Изобретение относится к текстильной промышленности, а именно к ткацкому производству, и касается усовершенствования технологии изготовления тканых лент с петлями.
В известном по авт.св. N 1147789 способе из уточных, петельных и грунтовых основных нитей формируют межпетельные участки основания, а из уточных и петельных основных нитей - связующие участки и петли, при формировании каждой из которых удерживают сформированный межпетельный участок основания в зоне опушки и выводят грунтовые основные нити из зоны формирования, при этом при формировании каждой петли отключают подачу петельных основных нитей, уменьшают их натяжение по отношению к заправочному натяжению, петли формируют из образовавшегося запаса нитей, при формировании межпетельных участков основания восстанавливают натяжение петельных основных нитей до заправочного натяжения.
Проведенные исследования особенностей строения и технологии выработки таких лент, а также опыт работы промышленности позволил выявить ряд закономерностей.
Высота петли весьма чувствительна к изменению заправочного натяжения основных нитей. Это объясняется тем, что в заправке петельные основные нити чередуются с грунтовыми основными нитями в соотношении 1:2, поэтому при наработке тканого участка для формирования петли плотность по основе резко уменьшается по сравнению с плотностью по основе межпетельного участка, так как ширина проборки в бедро сохраняется, а грунтовые основные нити из процесса тканеформирования выводятся. Таким образом, при увеличении заправочного натяжения основных нитей ширина тканого участка для формирования петли меньше подвержена стягиванию уточной нитью, что приводит к увеличению плотности по утку и, следовательно, к уменьшению высоты петли, так как количество уточных прокидок в петле определяется картоном ремизоподъемной каретки и постоянно. Известно, что с уменьшением диаметра намотки основных нитей на ткацком навое заправочное натяжение основных нитей возрастает. Ниже приводятся результаты экспериментальных исследований изменения высоты петли при увеличении заправочного натяжения основных нитей при уменьшении диаметра намотки основных нитей на ткацкий навой (см.таблицу).
