Изобретение относится к вспомогательному оборудованию обрабатывающих линий, в частности к средствам для транспортирования и фиксирования производимых изделий на постах обработки, а именно к транспортным системам линий, используемым в производстве дисковых изделий.
Известна транспортная система для обрабатываемой линии, которая содержит спутниковый состав, сформированный из кассет-спутников с фиксирующими элементами, замкнутый направляющий контур для спутников, толкающий механизм, привод прерывистого перемещения толкателя и размещенные по ходу направляющего контура посты обработки с обрабатывающими средствами.
Особенностью известной транспортной системы является то, что толкающий механизм выполнен в виде тележечного конвейера, что нецелесообразно при малой массе обрабатываемых деталей, легко перемещаемых на менее массивных спутниках с полозковой базирующей поверхностью. Использование тележечного конвейера приводит к неоправданному повышению материалоемкости известной транспортной системы.
Известна система, принятая за прототип, которая содержит спутниковый состав, сформированный из круглых спутников с осевыми фиксирующими отверстиями на полозковой базирующей поверхности, замкнутый направляющий контур для спутников, толкающий механизм с переставляющей звездочкой для спутников, привод прерывистого вращения переставляющей звездочки, связанную с приводом кинематическую систему, входящие в кинематическую систему кинематические звенья с мальтийскими передаточными механизмами, посты обработки с обрабатывающими приспособлениями и подающими средствами, а также оснащающие посты обработки штыревые механизмы фиксации спутников.
Особенности принятой за прототип транспортной системы является то, что в используемом в ней толкающем механизме переставляющая звездочка смонтирована с возможностью дополнительной установки цепного конвейера с пальцеобразными грузоносителями для спутников. Использование в цепном конвейере непрерывной тяговой цепи исключает возможность включения в замкнутый направляющий контур обходной запасной ветки, используемой для отвода резерва спутников, не ожидающих приема дисковых изделий, формируемых из потока нерегулярно поступающих заготовок.
Основным недостатком принятой за прототип транспортной системы, ввиду ее неприспособленности для работы в условиях нерегулярного поступления заготовок, является суженность ее функциональных возможностей.
Целью предлагаемого изобретения является устранение основного недостатка прототипа.
Для достижения поставленной цели замкнутый направляющий контур транспортной системы оснащен обходной запасной веткой для отвода резерва спутников, не ожидающих приема дисковых изделий, формируемых из потока нерегулярно поступающих заготовок, подсоединенной к нему посредством входной и выходной приводных стрелок, каждая из которых образована смонтированными на концах приводного коромысла и размещенными на прямой и обходной ветках штыревыми фиксаторами, причем на обходной ветке смонтирован датчик индикации ее заполнения, а прямая ветка оснащена сортировочным узлом обрабатывающих магистралей, на входах в которые размещены переформирующие маневровочные толкатели, на рабочих участках которых размещены штыревые механизмы фиксации спутников, а на выходах общий отводящий приводной скребок, к тому же на замкнутом направляющем контуре вокруг переставляющей звездочки размещены посты обработки с обрабатывающими приспособлениями и подающими механизмами для комплектующих деталей, формируемых из потока нерегулярно поступающих заготовок, а привод прерывистого вращения переставляющей звездочки образован связанной с ее приводным валом через храповой механизм двухсторонней зубчато-реечной передачей, у которой рабочая шестерня приведена в зацепление одновременно с приводной и тормозной рейками, где приводная рейка связана с концевыми пневмоцилиндрами прямого и обратного хода, а тормозная рейка связана с концевыми гидроцилиндрами прямого и обратного торможения.
Подтверждением существенности отмеченных отличий является отсутствие проявления всеми известными аналогами указанных полезных свойств.
