2.Лента по п. 1, отличающаяся тем, что каждая петля скручена относительно связующих участков.
3.Лента по пп. 1 и 2, отличающаяся тем, что каждая петля выполнена мешковым переплетением.
4.Лента по пп. 1-3, отличающаяся тем, что каждая петля имеет круглое поперечное сечение.
5.Способ изготовления тканой ленты, при котором из уточных, петельных и грунтовых основных нитей формируют межпетельные участки основания, а из уточных и петельных основных нитей - связующие
участки и петли, при формировании каждой из которых удерживают сформированный межпетельный участок основания в зоне опущки и выводят грунтовые основные нити из зоны формирования, отличающийся тем, что, с целью расщирения ассортиментных возможностей, при формировании каждой петли отключают подачу петельных основных нитей, уменьщают их натяжение по отношению к заправочному, а петли формируют из образовавщегося запаса нитей, а при формировании межпетельных участков основания восстанавливают натяжение петельных основных нитей до заправочного.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНОЙ ЛЕНТЫ | 1992 |
|
RU2026902C1 |
| Устройство для гашения ударной нагрузки | 1980 |
|
SU1147412A1 |
| Тканая лента для гашения ударной нагрузки и способ ее изготовления | 1978 |
|
SU860565A1 |
| Устройство для гашения ударной нагрузки | 1980 |
|
SU1140798A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ НА ТКАЦКОМ СТАНКЕ | 2002 |
|
RU2213818C1 |
| Механизм регулирования натяжения основных нитей на ткацком станке | 1977 |
|
SU737518A1 |
| Способ испытания прочности на разрыв технической ленты с выступающими петлями | 1982 |
|
SU1049805A1 |
| СПОСОБ ФОРМИРОВАНИЯ КРОМОК ТКАНЫХ ИЗДЕЛИЙ НА РАПИРНОМ ТКАЦКОМ СТАНКЕ | 2017 |
|
RU2655911C1 |
| Ткано-вязаный текстильный материал способ его изготовления и машина для его выработки | 1980 |
|
SU926112A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ | 2003 |
|
RU2227184C1 |
1. Тканая лента, содержащая основание, выполненное переплетением грунтовы.х и петельных основных нитей и уточных нитей, и петли, выполненные переплетением петельных основных и уточных нитей и соединенные с основанием последовательно расположенными связующими участками из петельных основных нитей, отл 1чающаяся тем, что, с целью расширения ассортиментных возможностей, связующие участки каждой петли выполнены разной длины, а плотность по утку каждой петли возрастает в направлении от более длинного связующего участка к кор,откому, при этом ширина каждой петли меньше ширины основания ленты. (Л 4 00 со
1
Изобретение относится к текстильной промышленности., а именно к ткацкому производству, и касается усовершенствования строения и способа изготовления тканых лент с петлями, которые могут найти применение при изготовлении разъемных соединений методом шнурования, элементов крепления для подвешивания ковров, гардин и других изделий, амортизирующих устройств транспортных ремней безопасности, предохранительных поясов монтажников и любых других энергопоглошаюших устройств.
Известно строение ткани, содержащей основание, выполненноепереплетением грунтовых и петельных основных нитей и уточных нитей, и петли, выполненные переплетением петельных основных нитей и уточных нитей и соединенные с основанием последовательно расположенными связующими участками из петельных основных нитей 1.
Однако петли ткани имеют плоскую форму и располагаются по всей ширине полотна. При этЧ)м плотность нитей по основе в петлях меньше, чем плотность по основе в межпетельных участках основания. Такие широкие петли плоской формы не могут обладать большой подвижностью по отношению к основанию ткани и поэтому в ряде случаев, например при соединении двух полотен способом шнурования, в качестве элементов крепления при подвешивании ков ров, гардин и других изделий их использование затруднено, что снижает ассортиментные возможности.
