из фильтр-материала, фильтр-элементов и узла сборки фильтров, транспортную систему, образованную однокареточным транспортным средством для перемещения фильтр-материала и спутниковым цепным конвейером для перемещения базовых деталей, и приемное устройство для готовых сборок.
Особенностью принятого за прототип автомата является то, что узел питания выполнен свободно выдаточным и ориентирован на свободную неконтролируемую подачу собираемых деталей и материалов. Это снижает надежность работы принятого за прототип автомата в случае необходимости веления сборки фильтров с применением комплектующих трудноразделяемых деталей, в частности эластичных самосцепляемых уплотнительных колец.
Особенностью прототипа является также то, что используемый в нем инструментальный блок ориентирован на примитивные механические манипуляции с поступающим материалом без осуществления подработки изготавливаемых деталей, например нагрева. Это не позволяет получать качественные кромки фильтр-элементов. В конечном итоге это снижает надежность принятого за прототип автомата в работе.
Особенностью прототипа является также то, что используемая в нем транспортная система является перекрестной и ориентирована на обслуживание преимущественно одиночного локального транспортного узла. Это требует обеспечения уплотнения конструкционного пространства для возможных в этом узле транспортных манипуляций. При необходимости, повышения числа требуемых транспортных манипуляций, отсутствие возможности увеличения конструкционного пространства транспортного узла снижает надежность принятого за прототип автомата в работе.
Кроме того, особенностью прототипа является то, что используемое в нем приемное устройство ориентировано на простой бесконтрольный прием сформированных сборок беспорядочным ворохом, что повышает вероятность их повреждения. В конечном итоге это снижает надежность питания сформированными фильтрами последующих автоматов, применяемых для снаряжения с использованием фильтров требуемых гемосорбционных средств.
Основным недостатком принятого за прототип автомата, ввиду указанных особенностей, является его недостаточная надежность в работе при необходимости осуществления сборки фильтров из большого числа деталей.
Задачей изобретения является устранение основного недостатка прототипа.
Сущность изобретения состоит в том, что в предлагаемый автомат, характеризуемый наличием тех же, что и прототип, признаков, начиная с узла питания и кончая приемным устройством, внесен ряд конструктивных отличий, которые состоят в том, что узел питания выполнен следящим, для чего он дополнительно оснащен бункером принудительной контролируемой выдачи дополнительных комплектующих деталей трудного разделения, в частности эластичных самосцепляемых уплотнительных колец, а рулонодержатель фильтр-материала в этом узле сопряжен с постом выходного контроля качества фильтра-материала и снабжен регулятором натяжения фильтр-материала, образованным фрикционным тормозом c подпружиненным нагружающим щупом, инструментальный блок выполнен терморегулируемым, для чего узел вырубки из фильтр-материала фильтр-элементов снабжен нагреваемой просечкой с подставной опорой, транспортная система выполнена в автомате двухлинейной и снабжена перекладчиком деталей и дополнительно оснащающим спутниковый цепной конвейер постом фиксации спутников на позиции узла сборки, при этом спутники в спутниковом конвейере выполнены плавающими, приемное устройство автомата снабжено устройством группирования собранных фильтров.