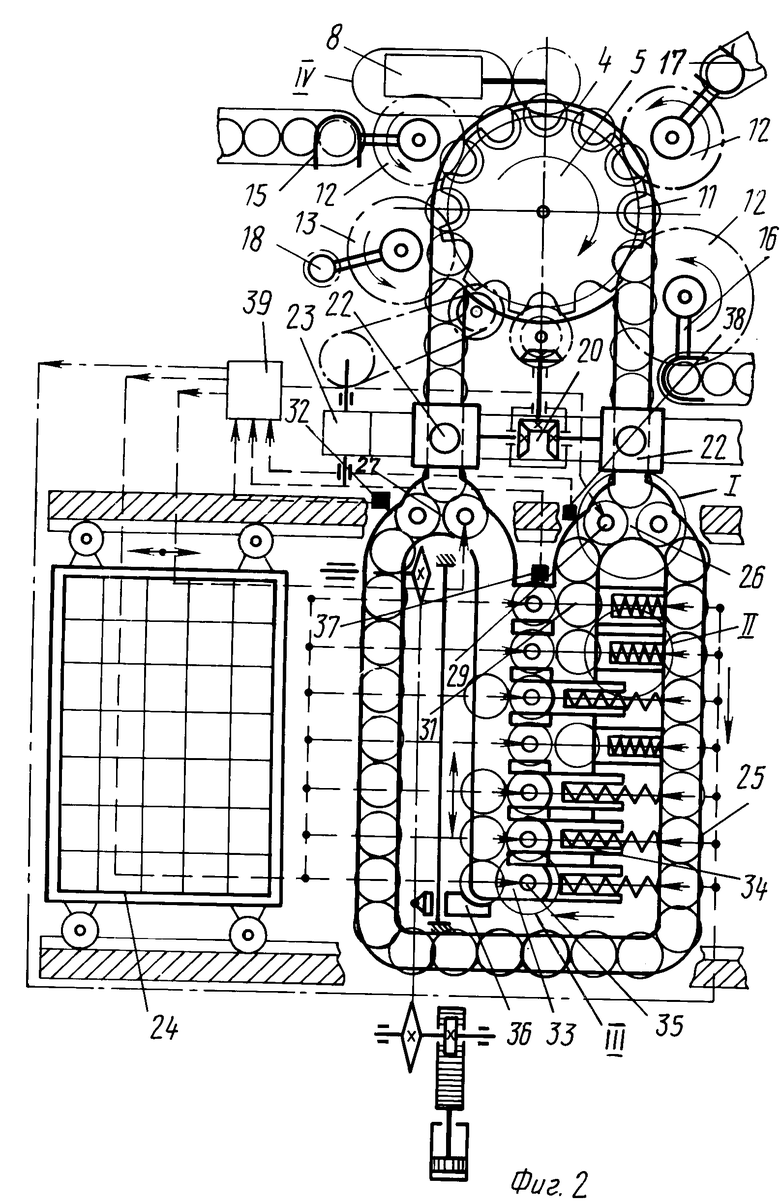
На фиг.1 изображен состав, сформированный из используемых спутников; на фиг. 2 структурная схема транспортной системы (вид в плане); на фиг.3 кинематическая схема транспортной системы (вид сбоку); на фиг.4 схематичное изображение выходной приводной стрелки; на фиг.5 схематическое изображение одного из сортировочных приводных толкателей; на фиг.6 схематическое изображение одного из штыревых механизмов фиксации спутников; на фиг.7 структурная схема привода прерывистого вращения переставляющей звездочки.
Предлагаемая транспортная система выполнена оснащаемой спутниками 1 со стыковочным отверстием 2 на полозковой базирующей поверхности 3, приспособленными под сформировывание составов. Транспортная система содержит замкнутый направляющий контур 4 с прямолинейными и дугообразными участками. Кроме этого, транспортная система снабжена по меньшей мере одним приводным зубчатым диском 5.
Впадины между зубьями указанного диска 5 сформированы с обеспечением образования ими гнезд под спутники 1. С включением храпового механизма 6 и связанного с ним приводного вала 7 осуществлено компонование оснащающего транспортную систему привода 8 прерывистого вращения для подачи приводного воздействия на входящие в основную кинематическую цепь гнезда под спутники 1. Основная кинематическая цепь использована для компоновки основной части кинематической схемы транспортной системы. От привода 8 дополнительно ответвлена вспомогательная кинематическая цепь для задействования обслуживающих механизмов автоматической линии. Эта цепь образована дополнительным храповым механизмом 9 и связанной с ней передаточной двухвенцовой шестерней 10. Один из венцов 11 этой шестерни 10 связан посредством трех кинематических звеньев 12 и посредством одного звена 13 с передаточными механизмами 14. В качестве основы указанных механизмов 14 употреблены преобразующие элементы типа "Мальтийский крест". Кинематические звенья 12, 13 выведены к участку, соседствующему с зоной окружения приводного зубчатого диска 5. В этой зоне вокруг зубчатого диска 5 размещены посты обработки с вспомогательными обрабатывающими приспособлениями 15, 16, 17, 18.
В качестве вспомогательного обрабатывающего приспособления 15 установлено средство для подачи в спутники 1 крышек для затаренных коробок с производимой в автоматической линии продукцией.