При отработке технологии изготовления лент за оптимальное принимается минимально возможное заправочное натяжение петельных основных нитей, обеспечивающее наработку петли необходимой высоты при минимальном количестве уточных прокидок. В процессе промышленного освоения лент с петлями (ТУ 17-09-139-83) одной из причин сбоя в работе станка являются случаи затаскивания челноком петельных основных нитей в рейку гона челноков, обусловленного недостаточным заправочным натяжением. С целью уменьшения провисания петельных основных нитей при наработке участка для формирования петли увеличивают их заправочное натяжение, что позволяет уменьшить количество случаев попадания основных нитей в рейку. Однако это приводит к недопустимому уменьшению высоты петли, что приходится компенсировать добавлением в картон четырех уточных прокидок для наработки каждой петли. Все эти мероприятия снижают производительность станка, так как петли нарабатываются при отключенном товарном регуляторе.
Целью изобретения является повышение производительности оборудования за счет увеличения высоты петли путем уменьшения плотности нитей по утку.
Поставленная цель достигается тем, что в известном способе формированием петель дополнительно увеличивают натяжение петельных основных нитей на величину, не превышающую их начального заправочного натяжения, путем приложения постоянной по величине нагрузки.
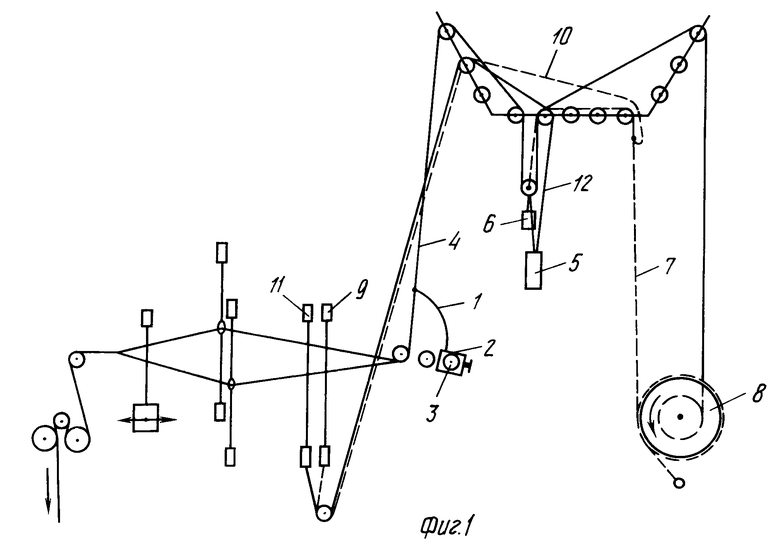
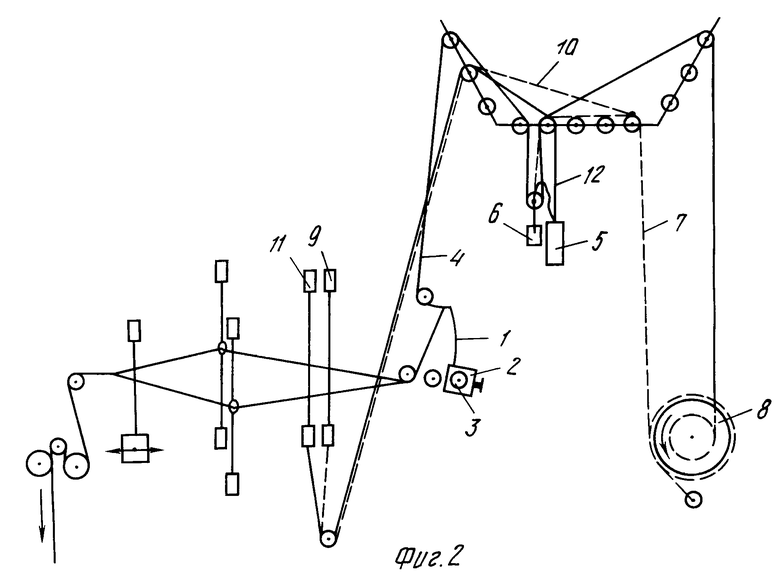
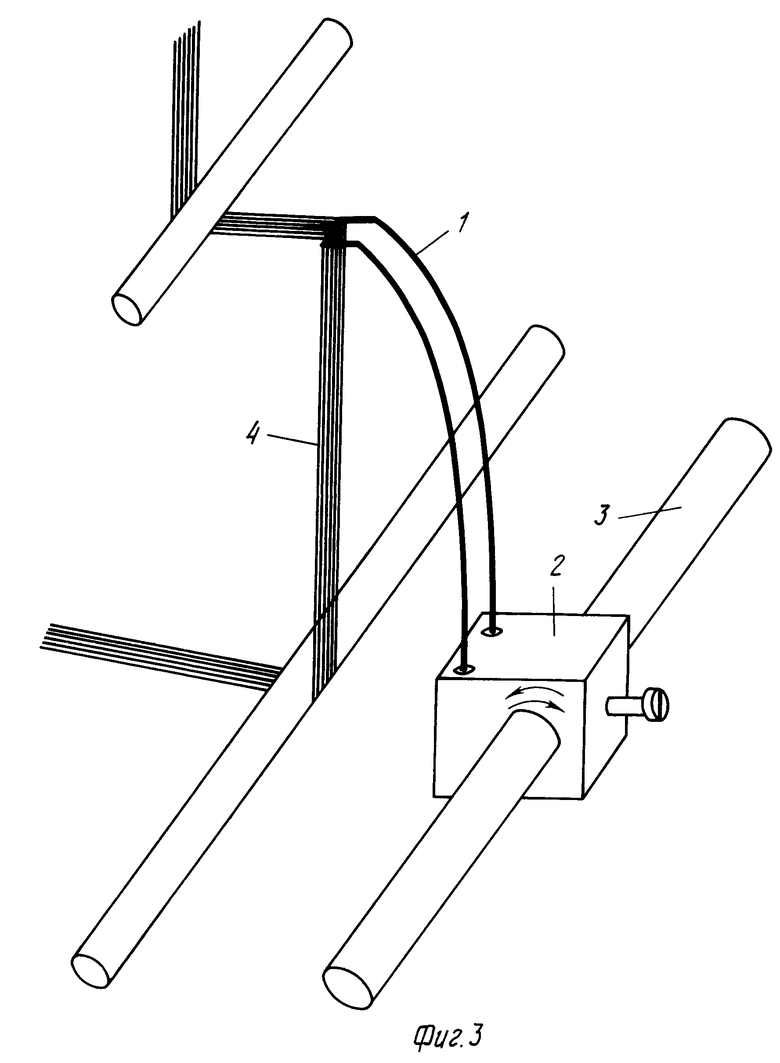
На фиг.1 показана схема заправки петельных основных нитей при выработке межпетельного участка; на фиг.2 - то же, при выработке участка для формирования петли; на фиг.3 - вариант выполнения устройства для дополнительного натяжения петельных основных нитей.
Устройство выполнено в виде пружины 1, вставленной в держатель 2, который закреплен на хрусталке 3. Дополнительное натяжение петельных основных нитей 4 создается путем поворота держателя 2 по часовой стрелке и его фиксации при достижении требуемой дополнительной нагрузки за счет изгиба пружины.
Регулировку высоты петли осуществляют следующим образом.