Известна также ткань, содержащая основание, выполненное переплетением грунтовых и петельных основных нитей и уточ ных нитей, и петли, выполненные переплетением петельных основных и уточных нитей и соединенные с основанием последовательно расположенными связующими участками из петельных основных нитей 2. Эта ткань может иметь самые разнообразные петли плоской формы, расположенные по всей ширине полотна. Несмотря на большие ассортиментные возможности, заключающиеся в большом разнообразии расположения и размеров петель, данные петли также не могут обладать больщой подвижностью относительно основания ткани и их
использование при соединении двух полотен способом шнурования, в качестве элементов крепления при подвешивании ковров, гардин и других изделий затруднено, что снижает ассортиментные возможности.
Целью изобретения является расширение ассортиментных возможностей тканых лент за счет получения Лент, которые можно использовать для изготовления разъемных соединений методом шнурования, элементов крепления для подвешивания гардин, ковров и других изделий.
Цель достигается тем, что в тканой ленте, содержащей основание, выполненное переплетением грунтовых и петельных основных нитей и уточных нитей, и петли, выполненные переплетением петельных основных и уточных нитей и соединенные с основанием последовательно расположенными свя- зующими участками из петельных основных нитей, связующие участки каждой петли выполнены разной длины, а плотность по утку каждой петли возрастает в направлении от более длинного связующего участка к короткому, при этом ширина каждой петли меньше ширины основания ленты.
Каждая петля может быть скручена относительно связующих участков.
5 Каждая петля может .быть выполнена мещковым переплетением.
Каждая петля может иметь круглое поперечное сечение.
Известен способ изготовления декоративной ткани с большими петлями. Ткань вырабатывается с двух или более навоев. Один из навоев предназначен для изготовления петли, другой или другие - для изготовления межпетельного участка. Участок для формирования петли нарабатывается при отключенном товароотводящем устройстве или с помощью механизма, частично отводящего наработанный участок из зоны ткачества. При этом нити, изкоторых формируется межпетельный участок, выводятся из зоны ткачества. Затем все нити вводятся в работу. При этом включается товароотводящее устройство HJJH специальный механизм возвращает ткань в зону ткачества, что приводит к формированию на ткани поперечных петель I.
Однако при наработке участка для формирования петли без применения специального механизма для частичного отвода наработанного участка невозможно программировать плотность по основе и по утку.
При наработке участка для формирования петли без применения механизма для частичного отвода наработанного участка снижающаяся плотность по основе может быть компенсирована только увеличением плотности по утку. Поэтому для получения петель большой высоты в раппорте ткани необходимо увеличивать количество уточных прокидок, производимых при отключенном товароотводящем механизме, что усиливает износ основных нитей, ухудщает внешний вид ткани, увеличивает обрывность основных нитей и снижает производительность оборудования.
Кроме того, натяжение основных нитей в момент наработки петельного участка при отключенном товарном регуляторе сильно влияет на плотность пЬ утку этого участка, а следовательно, и на его длину. В данном способе практически невозможно сохранять постоянным натяжение петельных основных нитей. По мере схода основных нитей с навоя их натяжение будет -увеличиваться. Это приводит к увеличению плотности по утку и уменьшению длины петельного участка. Следовательно, данный способ не обеспечивает стабильных линейных размеров петельного участка.
Известен способ изготовления ткани с петлями с одной или с обеих сторон. При изготовлении ткани отпуск основы для изготовления петли должен быть быстрее отпуска основы грунта. Навои с грунтовой основой тормозятся обычным способом, т.е. отпуск основы принудительный по мере увеличения натяжения. Выработка участка ткани для формирования петли производится при отключении негативного набора ткани.
Навой с основой для петли имеет дополнинительный груз, который снимается для облегчения формирования петли в момент прибоя ее к опущке. Для облегчения формирования петли используются холостые прокидки. При холостых прокидках дополнительный груз для петельных основных нитей также снимается 2.