В качестве вспомогательного обрабатывающего приспособления 16 установлено средство для подачи в спутники тарных коробок. Приспособления 15, 16 укомплектованы магазинами (не обозначены) крышек и коробок.
В качестве вспомогательного обрабатывающего приспособления 17 установлено средство для изъятия из спутников 1 обработанных затаренных коробок с произведенной продукцией. В качестве вспомогательного обрабатывающего приспособления 18 установлено средство для укладки в коробки этикеток. Приспособление 18 укомплектовано магазином (не показан) этикеток. Кинематические звенья 12 подсоединены к обрабатывающим приспособлениям 15, 16, 17. Кинематическое звено 13 подсоединено к обрабатывающему приспособлению 18. В зоне окружения приводного диска размещено также средство (не обозначено) для подачи спутников. Указанное средство образовано столом для размещения запаса спутников 1, подлежащих ручной вставке в гнезда диска 5. Соосным венцу 11 в двухвенцовой шестерне 10 предусмотрен венец 19. Этот второй венец 19 выполнен как ведущий элемент еще одной дополнительной кинематической цепи. Для этого венец 19 связан с кинематическими звеньями 20. Упомянутая связь осуществлена посредством введенных в кинематическую цепь кулачковых передаточных органов 21. Кинематические звенья 20 выведены к участку, соседствующему с зоной примыкания к приводному зубчатому диску 5, выделенной возле направляющего контура 4. В этой зоне, в соседстве с зубчатым диском 5, размещены посты обработки с несколькими обрабатывающими приспособлениями 22.
В качестве обрабатывающих приспособлений 22 установлены вырубные штампы для формирования из вспомогательного материала (типа бумажной полосы) комплектующих изделий (типа прослаивательных прокладок) под производимую в линии продукцию. Обрабатывающие приспособления 22 установлены в единый ручей. При этом они укомплектованы общим подающим механизмом 23 для питания линий разбираемым вспомогательным материалом. В транспортную систему включено также подающее средство 24 для организации требуемого материалопотока из основного расходного материала, перетекающего в нерегулярный ручей способных к учету, как поступающие, сырьевых заготовок. (В потоке могут присутствовать потенциально бракованные заготовки).
Для обеспечения отвода резерва спутников 1, не ожидающих приема изделий из-за неприхода заготовок, предусмотрено оснащение транспортной системы выделенной на направляющем контуре 4 обходной запасной веткой 25. Транспортная система снабжена также входной и выходной переводными стрелками 26, 27. Обходная запасная ветка 25 подсоединена своими входом и выходом к противолежащим прямолинейным участкам направляющего контура 4. В местах соединения установлены соответственно переводные стрелки 26, 27. Переводная стрелка 26 установлена как входная. Переводная стрелка 27 установлена как выходная. Каждая из стрелок выполнена в виде приводного коромысла 28. Для обеспечения возможности маневрирования в автоматической линии используемыми спутниками 1 предусмотрено оснащение транспортной системы штыревыми фиксаторами, составляющими необходимую базировочную оснастку. Необходимое число этих штыревых фиксаторов, а именно фиксаторы 29, 30, закреплено на концах каждого из коромысел 28, образующих стрелки 26, 27. Закрепление фиксаторов 29, 30 осуществлено с возможностью их поочередного размещения соответственно на прямолинейном участке и обходной ветке 25. Исключающая обходную ветку 25 часть направляющего контура 4 вычленена, как магистральная ("прямопроходная") ветка 31. Для обеспечения ведения диспетчерского слежения за прохождением спутниковых составов по направляющему контуру 4 предусмотрено оснащение транспортной системы датчиком 32 индикации заполнения интересующего участка поставленной на контроль ветки. В частности, датчик 32 индикации установлен на обходной ветке 25, а именно на ее концевом участке.
Для обеспечения обработки протекающего в линии спутникового составопотока предусмотрено оснащение транспортной системы сортировочным узлом (не обозначен). Сортировочный узел размещен на магистральной ветке 31. Он образован системой параллельных пропускных лучевых полос 33. В сортировочный узел включены забазированные соответственно указанным полосам 33 переформировывающие спутниковый состав маневровочные толкатели 34. Сортировочный узел скомпонован включающим входы, выходы и рабочие участки, вычлененные на каждой из пропускных полос 33. Переформировывающие маневровочные толкатели 34 установлены на входах сортировочного узла. Необходимое число штыревых фиксаторов базировочной оснастки, а именно фиксаторы 35, установлено на рабочих участках. Для обеспечения бесперебойности прохождения спутникового составопотока через сортировочный узел предусмотрено оснащение транспортной системы устройством 36 для отвода спутников 1. Упомянутое устройство 36 выполнено в виде упора, установленного с возможностью одновременного общего перемещения сформированного после завершения технологических маневров переформированного состава спутников 1 посредством воздействия на крайний из них.
