Изобретение относится к технологии газотермического напыления и может быть использовано для нанесения теплозащитных покрытий на внутренние поверхности малоразмерных деталей и деталей из материалов с высокой теплопроводностью, используемых в двигателях летательных аппаратов, машиностроении, энергетике, а также для восстановления изношенной поверхности деталей.
Известен способ нанесения плазменного покрытия параллельными полосами, которые смещают друг относительно друга в результате взаимных вращательно-поступательных перемещений напыляющего устройства и изделия /2186148, МПК С 23 С 4/16, Б.И. №27.07.02/.
Недостатком этого способа является неравномерный нагрев детали, что приводит к ее короблению. Кроме того, напыление внутренней поверхности малоразмерных деталей приводит к перегреву детали, что вызывает повышенное окисление поверхности и уменьшает адгезионную прочность покрытия.
Известен способ изготовления деталей, включающий напыление металлического слоя и поэтапное образование керамических слоев. При этом первый и второй керамические слои образуют плазменным методом на воздухе соответственно в два этапа, меняя дозировку вводимого порошка, а именно первый этап при малой дозировке, а второй при увеличенной дозировке до получения структуры пористостью 5,0-16% /2116377, МПК С 23 С 14/06, Б.И. 27.07.98./.
Недостатком этого способа является повышенное окисление переходной зоны металл-керамика вследствие ее перегрева из-за малой толщины керамики (несколько микрон) в первые проходы. Кроме того, при неизменном токе первые слои керамического покрытия будут недостаточно прогреты из-за большого теплоотвода в металлический слой. При этом снижается производительность процесса, увеличивается расход электрической энергии и плазмообразующих газов.
Задачей изобретения является устранение указанных недостатков и повышение качества покрытия (адгезионная, когезионная прочность, наличие окислов, уменьшение перегрева деталей) особенно при напылении на малых дистанциях внутренних поверхностей малоразмерных деталей и напыления изделий из высокопроводящих материалов (Сu, Аl).
Эта задача решается за счет того, что в способе напыления внутренних поверхностей малоразмерных деталей и деталей из материалов с высокой теплопроводностью, включающем напыление металлического и керамических слоев, согласно изобретению первые слои металлического и керамического покрытия толщиной 20-30 мкм формируют при смещении плазмотрона за один оборот не менее 0,5 ширины металлизационной фигуры, токе 530-550 А и неизменной дозировке порошкового материала, а затем до заданной толщины с шагом 3-5 мм/оборот и значением силы тока 450-480 А.
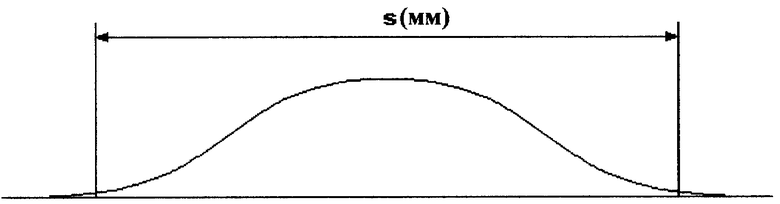
Металлизационная фигура представляет собой покрытие, нанесенное неподвижным плазмотроном и имеющее форму горки с распределением напыленного материала по ее сечению, подчиняющимся эпоненциальному закону (см. чертеж).В результате линейного перемещения плазмотрона напыляемый материал осаждается в виде металлизационного валика, поперечное сечение которого соответствует ширине поперечного сечения металлизационной фигуры. Для получения покрытия поперечная подача плазмотрона устанавливается такой, при которой происходит взаимное и частичное перекрытие соседних валиков. Металлизационная фигура - то же самое, что и металлизационный валик, поскольку в данном способе напыления интерес представляют только размеры поперечного сечения (в частности, ширина) вышеупомянутых фигур, которые идентичны.
Конкретное применение вышеуказанного способа рассмотрим на примере напыления жаровой трубы с конвективным охлаждением, изготовленной из сплава ХН50ВМТЮБ-ВИ.
Перед напылением производилось исследование геометрических параметров металлизационного валика, напыленного на рабочих режимах, указанных ниже при отсутствии продольного перемещения плазмотрона. Полученная ширина металлизационной фигуры составила S=17 мм.
Внутренний диаметр детали, подлежащей напылению, составляет 75 мм. Необходимо нанести термозащитное покрытие (ТЗП) общей толщиной 600 мкм.
Покрытие имеет двухслойную структуру:
1-й слой - металлический (связующий) толщиной 150-200 мкм, образуется путем напыления порошка NiCoCrAlY, грануляцией &λτ; 0,1 мкм;
2-й слой - керамический (рабочий) толщиной 300-400 мкм, образуется путем напыления порошка Z2O2+8Y2O3≤0,63 мкм.
