Изобретение относится к автоматизации химических производств и может быть использовано в промышленности по производству минеральных удобрений и в химической промышленности в производстве азотной кислоты.
Известен способ автоматического управления процессом низкотемпературной каталитической очистки хвостовых газов от оксидов азота на установке, включающей последовательно соединенные абсорбционную колонну и реактор каталитической очистки, согласно которому измеряют расход нитрозного газа и его температуру, содержание оксидов азота в отходящих из реактора газах, по температуре среды в абсорбционной колонне рассчитывают содержание оксидов азота в выходящем из колонны и поступающем в реактор газе и соответственно подачу аммиака, по температуре в реакторе и объемной скорости газа в нем рассчитывают степень очистки газов в реакторе и оптимальное содержание оксидов азота в отходящих из реактора хвостовых газах и по отклонению в них содержания оксидов азота от расчетного значения корректируют подачу аммиака в реактор.
Недостатком способа является низкая точность регулирования.
Это объясняется тем, что содержание оксидов азота в хвостовых газах, подаваемых в раствор каталитической очистки, зависит от нагрузки на установку, при этом система управления, обладая большим временем запаздывания по отработке внешних возмущений (объемы абсорбера, газового теплообменника и реактора, длина трубопроводов), не успевает с заданной точностью отследить изменение нагрузки, ввиду чего дозирование аммиака в реактор не всегда точно соответствует требуемому количеству. Это приводит к тому, что в выбросах в атмосферу периодически преобладают либо оксиды азота, либо аммиак. Кроме того, система не учитывает степень риска при превышении норм выброса аммиака или оксидов азота. Даже при поддержании суммарного количества выбросов на одном уровне, увеличение доли оксидов азота при соответствующем уменьшении доли аммиака приводит к ухудшению экологической обстановки. То есть риск проскока оксидов азота необходимо снизить по сравнению с риском проскока аммиака.
С другой стороны, стремление снизить до нуля вероятность проскока оксидов азота приводит к необоснованно избыточной дозировке аммиака, что приводит к его перерасходу.
Цель изобретения - снижение расхода аммиака и количества вредных газовых выбросов.
Поставленная цель достигается тем, что в способе управления путем вычисления степени очисти газов в реакторе по измеренным значениям температуры в реакторе и расхода нитрозных газов в абсорбционную колонну, вычисления величины содержания оксидов азота в газе на выходе абсорбционной колонны в зависимости от температуры среды в абсорбционной колонне, расчета оптимального содержания оксида азота в отходящих из реактора хвостовых газах по вычисленным значениям степени очистки газов в реакторе и содержания оксидов азота в газе на выходе абсорбционной колонны, сравнения рассчитанного оптимального содержания оксидов азота в отходящих из реактора хвостовых газах с измеренным значением и регулирования подачи аммиака в реактор в зависимости от полученной величины отклонения дополнительно измеряют содержание аммиака в отходящих из реактора хвостовых газах, величину содержания оксидов азота в газе на выходе абсорбционной колонны вычисляют также в зависимости от расхода нитрозных газов в абсорбционную колонну, сравнивают измеренное значение содержания аммиака в отходящих из реактора хвостовых газах с заданным регламентным значением с последующим определением величины отклонения, а регулирование подачи аммиака в реактор осуществляют в зависимости от этой полученной величины отклонения, рассчитанного оптимального содержания оксидов азота в отходящих из реактора хвостовых газах и расхода нитрозных газов в абсорбционную колонну.
Количество оксидов азота в хвостовых газах, сбрасываемых в атмосферу, зависит от степени очистки α в реакторе (обычно 94-97%), а также от количества β (в процентах) оксидов азота в поступающем в реактор из абсорбционной колонны газовом потоке, то есть на выходе абсорбционной колонны.
Важным фактором, влияющим на содержание β оксидов азота в поступающем в реактор газе, является эффективность работы абсорбционной колонны. Ввиду того, что при растворении оксидов азота выделяется тепло, эффективность работы колонны определяется температурой процесса, то есть интенсивностью выделения и отвода тепла.