В частности, устройство 36 для отвода спутников 1 установлено на выходах сортировочного узла. Рабочие участки сортировочного узла сопряжены с постами обработки (не обозначены) для преобразования в желаемую продукцию сырьевых заготовок, поступающих нерегулярным ручьем из организованного подающим средством материалопотока основного расходного материала. На постах обработки размещены основные обрабатывающие приспособления, в частности вырубные штампы (не показаны), для высечки из сырьевых заготовок образующих продукцию изделий. Магистральная ветка 31 оснащена установленным на ее отправном участке датчиком 37 индикации эшелонопереполнения ее емкости запущенными спутниками. Аналогичные датчики 38 смонтированы на приемных участках входов сортировочного узла, располагаемых на пропускных полосах 33. Датчики 37, 38 подключены к блоку 39 управления (в частности, стрелками 26, 27, маневровочными толкателями 34 и штыревыми фиксаторами 35). К блоку 39 управления подключен также упомянутый ранее датчик 32. Привод 8 прерывистого вращения зубчатого диска 5 выполнен в виде зубчатого колеса 40, двух зубчатых реек 41, 42 и пневмо- и гидроцилиндров 43, 44 и 45, 46. Зубчатое колесо 40 установлено между зубчатыми рейками 41, 42 с возможностью одновременного взаимодействия с последними.
Одна из реек, в частности рейка 41, установлена как приводная. Другая рейка, а именно рейка 42, установлена как тормозная. Концы одной из реек 41 приводной, связаны со штоками оппозитно расположенных пневмоцилиндров 43, 44. Концы другой зубчатой рейки 42 тормозной, связаны со штоками оппозитно расположенных гидроцилиндров 45, 46. Зубчатое колесо 40 связано с приводным валом 7, на котором помещены храповые механизмы 6,9. Посредством храпового механизма 6 на валу 7 обеспечено связывание зубчатого колеса 40 с приводным зубчатым диском 5.
Предлагаемая транспортная система работает следующим образом. Для введения в действие привода 8 производят попеременно подачу воздуха в пневмоцилиндры 44, 43. В частности, при отключенном цилиндре 43 производят подачу воздуха в пневмоцилиндр 44. Этот пневмоцилиндр 44 принуждает приводную рейку 44 к совершению откатного поступательного перемещения. Откатываемая рейка 41 заставляет зубчатое колесо 40 совершать вращательное движение. Вращаемое колесо 40 приневоливает к совершению тормозной рейкой 42 накатного поступательного противоперемещения. Энергию воспринятого накатного противоперемещения рейка 42 рассеивает в тормозном гидроцилиндре 46 наката. Противоположный тормозной гидроцилиндр 45 наката пребывает в этот момент в пассивной фазе бездействия и работает как приемная емкость слива тормозной жидкости. В активно работающем тормозном гидроцилиндре 46 происходит выдавливание поршнем жидкостного тормозного тела в сливную магистраль. В сливной магистрали имеет место перед сбросом в гидроцилиндр 45 прохождение тормозного жидкостного тела через дроссели и обратные клапаны. Дроссели производят отнятие от воспринятой тормозным телом энергии отката избыточной части, фиксируемой, как энергия снятия наката, и претерпевающей рассеивание за пределы привода в форме потока тепла.
Настройкой дросселей обеспечивают регулировку наката, а следовательно ускорения и замедления отката и плавности хода привода 8.
На последующей фазе цикла действия привода 8 происходит подача воздуха в противостоящий приводной пневмоцилиндр 43. При этом все звенья и элементы приводов срабатывают аналогичным образом. В конечном итоге привод 8 обеспечивает задание валу 7 прерывистого маятникового вращения. Размещенные на валу 7 храповые механизмы 6,9 преобразуют это прерывистое маятниковое вращение в одностороннее прерывистое вращение зубчатого диска 5 и двухвенцовой шестерни 10. Первые прерывистые движения привод 8 совершает как подготовительные. Перед началом подготовительного пуска привода 8 производят формирование из спутников 1 технологического порожнего состава, помещая их в гнезда диска 5. Далее транспортную систему принуждают к началу действования по реализации подготовительного цикла работы. Приходящий в движение диск 5 заводит порожний состав на направляющий контур 4. При этом диск 5 обеспечивает холостую прогонку состава через бездействующий пост обработки с лишенным запитывания вспомогательным обрабатывающим приспособлением 22. Стрелка 26 пропускает порожний состав на магистральную ветку 31.