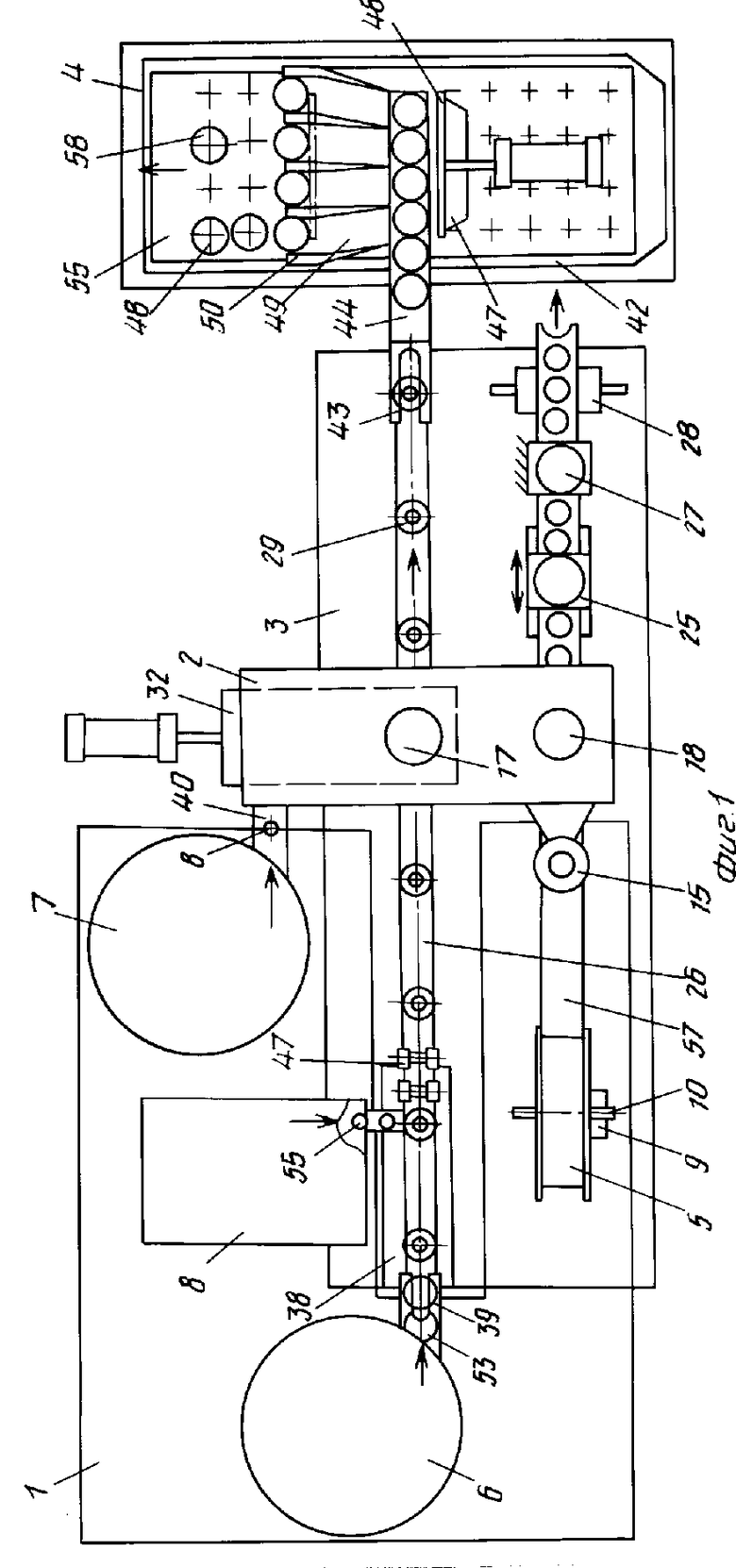
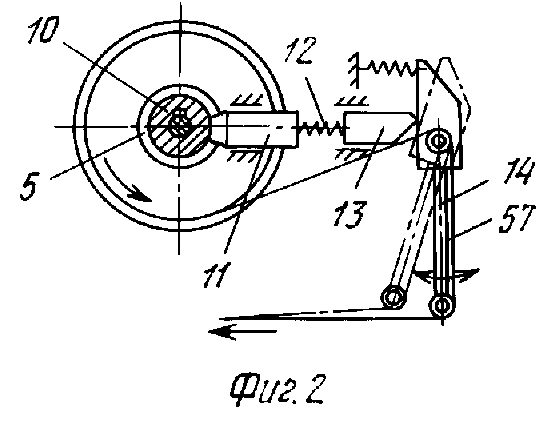
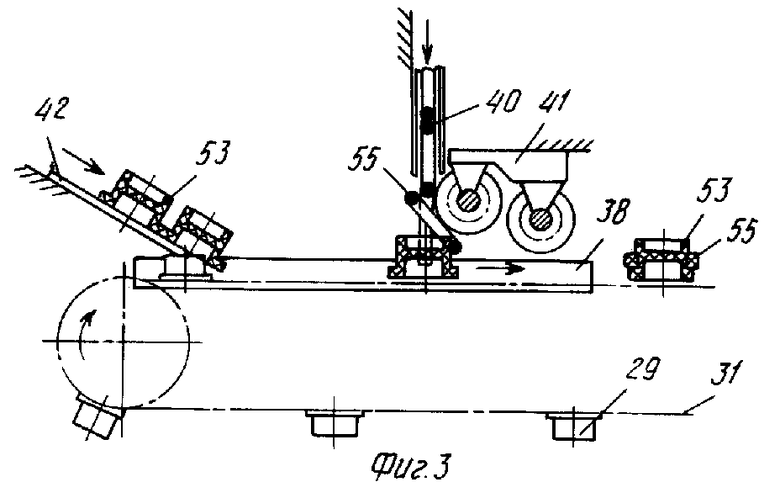
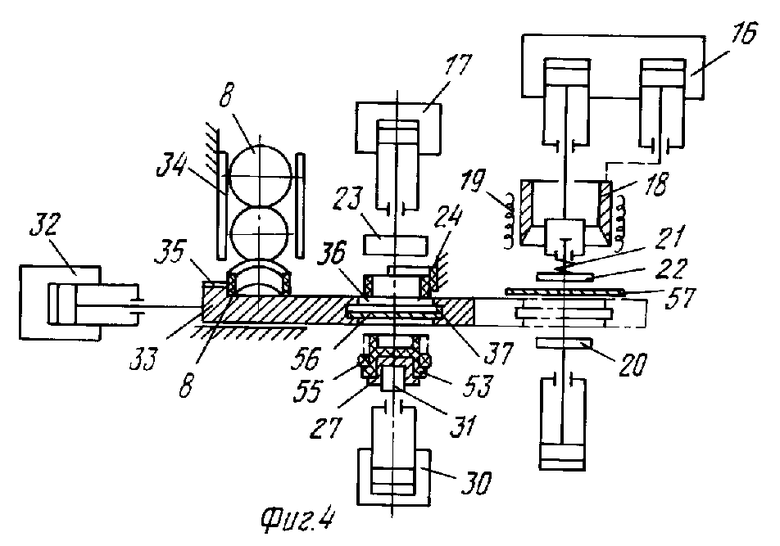
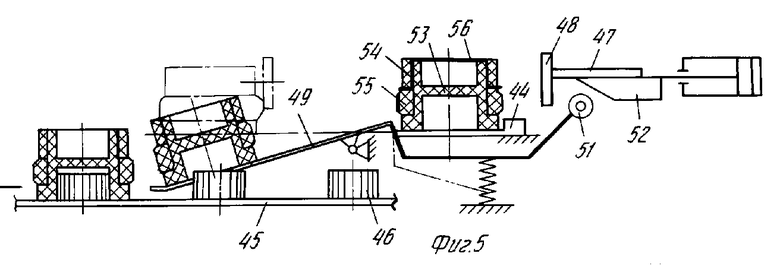
На фиг. 1 - структурная схема автомата (вид в плане); на фиг.2 - кинематическая схема регулятора натяжения фильтр-материала (вид сзади); на фиг. 3 - кинематическая схема деталеприемной секции цепного спутникового конвейера (вид спереди); на фиг.4 - кинематическая схема инструментального блока (вид сбоку); на фиг.5 - кинематическая схема приемного устройства (вид сбоку).