Подготовка внутренней поверхности
1. Абразивная пескоструйная обработка поверхности, подлежащей напылению электрокорундом марки 63Н до образования равномерно матовой поверхности.
2. Обезжиривание поверхности ацетоном.
Напыление ТЗП производилось на плазменной установке УПУ-8М малогабаритным плазмотроном, работающим на Аr-Н2 (аргоно-водородном) плазмообразующем газе.
Напыляемая деталь устанавливалась в манипулятор вращения и при напылении охлаждалась сжатым воздухом.
Напыление металлического слоя осуществлялось на следующих режимах:
Напряжение U=55-60 В
Расход аргона 2 м3/ч
Расход водорода 0,1 м3/ч
Расход транспортного газа (Аr) 0,2 м3/ч
Дистанция напыления 35 мм
Скорость вращения детали 38 об/мин
Напыление керамического слоя осуществлялось на следующих режимах:
Напряжение U=60-62 В
Расход аргона 2 м3/ч
Расход водорода 0,2 м3/ч
Расход транспортного газа (Аr) 0,2 м3/ч
Дистанция напыления 35 мм
Скорость вращения детали 38 об/мин
После напыления деталь подвергалась окислительному отжигу в специальной печи с целью контроля качества адгезии на режиме:
Т=850° С;
время выдержки 1 ч 30 мин.
После остывания трубы на воздухе до комнатной температуры не было замечено отслоений, сколов и других нарушений плазменного покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ НА ДЕТАЛИ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ ПЛАЗМЕННЫМ МЕТОДОМ | 2007 |
|
RU2359065C2 |
| Способ нанесения износостойкого покрытия на детали газотурбинной установки | 2023 |
|
RU2813538C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2022 |
|
RU2803172C1 |
| Способ получения толстостенных керамических жаропрочных, теплозащитных и эрозионностойких покрытий | 2019 |
|
RU2728068C1 |
| СПОСОБ ВЫСОКОЭНЕРГЕТИЧЕСКОГО ПЛАЗМЕННОГО НАПЫЛЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКИ ТУРБИН ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ОБОРУДОВАНИЕ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2567764C2 |
| Способ плазменного напыления | 1990 |
|
SU1807085A1 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КЕРАМИКИ И КОМПОЗИТОВ | 1991 |
|
RU2026845C1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
Изобретение относится к технологии газотермического напыления и может быть использовано для нанесения теплозащитных покрытий на внутренние поверхности малоразмерных деталей и деталей из материалов с высокой теплопроводностью, используемых в двигателях летательных аппаратов, машиностроении, энергетике и при восстановлении изношенной поверхности деталей. Плазменным напылением получают многослойное покрытие, состоящее из металлических и керамических слоев, из порошкового материала. Перед напылением детали проводят исследование геометрических параметров металлизационного валика, который напыляют на рабочих режимах при отсутствии продольного перемещения плазмотрона. Получают ширину металлизационной фигуры. Напыление осуществляют при вращении детали. Сначала напыляют первые металлические и керамические слои толщиной 20-30 мкм при перемещении плазмотрона за один оборот детали не менее 0,5 ширины металлизационной фигуры, силе тока 530-550 А и неизменной дозировке порошкового материала. Затем осуществляют напыление до заданной толщины покрытия с шагом перемещения плазмотрона 3-5 мм/об и силе тока 450-480 А. Получают высокое качество покрытия, т.е. высокую адгезионную и когезионную прочность. 1 ил.
Способ напыления внутренних поверхностей малоразмерных деталей и деталей из материалов с высокой теплопроводностью, включающий напыление плазменным методом многослойного покрытия, состоящего из металлических и керамических слоев, из порошкового материала, отличающийся тем, что перед напылением детали проводят исследование геометрических параметров металлизационного валика, который напыляют на рабочих режимах при отсутствии продольного перемещения плазмотрона, и получают ширину металлизационной фигуры, напыление осуществляют при вращении детали, сначала напыляют первые металлические и керамические слои толщиной 20-30 мкм при перемещении плазмотрона за один оборот детали не менее 0,5 ширины металлизационной фигуры, силе тока 530-550 А и неизменной дозировке порошкового материала, затем осуществляют напыление до заданной толщины покрытия с шагом перемещения плазмотрона 3-5 мм/об и силе тока 450-480 А.
| ДЕТАЛЬ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2116377C1 |
| Способ газотермического нанесения стальных покрытий | 1989 |
|
SU1731863A1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2039845C1 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ ТРУБЧАТОЙ ФОРМЫ | 2000 |
|
RU2186148C2 |