Состав совершает по этой ветке 31 холостое прогонное перемещение. При этом состав проходит в холостом загонном режиме через сортировочный узел, в котором на этот момент пребывают в бездействии посты обработки с основными обрабатывающими приспособлениями. Сортировочный узел производит бесцелевое технологическое переформирование состава. Вхолостую переформированный состав попадает из сортировочного узла к устройству 36 для отвода спутников. Это устройство 36 выводит состав из магистральной ветки 31 и подводит его к стрелке 27. Стрелка 27 выпускает состав из магистральной ветки 31, предоставляя ему свободу к проходу через еще один вхолостую действующий пост обработки с лишенным запитывания вспомогательным обрабатывающим приспособлением 22.
Уходя от обрабатывающего приспособления 22, состав попадает на прямолинейный возвратный участок направляющего контура 4. На конечной фазе срабатывания устройство 36 обеспечивает приход состава на закольцовывающий дугообразный участок контура 4. При этом состав попадает снова на зубчатый диск 5. Зубчатый диск 5 подхватывает состав для совершения его повторного перемещения. Состав поступает на бездействующий пост обработки, включающий вспомогательное обрабатывающее приспособление 18. Указанное приспособление 18 срабатывает вхолостую из-за наличия блокированности отсекателя у комплектующего его магазина при осуществлении подготовительного цикла работы транспортной системы. Фаза следующего за этим прохождения составом вспомогательного обрабатывающего приспособления 15 предзавершает подготовительный цикл действия транспортной системы.
Указанное приспособление 15 срабатывает вхолостую из-за наличия блокированности отсекателя у комплектующего магазина. После этого транспортная система начинает действовать в окончательно завершающей фазе подготовительного цикла. Зубчатый диск 5 подает состав к вспомогательному обрабатывающему приспособлению 17. Указанное приспособление срабатывает вхолостую из-за наличия незагруженности спутников 1 тарными коробками. После этого транспортная система вступает в действие в отправной фазе исходного штатного цикла. Зубчатый диск подает состав в отправной сектор околодисковой окружной зоны. В этом отправном секторе состав попадает к посту обработки с вспомогательным обрабатывающим приспособлением 15 и начинает после него совершать регламентированный технологический маршрут. У комплектующего приспособление 16 магазина прекращает быть блокированным отсекатель. В результате приспособление 16 начинает действовать в активном цикле и производить загружающую подачу в спутники 1 тарных коробок. Разблокировку упомянутого отсекателя в нужный момент обеспечивает действующий блок 32 управления. С момента разблокировки отсекателя привод 8 вступает в совершение первого прерывистого производственного перемещения. Состав загруженных тарными коробками спутников начинает пульсирующее продвижение по магистральной ветке направляющего контура 4.
При этом состав проходит через начавшее получать штатное запитывание вспомогательное обрабатывающее приспособление 22. Указанное приспособление 22 формирует из запитывающего его вспомогательного материала комплектующие детали, в частности донные упаковочные прокладки. Запитывание обрабатывающего приспособления 22 осуществляет подающий механизм 23, начинающий отбирать по команде блока 39 управления мощность (вводимым в действие кинематическим звеном 20) от привода 8. Связь кинематического звена с приводом 8 происходит через кулачковый передаточный орган 21. Одновременно со срабатыванием под действием кинематического звена обрабатывающего приспособления 22, расположенного в секторе ухода состава от зубчатого диска 5, происходит параллельное бесцелевое срабатывание такого же обрабатывающего приспособления, расположенного в секторе возврата состава к этому же диску 5. Бесцелевое формирование комплектующей детали происходит только один раз за весь штатный цикл работы транспортной системы.