Основные недостатки указанного способа изготовления ткани с петлями:
При наработке участка ткани для формирования петли невозможно программировать плотность по основе и по утку.
При наработке участка ткани для формирования петли резко снижается плотность по основе, а плотность по утку возрастает. Увеличение плотности по утку, а также необходимость введения дополнительных холостых прокидок, резко увеличивает раппорт ткани при отключенном негативном наборе ткани, что усиливает износ основных нитей, приводит к ухудшению внещнего вида ткани, увеличивает обрывность основных нитей и снижает производительность труда.
При необходимости значительного облегчения натяжения петельных основных нитей в момент прибоя петли к опушке снятия груза может привести к чрезмерному отпуску основы, что, в свою очередь, может привести к массовому обрыву основных нитей челноком и даже к поломке станка.
В данном способе также практически невозможно сохранять постоянным натяжение петельных основных нитей по мере их схода с навоя. Следовательно, способ также не обеспечивает стабильных линейных размеров петельного участка.
Целью изобретения является расширение ассортиментных возможностей способа за счет получения возможности изготовления тканых лент, идущих на изготовление текстильных разъемных соединений Способом щнурования, лент с петлями, ширина которых йеньше ширины грунтового слоя, используемых для подвешивания ковров, гардин и любых других изделий.
Цель достигается тем, что согласно способу изготовления тканой ленты,, при котором из уточных, петельных и грунтовых основных нитей формируют межпетельные участки основания, а из уточных и петельных основных нитей - связующие участки и петли, при формировании каждой из которых удерживают сформированный межпетельный участок основания в зоне опущки и выводят грунтовые основные нити из зоны формирования, при формировании каждой петли отключают подачу петельных орновных нитей, уменьшают их натяжение по отношению к заправочному, а петли формируют из образовавшегося запаса нитей, а при формировании межпетельных участков основания восстанавливают натяжение петельных основных нитей до заправочного.
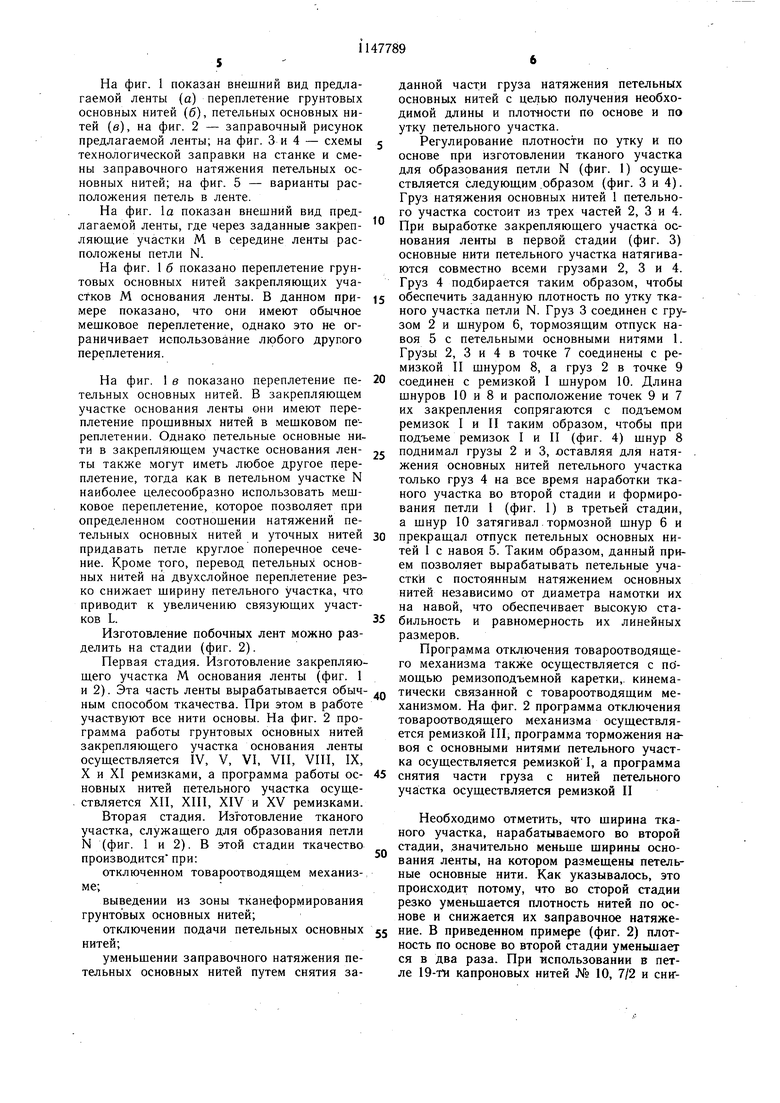
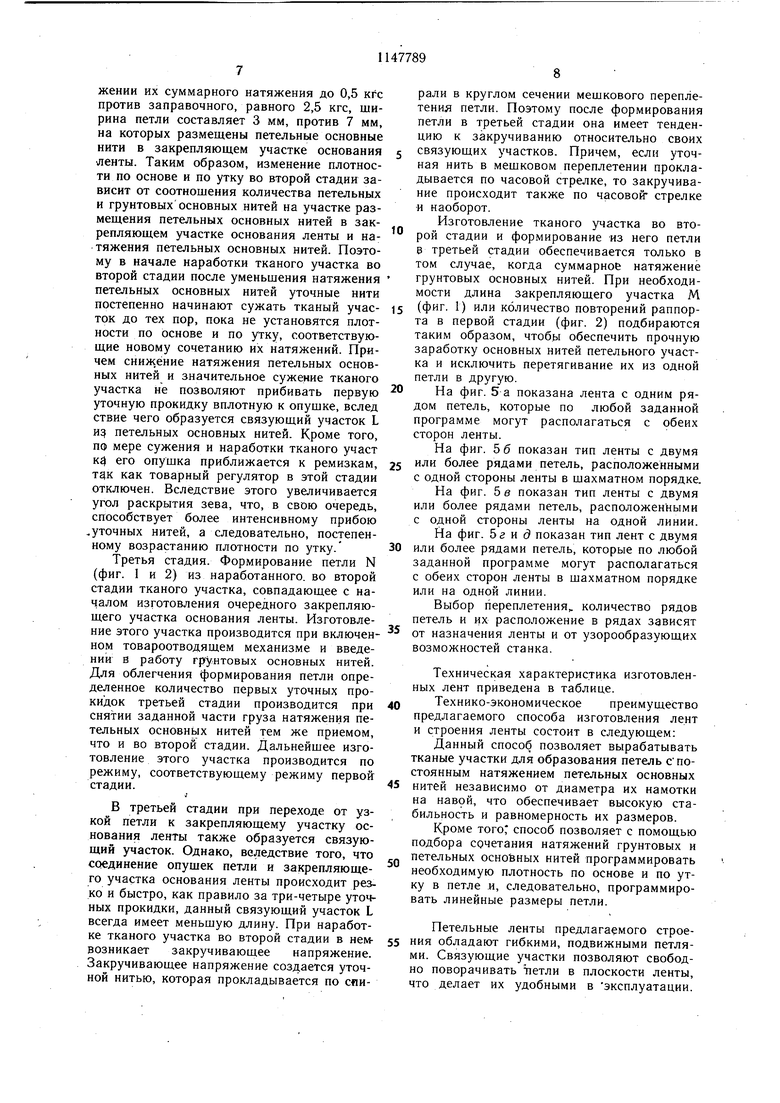
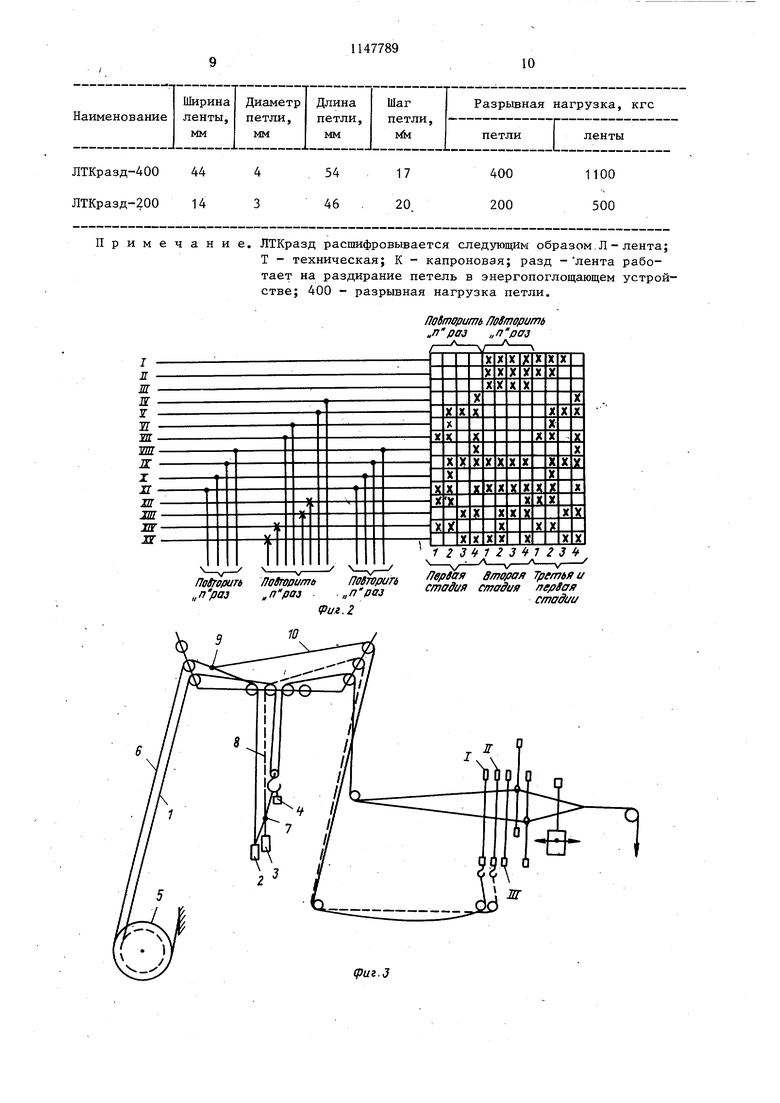
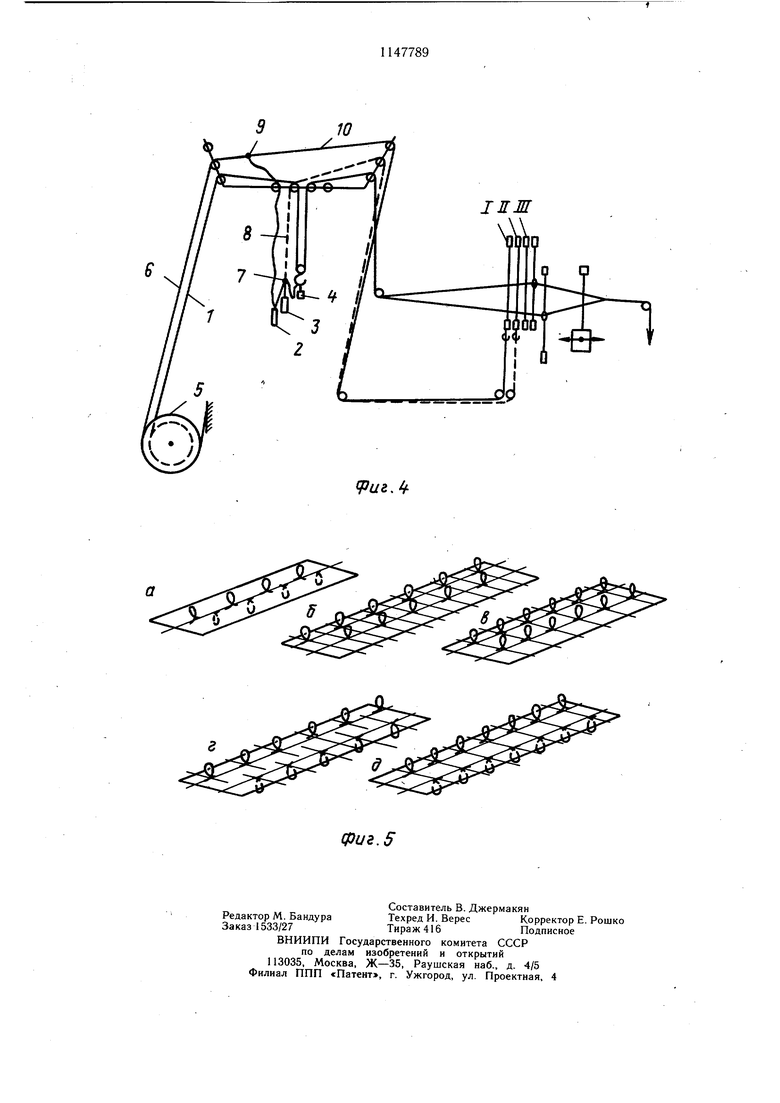