Обычно тепло, выделяющееся в результате реакции в абсорбционной колонне, отводят захоложенный водой, подаваемой в змеевики, расположенные на тарелках колонны.
В промышленных условиях получение захоложенной воды ограничено, при этом снижение нагрузки установки по газовой фазе приводит к снижению интенсивности тепловыделения, снижению содержания оксидов азота в хвостовых газах. Кроме того, снижение нагрузки установки по газовой фазе даже при неизменной температуре приводит к дополнительному снижению содержания в хвостовых газах оксидов азота за счет относительного увеличения орошения.
Для рабочего диапазона температур 20-40оС в абсорбционной колонне экспериментально была найдена зависимость содержания β оксидов азота в газе на выходе абсорбционной колонны от температуры в колонне и нагрузки γ установки:
β = 8,8.10-3.Т10,87 - 1,75.10-2.Т1.(1 - γ ) - 0,25 γ + 0,23 где β - содержание оксидов азота в газе на выходе абсорбционной колонны, об.%;
Т1 - температура в абсорбционной колонне, оС;
γ =  - относительная нагрузка установки;
- относительная нагрузка установки;
G - текущая нагрузка установки, нм3/ч;
Gм - максимальная нагрузка установки, нм3/ч.
Анализ результатов исследований по низкотемпературной очистке нитрозных газов от оксидов азота показывает, что степень α очистки подчиняется зависимости:
α= Q.10-3(0,37.10-2Т2 - 1,98) + 0,25.10-2.Т2 + +100,2, где Q - объемная скорость газов в слое катализатора реактора каталитической очистки, ч-1;
Т2 - температура в реакторе, оС.
Ввиду того, что объемная скорость газов в слое катализатора определяется объемом Uр слоя катализатора в реакторе и нагрузкой G установки по газовой фазе, степень α очистки в реакторе можно выразить зависимостью:
α =  · 10-3(0,37·10-2·T2-1,98)+0,25·10-2·T2+100,2 и рассчетное содержание оксидов азота в сбрасываемых в атмосферу хвостовых газах будет
· 10-3(0,37·10-2·T2-1,98)+0,25·10-2·T2+100,2 и рассчетное содержание оксидов азота в сбрасываемых в атмосферу хвостовых газах будет
[NOx]расч=  · β
· β