Не находящие употребления комплектующие детали попадают с тылового обрабатывающего приспособления в отходы. Прошедший головное обрабатывающее приспособление 22 состав уносит получившие оснащение данными прокладками тарные коробки к входной переводной стрелке 26. Стрелка 26 направляет состав на магистральную ветку 31. По магистральной ветке 31 состав подходит к сортировочному узлу. Сортировочный узел располагает спутники 1 поданного состава соответственно пропускным полосам 33. После этого приходят в действие маневровочные толкатели 34. Упомянутые толкатели производят разбор головного сегмента поданного состава на обособленные спутники 1. Отобранные спутники толкатели 34 подают с входов сортировочного узла на штыревые фиксаторы 35 рабочих участков. Срабатывание толкателей 34 приводит к освобождению входов сортировочного узла и подготовке его к принятию спутников 1, следующих за головным сегментом состава. До этого времени, пока толкатели 34 не завели на полосы 33 очередные грузоединицы из послеголовных сегментов состава, и пока не стало отмеченным формирование на полосах 33 спутниковых обрабатывающих потоков, происходит жесткое центрование фиксаторами 35 спутников 1 на рабочих участках. Центровочные маневры обеспечивает контактирование фиксаторов 35 со стыковочными отверстиями 2 на базирующих поверхностях 3 спутников 1.
На рабочих участках происходит позиционирование спутников 1 относительно постов обработки с основными обрабатывающими приспособлениями. Обслуживающее эти основные приспособления подающее средство 24 организует поток доставки к ним материалопотока из основного расходного материала, формирующего нерегулярный ручей способных к учету, как принятые, сырьевых заготовок. В случае поступления к какому-либо обрабатывающему приспособлению заготовки, обладающие признаками возможности ее принятия для изготовления годной продукции, происходит выдача в соответствующий спутник 1 целевого изделия. Изделие попадает на донную прокладку тарной коробки и формирует в ней первый подошвенный слой стопы продуктовых изделий. Датчики 38 следят за обеспечением непоступления от маневровочных толкателей 34 на соответствующие полосы спутников 1 от следующих послеголовных сегментов состава, блокируя срабатывание упомянутых толкателей 34 до тех пор, пока в тарных коробках не произойдет формирование полной стопы продуктовых изделий, вплоть до вершинного слоя. При подаче датчиками 38 сигналов о завершении заполнения каких-то из тарных коробок и окончании необходимости продолжать базирование соответствующего спутника, происходит вырабатывание блоком 39 управления команды на выключение соответствующего штыревого фиксатора 35. Параллельно блок 39 управления подает команду на разрешения соответствующему маневровочному толкателю 34 произвести подачу на разблокированную полосу 33 ожидавшего очередь прохождения на обработку спутника из следующего переформировываемого сегмента поступившего порожнего состава.
Срабатывающие толкатели 34 посылают забираемые со входов сортировочного узла свежие спутники 1 с незаполненными тарными коробками (к рабочим участкам) на стыкование с обработанными спутниками 1. В момент стыкования указанных спутников 1 происходит образование коротких спутниковых эшелонов, поступающих своими головными частями к выходам сортировочного узла. Перемещаемые эшелоны обеспечивают вывод головных обработанных спутников из сортировочного узла и установку их на продолжение магистральной ветки 31. Одновременно перемещаемые эшелоны обеспечивают замещение тыловыми спутниками 1 головных спутников 1 и занятие последними освобождаемых рабочих участков. Вытесненные из сортировочного узла головные грузовые единицы эшелонов попадают к расположенным на продолжении магистральной ветки 31 упорному устройству 36 для отвода спутников 1. Эти грузовые единицы образуют переформированный из порожнего состава грузовой состав.
Момент завершения переформировочных маневров регистрирует блок 39 управления, осуществляющий прием диспетчерских сигналов датчиков 37 индикации эшелонопереполнения пропускных полос. Учет идентифицируемого момента действующим блоком 39 происходит по засечке обнаружения первого же факта заполнения емкости тары в любом из хвостовых спутников 1 одного из эшелонов на какой-либо полосе 33 (т.е. возможности переполнения тарной емкости). Сразу же блок 39 учитывает число несрабатываний маневровочных толкателей 34 по головным спутникам обрабатываемых эшелонов и предстоящую неполноту переформированного грузового состава. Завершение переформировывательных маневров приводит к такой ситуации, когда головные спутники поданного порожнего состава претерпевают перепозиционирования для составления хвостовой части ожидаемого грузового состава. После засечки момента необходимости приостановки маневровочных манипуляций в сортировочном узле происходит подача блоком 39 команды на приведение в действие упорного устройства 36. Указанное устройство 36 собирает выведенные из выходов сортировочного узла заполненные спутники 1 в грузовой состав. Дальнейшим ходом устройства 36 происходит подача грузового состава к выходной стрелке 27.