На фиг. 1 показан внешний вид предлагаемой ленты (а) переплетение грунтовых основных нитей (б), петельных основных нитей (в), на фиг. 2 - заправочный рисунок предлагаемой ленты; на фиг. 3 и 4 - схемы технологической заправки на станке и смены заправочного натяжения петельных основных нитей; на фиг. 5 - варианты расположения петель в ленте.
На фиг. 1а показан внешний вид предлагаемой ленты, где через заданные закрепляюшие участки М в середине ленты расположены петли N.
На фиг. 1 б показано переплетение грунтовых основных нитей закрепляюших участков М основания ленты. В данном примере показано, что они имеют обычное мешковое переплетение, однако это не ограничивает использование любого друпого переплетения.
На фиг. 1 в показано переплетение петельных основных нитей. В закрепляюшем участке основания ленты они имеют переплетение прошивных нитей в мешковом переплетении. Однако петельные основные нити в закрепляюшем участке основания ленты также могут иметь любое другое переплетение, тогда как в петельном участке N наиболее целесообразно использовать мешковое переплетение, которое позволяет при определенном соотношении натяжений петельных основных нитей и уточных нитей придавать петле круглое поперечное сечение. Кроме того, перевод петельных основных нитей на двухслойное переплетение резко снижает ширину петельного участка, что приводит к увеличению связуюших участков L
Изготовление побочных лент можно разделить на стадии (фиг. 2).
Первая стадия. Изготовление закрепляюшего участка М основания ленты (фиг. 1 и 2). Эта часть ленты вырабатывается обычным способом ткачества. При этом в работе участвуют все нити основы. На фиг. 2 программа работы грунтовых основных нитей закрепляющего участка основания ленты осуществляется IV, V, VI, VII, VIII, IX, X и XI ремизками, а программа работы основных нитей петельного участка осушествляется ХГ1, XIII, XIV и XV ремизками.
Вторая стадия. Изготовление тканого участка, служашего для образования петли N (фиг. 1 и 2). В этой стадии ткачество производится при:
отключенном товароотводяшем механизме;
выведении из зоны тканеформирования грунтовых основных нитей;
отключении подачи петельных основных нитей;
уменьшении заправочного натяжения петельных основных нитей путем снятия заданной части груза натяжения петельных основных нитей с целью получения необходимой длины и плотности по основе и по утку петельного участка.