Автомат содержит выполненный следящим узел I питания, выполненный терморегулируемым инструментальный блок 2, транспортную систему 3, выполненную двухлинейной и выполненное группирующим приемное устройство 4 для готовых сборок. Узел 1 питания образован рулонодержателем 5 фильтр-материала, служащего для формирования фильтр-элементов, бункером 6 подачи базовой корпусной детали и бункером 7 подачи комплектующих деталей, например обжимных втулок. Кроме этого, узел 1 питания дополнительно снабжен бункером 8, например шиберным, для принудительной выдачи дополнительных комплектующих деталей трудного разделения, в частности, эластичных самосцепляемых уплотнительных колец. Рулонодержатель 5 узла 1 питания снабжен регулятором 9 натяжения фильтр-материала, образованным приведенным в контакт с валом 10 рулонодержателя фрикционным тормозом 11, который через нагрузочную пружину 12 и ползун 13 связан с подпружиненным щупом 14 фильтр-материала. Рулонодержатель 5 сопряжен в узле 1 питания с постом 15 выходного, в частности, оптического контроля качества выдаваемого фильтр-материала. Инструментальный блок 2 образован узлом 16 вырубки из фильтр-материала фильтр-элементов и узлом 17 сборки фильтров. Входящий в инструментальный блок 2 узел 16 вырубки снабжен термонагрузочной просечкой 18 фильтр-материала, укомплектованной нагревателем 19 и подставной опорой 20, сопряженной с поддемпфированным с помощью пружины 21 заталкивателем 22. Узел 18 сборки снабжен плунжерным толкателем 23 комплектующих втулочных деталей, сопряженным с центрующим пружинным захватом 24 этих же деталей. Транспортная система 3 автомата образована однокареточным транспортным средством 25 для перемещения фильтр-материала и спутниковым цепным конвейером 26 для перемещения базовых корпусных деталей. Однокареточное транспортное средство 25 выполнено оснащенным пневматическими материалоприжима- ми (на чертеже не обозначены). Соосно однокареточному транспортному средству 25 установлены комплектующие его пневматический облоеперехватчик 27 для приема остатков фильтр-материала и отводящее валковое приспособление 28. Спутниковый цепной конвейер 26 скомпонован с использованием комплекта плавающих спутников 29 для транспортирования базовых корпусных деталей и с использованием поста 30 фиксации спутников 29 в зоне расположения узла сборки. Пост 30 фиксации смонтирован с использованием приводного подпорного фиксатора 31. Для обеспечения связывания материалопотоков, обслуживаемых однокареточным транспортным средством 25 и спутниковым цепным конвейером 26, транспортная система снабжена перекладчиком комплектующих втулочных деталей и фильтр-элементов. Перекладчик 32 образован транспортной кареткой 33, на которую выведен отводящий лоток 34 бункера подачи комплектующих втулочных деталей. На затыльной части каретки 33 выставлен захватный упор 35 для доставки комплектующих втулочных деталей с лотка 34 до центрующего захвата 24. В головной части каретки 33 выполнен проход 36 для сброса втулочных деталей на комплектуемые на спутниках 29 сборки. В люковом проходе выполнена фиксирующая канавка 37 для размещения фильтр-элементов, передаваемых с подставной опоры 20 узла 16 вырубки. В головной части спутникового цепного конвейера 26 транспортной системы 3 выделена деталеприемная секция 38. К начальному участку этой секции 38 выведен полочный снаряжитель 39, завершающий отводящий лоток (на чертеже не обозначен) бункера 6 и предназначенный для посадки в порожние спутники 29 базовых корпусных деталей. На концевой участок этой секции 38 выведен полочный комплектовщик 40, завершающий отводящий лоток (на чертеже не обозначен) бункера 7 и предназначенный для посадки на транспортируемые спутниками 29 базовые корпусные детали уплотнительных комплектующих деталей. Комплектовщик 40 сопряжен с роликовой посадочной обоймой 41. Приемное устройство 4 автомата снабжено средством 42 группирования собранных фильтров. Средство 42 группирования образовано плужковым спутникоразгружателем 43, выведенным через лотковый накопитель 44 к центровочному конвейеру 45, оборудованному групповыми носителями 46 фильтров. Накопитель 44 сопряжен с кареточным перегружателем 47 фильтров, оборудованный сталкивателем 48. Накопитель 46 сопряжен также с передающим поворотным столиком 49 фильтров, оборудованным разделительными направляющими 50 и нагруженным отклоняющей пружиной (отдельной позицией на чертеже не показана). Передающий поворотный столик 49 снабжен приводным роликовым элементом 51, выставленным на уровне закрепления на кареточном перегружателе 47 управляющего копира 52.