Одновременное измерение в хвостовых газах аммиака и оксидов азота и корректирование подачи аммиака по разности отклонений (с учетом весовых коэффициентов) измеренных значений от расчетных позволяет минимизировать вредное воздействие газовых выбросов на окружающую среду, так как воздействие оксидов азота и аммиака на окружающую среду неодинаково.
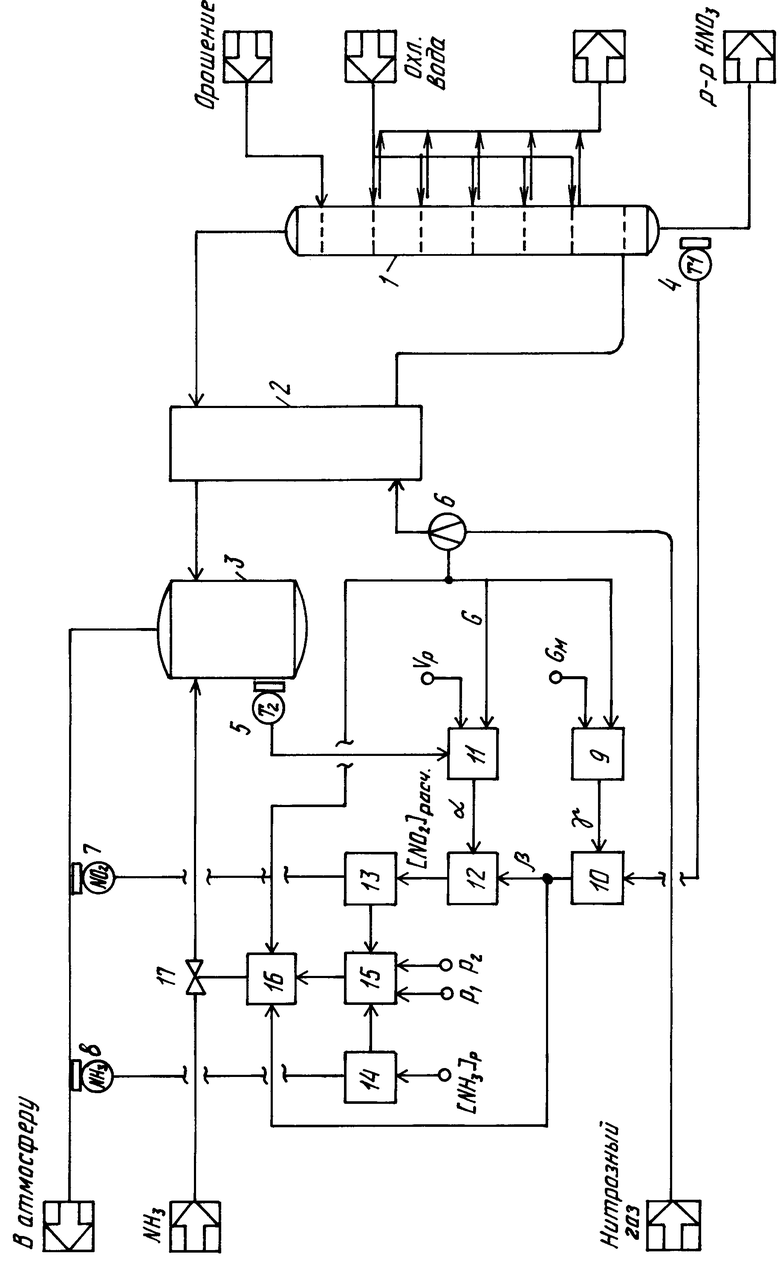
Схема реализации способа представлена на чертеже.
Установка состоит из абсорбционной колонны 1, газового теплообменника 2 и реактора 3 каталитической очистки. Схема включает датчики 4 и 5 температуры соответственно в колонне 1 и реакторе 3, датчик 6 расхода G нитрозных газов (нагрузки) в колонну 1, датчик 7 содержания оксидов азота и датчик 8 содержания аммиака в отходящих из реактора 3 хвостовых газах, блок 9 расчета относительной нагрузки, блок 10 расчета содержания оксидов азота в газе на выходе колонны 1, блок 11 расчета степени очистки газов от оксидов азота в реакторе 3, блок 12 расчета содержания оксидов азота в выходящих из реактора 3 хвостовых газах, блок 13 расчета отклонения измеренного содержания в хвостовых газах оксидов азота от расчетной величины, блок 14 расчета отклонения содержания и измеренного значения содержания аммиака в отходящих из реактора хвостовых газах от заданного значения, блок 15 коррекции, блок 16 расчета расхода аммиака и клапан 17 подачи аммиака в реактор 3.
Схема работает следующим образом.
Нитрозный газ, расход которого измеряют датчиком 6, при температуре 250-400оС подают в газовый теплообменник 2. Охлажденный до 60-80оС нитрозный газ поступает в нижнюю часть колонны 1, в верхнюю часть которой подают орошение для абсорбции диоксидов азота. Температуру в колонне 1 поддерживают в пределах 20-40оС подачей захоложенной воды в змеевики, расположенные на тарелках колонны 1. Температуру в колонне 1 замеряют датчиком 4, и соответствующий сигнал Т1 заводят в блок 10 расчета содержания оксидов азота в газе на выходе из колонны 1.
Сигнал G расхода газа поступает в блок 9, куда заведен также постоянный сигнал Gм, соответствующий максимальной нагрузке установки. Блок 9 вырабатывает сигнал γ= G/Gм относительной нагрузки установки, который также, как и сигнал Т1 поступает в блок 10.