Регулирование плотности по утку и по основе при изготовлении тканого участка для образования петли N (фиг. 1) осуществляется следующим .образом (фиг. 3 и 4). Груз натяжения основных нитей 1 петельного участка состоит из трех частей 2, 3 и 4. При выработке закрепляющего участка основания ленты в первой стадии (фиг. 3) основные нити петельного участка натягиваются совместно всеми грузами 2, 3 и 4. Груз 4 подбирается таким образом, чтобы обеспечить заданную плотность по утку тканого участка петли N. Груз 3 соединен с грузом 2 и шнуром 6, тормозящим отпуск навоя 5 с петельными основными нитями 1. Грузы 2, 3 и 4 в точке 7 соединены с ремизкой II щнуром 8, а груз 2 в точке 9 соединен с ремизкой I шнуром 10. Длина шнуров 10 и 8 и расположение точек 9 и 7 их закрепления сопрягаются с подъемом ремизок I и II таким образом, чтобы при подъеме ремизок I и II (фиг. 4) шнур 8 поднимал грузы 2 и 3, оставляя для натяжения основных нитей петельного участка только груз 4 на все время наработки тканого участка во второй стадии и формирования петли 1 (фиг. 1) в третьей стадии, а шнур 10 затягивал. тормозной шнур 6 и прекращал отпуск петельных основных нитей 1 с навоя 5. Таким образом, данный прием позволяет вырабатывать петельные участки с постоянным натяжением основных нитей независимо от диаметра намотки их на навой, что обеспечивает высокую стабильность и равномерность их линейных размеров.
Программа отключения товароотводящего механизма также осуществляется с помощью ремизоподъемной каретки,, кинематически связанной с товароотводящим механизмом. На фиг. 2 программа отключения товароотводящего механизма осуществляется ремизкой III, программа торможения навоя с основными нитями петельного участка осуществляется ремизкой I, а программа снятия части груза с нитей петельного участка осуществляется ремизкой II
Необходимо отметить, что ширина тканого участка, нарабатыва1емого во второй стадии, значительно меньше щирины основания ленты, на котором размещены петельные основные нити. Как указывалось, это происходит потому, что во сторой стадии резко уменьщается плотность нитей по основе и снижается их заправочное натяжение. В приведенном примере (фиг. 2) плотность по основе во второй стадии уменьшает ся в два раза. При использовании в петле 19-гн капроновых нитей № 10, 7/2 и сни жении их суммарного натяжения до 0,5 кгс против заправочного, равного 2,5 кгс, ширина петли составляет 3 мм, против 7 мм, на которых размещены петельные основные нити в закрепляющем участке основания ленты. Таким образом, изменение плотности по основе и по утку во второй стадии зависит от соотнощения количества петельных и грунтовых основных нитей на участке размещения петельных основных нитей в закрепляющем участке основания ленты и натяжения петельных основных нитей. Поэтому в начале наработки тканого участка во второй стадии после уменьшения натяжения петельных основных нитей уточные нити постепенно начинают сужать тканый участок до тех пор, пока не установятся плотности по основе и по утку, соответствующие новому сочетанию их натяжений. Причем снижение натяжения петельных основных нитей и значительное сужение тканого участка не позволяют прибивать первую уточную прокидку вплотную к опушке, вслед ствие чего образуется связующий участок L иэ петельных основных нитей. Кроме того, по мере сужения и наработки тканого участ к4 его опушка приближается к ремизкам, как товарный регулятор в этой стадии отключен. Вследствие этого увеличивается угол раскрытия зева, что, в свою очередь, способствует более интенсивному прибою ,уточных нитей, а следовательно, постепенному возрастанию плотности по утку.