Предлагаемый автомат работает следующим образом. Бункер 7 подает базовые корпусные детали 53 через свой отводящий лоток на снаряжатель 39. Снаряжатель 39 осуществляет посадку деталей 53 на подводимые к нему с помощью цепного конвейера 26 спутники 29. Спутники 29 обеспечивают сборку на базовых деталях 53 фильтров. Образование фильтpов идет за счет посадки на детали 53 комплектующих деталей 54 и 55. Спутники 29 осуществляют поочередную подачу захваченных ими базовых деталей 53 сперва к полочному комплектовщику 40, связанному с отводящим лотком бункера 8 принудительной выдачи комплектующих кольцевых деталей 55. Базовые детали 53 захватывают своими верхними кромками комплектующие кольцевые детали 55 и заводят их под роликовую посадочную обойму 41. Обойма 41, пропуская под себя базовые детали 53, осуществляет натяжку на них комплектующих кольцевых деталей 55. Сформированный из деталей 53, 55, сборочный полукомплект поступает к узлу 17 сборки инструментального блока 2. В узле 17 сборки сборочный полукомплект попадает на спутнике 29 под плунжерный толкатель 23 комплектующих втулочных деталей 54. В этот момент происходит базировка этого спутника 29 на подпорном фиксаторе 31 поста 30 фиксации. С лотка 34 к захватному упору 35 каретки 33 поступает необходимая для сборки комплектующая деталь 54. Каретка 33 совершает ход к узлу 16 вырубки фильтр-элементов 56. Одновременно каретка 33 доставляет деталь 54 в центрирующий захват 24. В узле 16 вырубки под подлежащий обработке участок фильтр-материала 57 через проход 36 каретки 33 подходит подставная опора 20. Заталкиватель 22 поджимает фильтр-материал 57 к опоре 20, производя его надежную фиксацию над проходом 36, а именно под просечкой 18. Подвергнутая предварительному разогреву просечка 18, идя на фильтр-материал 57, выкрывает необходимый плоский фильтр-элемент 56. Затем просечка 18 уходит назад вверх, в исходное положение. В исходное положение вниз уходит также подставная опора 20. При уходе опоры 20 пружина 21 заставляет продолжать толкатель 22 совершать ход вниз. При этом толкатель 22 сопровождает ход идущей вниз опоры 20 и производит перемещение сформированного фильтр-элемента по люковому проходу 36 в фиксирующую канавку 37 каретки 33. Далее опора 20 продолжает свой ход вниз. Толкатель 22 идет вверх. Увлекаемые в разные стороны от фиксирующей канавки 37 опора 20 и толкатель 22 оставляет в ней заготовленный фильтр-элемент 56. После этого каретка 33 перекладчика 32 совершает переход в исходное положение на позицию сборки под толкатель 23 к спутниковому цепному конвейеру 28.
В этот же момент однокареточное транспортное средство 25 подходит к просечке 18, захватывает оставленный просечкой 18 в узле 16 вырубки облой и начинает оттягивать его к облоеперехватчику 27. Оттягиваемый облой передает воспринимаемое натяжение на обрабатываемый фильтр-материал 57. Натягиваемый фильтр-материал 57 выводит подпружиненный щуп 20 из основного положения выстоя. Это приводит к смещению связанного со щупом 14 ползуна 13, который разгружает нагрузочную пружину 12. Пружина 12 прекращает давить на фрикционный тормоз 11, который освобождает вал 10 рулонодержателя 5. В конечном итоге рулонодержатель 5 получает свободу для отпуска под действием натяжения однокареточного транспортного средства 25 очередного отрезка фильтр-материала, необходимого для замещения в узле 16 вырубки облоя. С облоеперехватчика 27 поступающий облой уводит из автомата отводящее волковое приспособление 28. Срабатывание однокареточного транспортного средства 25 и облоеперехватчика 27 происходит в транспортной системе 3 автомата попеременно.
На позиции сборки фиксирующий захват 27 удерживает деталь 54 над забазированным на посту 30 фиксации сборочным полукомплектом, одновременно ориентируя ее под толкателем 23 узла сборки. Проход 36 вместе с фиксирующей канавкой 27 и с удерживаемым ею фильтр-элементом 56 поступает в промежуток между зажатой в захвате 24 деталью 54 и забазированным на посту 30 фиксации сборочным полукомплектом. Далее толкатель 23 совершает ход вниз через проход 36 к сборочному полукомплекту. На своем пути толкатель 23 выхватывает из захвата 27 комплектующую деталь 54. После этого толкатель 23 деталью 54 захватывает фильтp-элемент 56 из фиксирующей канавки 37 прохода. Затем толкатель 23 выводит фильтр-элемент 56 и деталь 54 из люкового прохода, осуществляя их совместную посадку на сборочный полукомплект. Это приводит к завершению формирования на посту 30 фиксации окончательно комплектных сборок 58. Далее толкатель 23 уходит через проход 36 вверх, в исходное положение. Приходит в действие спутниковый цепной конвейер 26, который совершает одиночный шаговый ход. При этом он подает на пост 30 фиксации очередной сборочный полукомплект, а соответствующую готовую сборку 58 посылает к разгружателю 43. При приемке поступающих сборок 58 спутникоразгружатель 43 подает их на лотковый накопитель 44. Лотковый накопитель 44 выстраивает принятые сборки 58 в одиночный ряд в зоне действия кареточного перегружателя 47. При своем срабатывании кареточный перегружатель 47 осуществляет групповой перевод сборок 58 своим сталкивателем 48 с лоткового накопителя 46 на поворотный столик 49. При подходе к началу столика 49 кареточный перегружатель 47 доставляет закрепленный на нем управляющий копир 52 к приводному роликовому элементу 51. Воздействуя на роликовый элемент 51 копир 52 поворачивает столик 49 из наклонного исходного положения в горизонтальное. Этим он подготавливает столик 49 к приему сборок 58.