Выходная стрелка 27 пропускает грузовой состав из магистральной ветки 34 на возвратный участок прибытия, вычлененный на контуре 4. После возврата устройства 36 на некоторую позицию происходит подача блоком 39 команды на прекращение приостановки работы сортировочного узла и вывода из него соответствующего заполненного спутника 1, которым была создана необходимость отправки образованного до этого грузового состава (т.е. необходимость проведения новых составообразовательных маневров). При выводе указанного спутника 1 из сортировочного узла происходит заведение соответствующим толкателем 39 новой спутникоцентрованной тарной единицы на претерпевшую освобождение полосу 33. Сортировочный узел начинает продолжать свою работу независимо от дальнейшего продвижения отправленного от него грузового состава. Отправленный состав, пройдя стрелку 27, перемещает спутники 1 через обрабатывающий пост с вспомогательным обрабатывающим приспособлением 22. Это обрабатывающее приспособление 22 подает в спутники 1 вершинные прокладки для заполняющих тарные коробки стоп продукции. Далее грузовой состав может быть вовлечен в следующий грузовой цикл для помещения в тарные коробки дополнительных слоеобразующих стоп изделий. В этом случае блок 39 управления переводит на срабатывание в холостом режиме вспомогательных обрабатывающих приспособлений 18, 15, 17, 16, а также вспомогательного обрабатывающего приспособления 22 на отправном участке направляющего контура.
В случае, если производственной задачей установлено изготовление одностопных упаковок, предпринимают программирование блока 39 управления на переключение в последующие моменты упомянутых обрабатывающих приспособлений 18, 15, 17, 16 на штатные режимы работы. В этом случае, обрабатывающее приспособление 18 подает в спутники 1 этикетки, обрабатывающее приспособление 15 подает в спутники 1 тарные крышки, а обрабатывающее приспособление 17 изымает из спутников 1 окончательно собранные упаковки. Обрабатывающее средство 16 снабжает затем ставшие порожними спутники 1 свежими коробками. Включенное в штатный режим работы отправное обрабатывающее приспособление 22 подает в спутники 1 донные упаковочные прокладки.
В итоге, по обоим вариантам ведения производственного процесса (однослоевая сборка, многослоевая сборка) имеет место возврат к входной стрелке 26 совершивших транспортный оборот спутников 1, либо порожних, либо частично загруженных и образующих оборотный состав. Перед введением в действие входной стрелки 26 происходит запрос блоком 39 управления диспетчерского информационного сигнала от датчика 28 о состоянии дел с приближенностью емкости магистральной ветки 31 к порогу ее переполнения. При наличии ситуации приближения к пороговой величине пропускной способности магистральной ветки 31 происходит подача блоком 39 управления команды на временное перенаправление головного сегмента оборотного состава на запасную ветку 25. На этой ветке 25 происходит образование отведенными транспортными единицами нерабочего заглушенного состава. В допороговых ситуациях подача этого сегмента оборотного состава происходит на начало магистральной ветки 31. Здесь происходит пристыковывание головного сегмента оборотного состава к хвостовому сегменту первоначального порожнего состава. Это обеспечивает продолжение бесперебойного питания сортировочного узла магистральной ветки 31 необходимыми транспортными единицами.
Отмечаемую в последствии убыль спутников 1 из магистральной ветки 31 на запаеную ветку 25 компенсируют дополнительной подачей на направляющий контур 4 задепонированных резервных транспортных единиц. Эти единицы образовывают спутники 1, временно сохраняемые в штатном комплекте резервного депо. Перманентно возникающая необходимость переключения запасной ветки 25 на работу на прием приводит, в определенное время, к исчерпанию ее емкости. Диспетчерский датчик 32 засекает этот момент. При получении соответствующего датчикового сигнала происходит формирование блоком 39 команды на выведение из действия всех основных и превуалирующей части вспомогательных обрабатывающих средств 15, 16, 18, 22. Вспомогательное обрабатывающее средство 17 получает команду на продолжение штатного действия. Выходная стрелка 27 получает команду на разрешение выпуска накопленного нерабочего заглушенного состава из запасной ветки 25 на участок прибытия направляющего контура 4. Подачу нерабочего состава на этот участок производят путем ручного бесприводного толкания. Спутники 1 подавляемого заглушенного нерабочего состава подхватывает зубчатый диск 5. Эти спутники 1 он транспортирует к вспомогательному обрабатывающему приспособлению 17. Обрабатывающее приспособление 17 отводит эти спутники на пост ручной сортировки и разборки (не обозначен) перед их возвращением в резервное депо.