Третья стадия. Формирование петли N (фиг. 1 и 2) из наработанного, во второй стадии тканого участка, совпадающее с началом изготовления очередного закрепляющего участка основания ленты. Изготовление этого участка производится при включенном товароотводящем механизме и введении в работу грунтовых основных нитей. Для облегчения формирования петли определенное количество первых уточных прокидок третьей стадии производится при снятии заданной части груза натяжения петельных ocHOBHbix нитей тем же приемом, что и во второй стадии. Дальнейшее изготовление этого участка производится по режиму, соответствующему режиму первой
стадии.
I
В третьей стадии при переходе от узкой петли к закрепляющему участку основания ленты также образуется связующий участок. Однако, вследствие того, что соединение опущек петли и закрепляющего участка основания ленты происходит резко и быстро, как правило за три-четыре уточных прокидки, данный связующий участок L всегда имеет меньшую длину. При наработке тканого участка во второй стадии в немвозникает закручивающее напряжение. Закручивающее напряжение создается уточной нитью, которая прокладывается по спирали в круглом сечении мешкового переплетения петли. Поэтому после формирования петли в третьей стадии она имеет тенденцию к закручиванию относительно своих
связующих участков. Причем, если уточная нить в мещковом переплетении прокладывается по часовой стрелке, то закручивание происходит также по часовой стрелке и наоборот.
Изготовление тканого участка во второй стадии и формирование из него петли в третьей стадии обеспечивается только в том случае, когда суммарное натяжение грунтовых основных нитей. При необходимости длина закрепляющего участка М
5 (фиг. 1) или количество повторений раппорта в первой стадии (фиг. 2) подбираются таким образом, чтобы обеспечить прочную заработку основных нитей петельного участка и исключить перетягивание их из одной петли в другую.
0 На фиг. 5 а показана лента с одним рядом петель, которые по любой заданной программе могут располагаться с обеих сторон ленты.
На фиг. 5 б показан тип ленты с двумя
5 или более рядами петель, расположенными
с одной стороны ленты в шахматном порядке.
На фиг. 5 в показан тип ленты с двумя
или более рядами петель, расположенными
с одной стороны ленты на одной линии.
На фиг. 5г и показан тип лент с двумя
0 или более рядами петель, которые по любой заданной программе могут располагаться с обеих сторон ленты в шахматном порядке или на одной линии.
Выбор переплетения,, количество рядов петель и их расположение в рядах зависят
5 от назначения ленты и от узорообразующих возможностей станка.
Техническая характеристика изготовленных лент приведена в таблице. 0 Технико-экономическое преимушество предлагаемого способа изготовления лент и строения ленты состоит в следующем:
Данный способ позволяет вырабатывать тканые участки для образования петель спостоянным натяжением петельных основных 5 нитей независимо от диаметра их намотки на наври, что обеспечивает высокую стабильность и равномерность их размеров.
Кроме тогоГ способ позволяет с помощью подбора сочетания натяжений грунтовых и Q петельных основных нитей программировать необходимую плотность по основе и по утку в петле .и, следовательно, программировать линейные размеры петли.
Петельные ленты предлагаемого строе5 ния обладают гибкими, подвижными петлями. Связующие участки позволяют свободно поворачивать ттетли в плоскости ленты, что делает их удобными в эксплуатации. Примечание.
Повторить „праз , праз
Риг.2
Подприп
стадия стадия первая стадии ЛТКразд расшифровывается следующим образом.Л - лента; Т - техническая; К - капроновая; разд - лента работает на раздирание петель в энергопоглощающем устройстве; 400 - разрывная нагрузка петли. floSmopurnk ЛоВторить ,п раз „праз
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 1998041, кл | |||
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ БЛОК-МОДУЛЬНОЙ ТРАНСПОРТИРОВКИ, ЭКИПИРОВКИ И ПОТРЕБЛЕНИЯ ГАЗА ЖЕЛЕЗНОДОРОЖНЫМИ ЛОКОМОТИВАМИ | 2009 |
|
RU2424928C1 |
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