Продолжая дальнейший ход, перегружатель 47 перемещает сборки 58 по столику 49.
Разделительные направляющие 50 столика 49 осуществляют раздвижку перемещаемых по нему сборок 58, обеспечивая требуемую их ориентацию относительно траектории проноса центровочным конвейером 45 групповых носителей 46.
Далее перегружатель 47 уходит назад в исходное положение, освобождая приводной роликовый элемент 51 от действия управляющего копира 52. При этом приводной роликовый элемент 51 предоставляет свободу столику 49 для совершения им наклона под действием пружины. При наклоне столика 49 вместе с ним переходят в наклонное положение сборки 58, выставленные в нем в зоне проноса центровочным конвейером 45 групповых носителей 46. При совершении центровочным конвейером 45 регламентируемого шагового хода носителя 46 стаскивают сборки 58 с края столика 49 и уносят их к выходному участку автомата.
Техническим преимуществом предлагаемого автомата, по сравнению с прототипом, является то, что оно обладает расширенными технологическими возможностями.
Использование: производство фильтров и может быть использовано в медицине и других отраслях промышленности, использующие фильтровальные элементы. Сущность изобретения: автомат содержит узел питания, который выполнен следящим, образованный рулонодержателем фильтр-материала, бункером подачи базовой корпусной детали и бункером подачи комплектующей крепежной детали, инструментальный блок, состоящий из узла вырубки из фильтр-материала фильтр-элементов и узла сборки фильтров, транспортную систему, образованную однокареточным транспортным средством для перемещения фильтр-материала и спутниковым цепным конвейером для перемещения базовых деталей, а также приемное устройство для готовых сборок. Причем инструментальный блок выполнен деталедоводочным. Транспортная система выполнена двухлинейной. Приемное устройство снабжено средством группирования собранных фильтров. 5 ил.
АВТОМАТ СБОРКИ ФИЛЬТРОВ преимущественно для средств переливания крови, содержащий узел питания, образованный рулонодержателем фильтр-материала, бункером подачи базовой корпусной детали и бункером подачи комплектующей крепежной детали, инструментальный блок, состоящий из узла вырубки фильтр-элементов и узла сборки фильтров, транспортную систему, образованную однокареточным транспортным средством для перемещения фильтр-материала и спутниковым цепным конвейером для перемещения базовых деталей, приемное устройство для готовых сборок, отличающийся тем, что узел питания выполнен следящим, для чего рулонодержатель фильтр-материала сопряжен с постом выходного контроля качества материала и снабжен регулятором натяжения фильтр-материала, образованным фрикционным тормозом с подпружиненным нагружающим щупом, узел питания дополнительно оснащен бункером принудительной контролируемой выдачи комплектующих трудноразделимых деталей, в частности, эластичных самосцепляемых уплотнительных колец, инструментальный блок выполнен в автомате терморегулируемым, для чего узел вырубки снабжен нагреваемой просечкой для предотвращения обсыпания кромок вырубаемых фильтр-элементов, при этом транспортная система выполнена в автомате двухлинейной и снабжена перекладчиком деталей и постом фиксации спутников на позиции узла сборки, причем спутники цепного транспортера выполнены плавающими, а приемное устройство автомата снабжено средством группирования собранных фильтров.
| Патент США N 3973313, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