Выходной сигнал β блока 10 представляет собой расчетную величину содержания оксидов азота в выходящем из колонны 1 газе, которая находится согласно зависимости:
β = 8,8.10-3.Т10,87 - 1,75.10-2.Т1(1 - γ) - 0,25 γ + 0,23
Выходящий из колонны 1 нитрозный газ поступает в газовый теплообменник 2, где за счет противотока нагревается поступающим в колонну 1 газом до 200-350оС и далее поступает в реактор 3 каталитической очистки. В реактор 3 через клапан 17 дозируют аммиак, при этом присутствующие в нитрозном газе оксиды азота восстанавливаются аммиаком до молекулярного азота.
Температуру в реакторе 3 замеряют датчиком 5 и соответствующий сигнал Т2 заводят в блок 11 расчета степени очистки газов от оксидов азота в реакторе 3, куда поступает также сигнал G от датчика 6 и постоянный сигнал Uр, соответствующий объему слоя катализатора реактора 3.
Выходной сигнал α блока 11, представляющий собой степень очистки (%) газов от оксидов азота в реакторе 3, формируется согласно зависимости:
α =  · 10-3(0,37·10-2·T2-1,98)+0,25·10-2·T2+100
· 10-3(0,37·10-2·T2-1,98)+0,25·10-2·T2+100
Сигнал α поступает в блок 12, который на основании зависимости [NOx] расч=  · β вырабатывает сигнал [NOx]расч. расчетной величины содержания оксидов азота в сбрасываемых в атмосферу хвостовых газах. Выходной сигнал [NOx]расч. блока 12 поступает на первый вход блока 13 расчета отклонения, на второй вход которого поступает сигнал [NOx] от датчика 7 содержания оксидов азота. Выходной сигнал Δ1 блока 13 представляет собой отклонение текущего значения содержания оксидов азота в хвостовых газах от расчетного значения:
· β вырабатывает сигнал [NOx]расч. расчетной величины содержания оксидов азота в сбрасываемых в атмосферу хвостовых газах. Выходной сигнал [NOx]расч. блока 12 поступает на первый вход блока 13 расчета отклонения, на второй вход которого поступает сигнал [NOx] от датчика 7 содержания оксидов азота. Выходной сигнал Δ1 блока 13 представляет собой отклонение текущего значения содержания оксидов азота в хвостовых газах от расчетного значения:
Δ1 = [NOx] - [NOx)расч.
Остаточное содержание аммиака в отходящих из реактора хвостовых газах замеряют датчиком 8, соответствующий сигнал [NH3] подают на второй вход блока 14 расчета отклонения, на первый вход которого поступает сигнал [NH3] р, соответствующий регламентной норме содержания аммиака в сбрасываемых в атмосферу хвостовых газах. Выходной сигнал Δ2 блока 14 представляет собой отклонение текущего значения содержания аммиака в хвостовых газах от регламентного значения:
Δ2 = [NH3] - [NH3]р.
Выходные сигналы Δ1 и Δ 2 блоков 13 и 14 соответственно заводят в блок 15 коррекции, который формирует разностный сигнал Δ отклонений с учетом весовых коэффициентов, характеризующих степень вреда для окружающей среды соответствующего компонента в газовых выбросах:
Δ= Р1. Δ 1 - Р2. Δ 2, где Р1 - весовой коэффициент для оксидов азота, Р2 - весовой коэффициент для аммиака.
Весовые коэффициенты Р1 и Р2 представляют собой постоянные для конкретной установки величины и вводятся в блок 15 посредством регулируемых задатчиков "Р1" и "Р2".
Выходной сигнал Δ блока 15 коррекции поступает на первый вход блока 16 расчета. На другие входы блока 16 поступают сигналы с датчиков 6 и блока 10. Выходной сигнал блока 16 управляет клапаном 17 подачи аммиака в реактор 3, реализуя зависимость:
Gам = (1,15 β + Δ ).10-2.G.