Техническим преимуществом предлагаемой транспортной системы по сравнению с прототипом является обладание расширенными функциональными возможностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ПРОКЛАДОК | 1991 |
|
RU2035293C1 |
| ЗАХВАТ ДЛЯ ИЗДЕЛИЙ С ОТВЕРСТИЕМ | 1992 |
|
RU2045377C1 |
| ГЕРМЕТИЗАЦИОННЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ЭКИПИРОВАННЫХ ФИЛЬТР-ЭЛЕМЕНТАМИ КОРПУСОВ СЕКЦИЙ ФИЛЬТРУЮЩИХ КОРОБОК | 1992 |
|
RU2045357C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ВОЛОКНИСТЫХ МАТЕРИАЛОВ В ПОЛИЭТИЛЕНОВУЮ ПЛЕНКУ | 1991 |
|
RU2102294C1 |
| УСТРОЙСТВО ДЛЯ ТРЕНИРОВКИ ГРЕБЦОВ | 1991 |
|
RU2046619C1 |
| УСТРОЙСТВО ДЛЯ ОБЕЗЗОЛИВАНИЯ ПРОИЗВЕДЕННОГО АКТИВИРОВАННОГО УГЛЯ И ЭКСТРАКЦИИ ИЗ НЕГО ОТРАБОТАННОГО ХИМИЧЕСКОГО АКТИВАТОРА | 1990 |
|
RU2039584C1 |
| УСТРОЙСТВО ДЛЯ ВИЗУАЛЬНОЙ БРАКОВКИ ПОЛОТНИЩЕОБРАЗНОГО МАТЕРИАЛА | 1991 |
|
RU2024664C1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1991 |
|
RU2023566C1 |
| ТЕРМОПРЕССОВАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЛИЦЕВЫХ ЧАСТЕЙ ЗАЩИТНЫХ МАСОК РАЗОВОГО ИСПОЛЬЗОВАНИЯ | 1992 |
|
RU2021139C1 |






Использование: машиностроение, в частности транспортные системы в станочных линиях для перемещения деталей. Сущность изобретения: направляющий контур транспортной системы оснащен обходной веткой, подсоединенной к нему посредством входной и выходной стрелок. На указанной ветке смонтирован датчик индикации ее заполнения. Прямая ветка направляющего контура оснащена сортировочным узлом, образованным обрабатывающими магистралями. Привод переставляющей звездочки образован двухсторонней зубчато реечной передачей. 7 ил.
ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ СПУТНИКОВОГО ТИПА, содержащая замкнутый направляющий контур для перемещения спутников с прямолинейными и дугообразными участками, по меньшей мере один приводной зубчатый диск, впадины между зубьями которого образуют гнезда под спутники, привод прерывистого вращения зубчатого диска, включающий храповый механизм с приводным валом, средство для подачи спутников, устройство для отвода спутников, выполненное в виде упора, установленного с возможностью одновременного перемещения сформированного состава спутников посредством воздействия на крайний из них, датчик индикации заполнения участка ветки транспортной системы и штыревые фиксаторы, отличающаяся тем, что она снабжена обходной запасной веткой для отвода резерва спутников, входной и выходной переводными стрелками, сортировочным узлом с переформировывающими маневровочными толкателями, включающим входы, выходы и рабочие участки с постами обработки с обрабатываемыми приспособлениями, при этом обходная запасная ветка подсоединена своими входом и выходом к противолежащим прямолинейным участкам направляющего контура, а в местах соединения установлены соответственно входная и выходная переводные стрелки, каждая из которых выполнена в виде приводного коромысла с закрепленными на его концах с возможностью поочередного размещения соответственно на прямолинейном участке и обходной ветке штыревыми фиксаторами, причем переформировывающие маневровочные толкатели установлены на входах сортировочного узла, штыревые фиксаторы на рабочих участках, а устройства для отвода спутников на выходах сортировочного узла, кроме того, посты обработки с обрабатывающими приспособлениями и средство для подачи спутников размещены вокруг приводного зубчатого диска, а датчик индикации заполнения установлен на обходной ветке, при этом привод прерывистого вращения зубчатого диска выполнен в виде пневмо- и гидроцилиндров, двух зубчатых реек и зубчатого колеса, установленного между рейками с возможностью одновременного взаимодействия с последними, причем концы одной из зубчатый реек, приводной, связаны с штоками оппозитно расположенных пневмоцилиндров, концы другой зубчатой рейки, тормозной, связаны с штоками оппозитно расположенных гидроцилиндров, а зубчатое колесо связано с упомянутым приводным валом посредством храпового механизма.
| Роторно-конвейерная линия | 1985 |
|
SU1261770A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