Если высота петли нарабатывается ниже установленного норматива, то держатель 2 поворачивают по часовой стрелке, увеличивая изгиб пружины 1, и фиксируют. Затем нарабатывают петли и измеряют. Если высота петли увеличилась недостаточно, то еще увеличивают нагрузку на петельные основные нити, пока высота не достигнет требуемой величины. И наоборот, если петля нарабатывается выше установленной величины, то дополнительную нагрузку на петельные основные нити следует снизить путем поворота держателя против часовой стрелки, уменьшая изгиб пружины 1.
На фиг.1 и 2 показано место установки на станке ТЛ-80-1 устройства для дополнительного натяжения петельных основных нитей.
Устройство для натяжения петельных основных нитей может быть самой разнообразной конструкции. Так, в качестве пружины можно использовать витую стальную пружину или латексную резину.
При выработке межпетельного участка ленты (фиг.1) заправочное натяжение петельных основных нитей создается двумя грузами 5 и 6 с тормозным шнуром 7, охватывающим фланцы навоя 8. По мере отвода наработанной ленты грузы 5 и 6 поднимаются, натяжение шнура 7 ослабляется, происходит поворот навоя 8 и отпуск петельных основных нитей. В этой стадии нагрузка, создаваемая пружиной устройства для дополнительного натяжения влияния на технологический процесс ткачества, так как натяжение, создаваемое грузами 5 и 6, значительно превышает величину усилия, развиваемого пружиной 1.
При наработке тканого участка для формирования петли (фиг.2) ремизка 9 поднимается, натягивая шнур 10, вследствие чего возникает дополнительное торможение навоя и прекращение отпуска петельных основных нитей. Одновременно отключается отвод наработанной ленты и поднимается ремизка 11, натягивая шнур 12 и поднимая груз 5. Таким образом нарабатывается тканый участок для формирования петли при отключенном товарном и основном регуляторе из запаса заправочной длины основных нитей при заправочном натяжении, создаваемом грузом 6 и устройством дополнительного натяжения. В этой стадии заправочное натяжение, создаваемое грузом 6, сопоставимо с величиной дополнительной нагрузки, развиваемой пружиной 1 устройства для дополнительного натяжения петельных основных нитей. В результате пружина 1 изгибает основные нити и совершает качательное движение в процессе ткачества. Вследствие этого усилие прибоя уменьшается, что приводит к уменьшению плотности по утку.
Отличительной особенностью предлагаемого способа изготовления тканой ленты является то, что при дополнительном натяжении петельных основных нитей уменьшается плотность нитей по утку, за счет чего увеличивается их высота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тканая лента и способ ее изготовления | 1980 |
|
SU1147789A1 |
| Тканая лента для гашения ударной нагрузки и способ ее изготовления | 1978 |
|
SU860565A1 |
| Устройство для гашения ударной нагрузки | 1980 |
|
SU1147412A1 |
| Устройство для гашения ударной нагрузки | 1980 |
|
SU1140798A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ НА ТКАЦКОМ СТАНКЕ | 2002 |
|
RU2213818C1 |
| Механизм отпуска и натяжения основы ткацкого станка | 1983 |
|
SU1150281A1 |
| Способ испытания прочности на разрыв технической ленты с выступающими петлями | 1982 |
|
SU1049805A1 |
| ТКАНАЯ ЛЕНТА ПЕРЕМЕННОЙ ШИРИНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2023072C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТРЕХМЕРНОЙ ТКАНИ | 2015 |
|
RU2606221C2 |
| Механизм регулирования натяжения основных нитей на ткацком станке | 1977 |
|
SU737518A1 |

Использование: при изготовлении текстильных амортизаторов для предохранительных поясов строителей. Сущность изобретения: способ изготовления лент с ткаными петлями позволяет за счет дополнительного натяжения петельных основных нитей перед формованием петель снизить плотность по утку при наработке тканого участка для формирования петли, в результате этого повысить их высоту, что позволяет повысить производительность. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНОЙ ЛЕНТЫ, при котором из уточных, петельных и грунтовых основных нитей формируют межпетельные участки основания, а из уточных и петельных основных нитей - связующие участки и петли, при формировании каждой из которых удерживают сформированный межпетельный участок основания в зоне опушки, выводят грунтовые основные нити из зоны формирования, при этом при формировании каждой петли отключают подачу петельных основных нитей, уменьшают их натяжение по отношению к заправочному, петли формируют из образовавшегося запаса нитей, а при формировании межпетельных участков основания восстанавливают натяжение петельных основных нитей до заправочного, отличающийся тем, что перед формированием петель дополнительно увеличивают натяжение петельных основных нитей на величину, не превышающую их начального заправочного натяжения, путем приложения постоянной по величине нагрузки.
| Тканая лента и способ ее изготовления | 1980 |
|
SU1147789A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