При повышении содержания в хвостовых газах оксидов азота сигнал [NOx] увеличивается, при этом увеличивается сигнал Δ1 = [NOx] - [NOx]расч. и соответственно увеличивается сигнал Δ = Р1 Δ 1 - Р2 Δ2, при этом увеличение сигнала Δ будет тем больше, чем больше вес Р1.
Повышение сигнала Δ приведет к увеличению выходного сигнала блока 16 и подача аммиака в реактор 3 согласно зависимости Gам =(1,15 β + Δ ).10-2.G увеличится.
При избыточной дозировке аммиака возможен случай, когда содержание аммиака [NH3] в хвостовых газах существенно увеличивается, при этом увеличивается сигнал
Δ2 = [NH3] - [NH3]р, а сигнал Δ уменьшается, что в конечном итоге приведет к снижению сигнала Gам подачи аммиака в реактор 3.
Таким образом осуществляется минимизация подачи аммиака и количества выбрасываемых в атмосферу вредных веществ, при этом в зависимости от степени вредности с большей точностью обрабатывается превышение по тому компоненту, степень вредности которого выше.
Пример расчета.
Осуществляют очистку нитрозных газов в количестве G = 22000 м3/ч на установке с максимальной производительностью Gм = =25000 м3/ч и реактором с катализатором объемом 2,5 м3.
Блок 9 рассчитывает относительную нагрузку установки γ = G/Gм = 22000/25000 = 0,88.
Температура в колонне 1 составляет 26оС.
Блок 10 формирует сигнал β содержания оксидов азота в выходящем из колонны 1 газе:
β = 8,8.10-3.260,87 - 1,75.10-2.26(1-0,88)- - 0,25.0,88 + 0,23 = 0,105 об.% и блок 16 соотношения выдает сигнал дозировки аммиака Gам = 1,15.0,105.10-2.22000 = 27 м3/ч.
Блок 11 формирует сигнал α степени очистки, учитывая, что температура в реакторе 3 равна 320оС
α =  · 10-3(0,37·10-2·320-1,98)+0,25·10-2·320+100,2 = 94%
· 10-3(0,37·10-2·320-1,98)+0,25·10-2·320+100,2 = 94%
Блок 12 на основании сигнала α из блока 11 и сигнала β из блока 10 рассчитывает содержание оксидов азота в газовом потоке после реактора:
[NOx]расч= β·  = 0,006 об.%
= 0,006 об.%
При установке весов Р1 = 30 по оксидам азота и Р2 = 10 по аммиаку отклонение текущего содержания оксидов азота на 0,001 об.% (с 0,006% до 0,007% ) приведет к такому же воздействию на подачу Gам аммиака, как и снижение содержания аммиака в хвостовых газах на 0,003% и составит
Δ= 30.0,001 = 0,03, при этом подача аммиака составит Gам = (1,15 β + Δ )10-2.G = = (1,15.0,105 + 0,03).10-2.22000 = 33 м3/ч и содержание оксидов азота в хвостовых газах снизится до исходной величины (0,006%).
Таким образом, осуществляется преимущественная минимизация по наиболее вредному компоненту, чем достигается существенное снижение вредного воздействия газовых выбросов на окружающую среду.
Способ может найти применение и для контроля за качеством катализатора: при одновременном превышении содержания оксидов азота расчетного значения и превышении содержания аммиака регламентной величины дается заключение о снижении активности катализатора и необходимости его замены, что также предотвращает проскок и выбросы в атмосферу вредных веществ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом очистки хвостовых газов от оксидов азота | 1989 |
|
SU1664740A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ, СПОСОБ МОДЕРНИЗАЦИИ | 2018 |
|
RU2749600C2 |
| СПОСОБ ИНТЕНСИФИКАЦИИ УСТАНОВОК ПО ПРОИЗВОДСТВУ НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ | 2013 |
|
RU2536949C1 |
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2001 |
|
RU2248936C2 |
| СПОСОБ МОДЕРНИЗАЦИИ УСТАНОВКИ ПО ПРОИЗВОДСТВУ АЗОТНОЙ КИСЛОТЫ С ПОВЫШЕНИЕМ ПРОИЗВОДИТЕЛЬНОСТИ | 2003 |
|
RU2253614C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2001 |
|
RU2203851C2 |
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ (ВАРИАНТЫ) И АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2009 |
|
RU2470856C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИДРОКСИЛАМИНСУЛЬФАТА | 2019 |
|
RU2717515C1 |
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2000 |
|
RU2174946C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТНОЙ КИСЛОТЫ | 2001 |
|
RU2241663C2 |
Использование: способ предназначен для управления процессом низкотемпературной каталитической очистки хвостовых нитрозных газов, относится к автоматизации химических производств и может быть использован в промышленности по производству минеральных удобрений и в химической промышленности в производстве азотной кислоты. Сущность изобретения в том, что в способе управления, осуществляемом путем вычисления степени очистки газов в реакторе по измеренным значениям температуры в реакторе и расхода нитрозных газов в абсорбционную колонну, вычисления величины содержания оксидов азота в газе на выходе абсорбционной колонны в зависимости от температуры среды в абсорбционной колонне, расчета оптимального содержания оксидов азота в отходящих их реактора хвостовых газов по вычисленным значениям степени очистки газов в реакторе и содержания оксидов азота в газе на выходе абсорбционной колонны, сравнения рассчитанного оптимального содержания оксидов азота и отходящих из реактора хвостовых газах с измеренным значением и регулирования подачи аммиака в реактор в зависимости от полученной величины отклонения, дополнительно измеряют содержание аммиака в отходящих из реактора хвостовых газах, вычисляют величину содержания оксидов азота в газе на выходе абсорбционной колонны также в зависимости от расхода нитрозных газов в абсорбционную колонну, сравнивают измеренное значение содержания аммиака в отходящих из реактора хвостовых газах с заданным регламентным значением с последующим определением величины отклонения, а регулирование подачи аммиака в реактор осуществляют в зависимости от полученной величины отклонения, рассчитанного оптимального содержания оксидов азота в отходящих из реактора хвостовых газов и расхода нитрозных газов в абсорбционную колонну. 1 ил.
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ НИЗКОТЕМПЕРАТУРНОЙ КАТАЛИТИЧЕСКОЙ ОЧИСТКИ ХВОСТОВЫХ НИТРОЗНЫХ ГАЗОВ на установке, состоящей из последовательно соединенных абсорбционной колонны, теплообменника и реактора, путем вычисления степени очистки газов в реакторе по измеренным значениям температуры в реакторе и расхода нитрозных газов в абсорбционную колонну, вычисления содержания оксидов азота в газе на выходе абсорбционной колонны в зависимости от температуры среды в абсорбционной колонне, расчета оптимального содержания оксидов азота в отходящих из реактора хвостовых газах по вычисленным значениям степени очистки газов в реакторе и содержания оксидов азота в газе на выходе абсорбционной колонны, сравнения рассчитанного оптимального содержания оксидов азота в отходящих из реактора хвостовых газах с измеренным значением и регулирования подачи аммиака в ректор в зависимости от полученной величины отклонения, отличающийся тем, что, с целью снижения расхода аммиака и количества вредных газовых выбросов, дополнительно измеряют содержание аммиака в отходящих из реактора хвостовых газах, величину содержания оксидов азота в газе на выходе абсорбционной колонны вычисляют также в зависимости от расхода нитрозных газов в абсорбционную колонну, сравнивают измеренное значение содержания аммиака в отходящих из реактора хвостовых газах с заданным регламентным значением с последующим определением величины отклонения, а регулирование подачи аммиака в реактор осуществляют в зависимости от этой полученной величины отклонения, рассчитанного оптимального содержания оксидов азота в отходящих из реактора хвостовых газах и расхода нитрозных газов в абсорбционную колонну.
| Способ автоматического управления процессом очистки хвостовых газов от оксидов азота | 1989 |
|
SU1664740A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

