Изобретение относится к литейному производству и может быть использовано при получении двухслойных отливок с износостойким чугунным слоем методом центробежного литья (например, прокатных, трубных и мельничных валков, каландровых валов бумагоделательных машин и др.).
Задачей изобретения является разработка способа получения отливки, позволяющего повысить качество и эксплуатационную стойкость отливок.
Способ получения отливки включает нанесение на изложницу покрытия и последовательную заливку белого легированного и серого чугунов, белый чугун перед заливкой модифицируют лигатурой ниобий-титан-медь в количестве 0,1-0,3% от массы чугуна, одновременно с началом заливки и до конца кристаллизации белого чугуна производят продувку внутреннего пространства изложницы сжатым воздухом или инертным газом, а серый чугун внутреннего слоя модифицируют перед заливкой силикомишметаллом в количестве 0,8-1,0% от его массы, причем лигатура ниобий-титан-медь содержит компоненты в соотношении 1:1:1, а силикомишметалл содержит 30-60% редкоземельных металлов.
Модифицирование белого чугуна перед заливкой 0,1-0,3% лигатуры ниобий-титан-медь обеспечивает повышение качества отливки за счет создания в расплаве зон повышенной флуктуации атомов углерода, повышение его переохлаждения, мелкозернистой структуры и равномерного распределения легирующих элементов в макроструктуре металла.
При добавке в расплав менее 0,1% лигатуры ниобий-титан-медь указанное воздействие не проявляется, при добавке в расплав более 0,3% лигатуры происходит избыточное выделение крупных неметаллических включений, содержащих титан и ниобий, в структуре металла, что приводит к охрупчиванию отливки и снижению ее качества.
Содержание компонентов лигатуры ниобий-титан-медь в равных долях (1:1: 1) обеспечивает их сбалансированное влияние на термодинамическое состояние расплава и формирование мелкозернистой структуры металла в отливке.
Продувка внутреннего пространства изложницы сжатым воздухом или инертным газом, начиная с момента заливки и до конца кристаллизации белого чугуна, обеспечивает равномерное распределение твердости по сочетанию металла в отливке и повышение ее эксплуатационной стойкости.
Модифицирование серого чугуна внутреннего слоя отливки 0,8-1,2% силикомишметалла обеспечивает снижение уровня напряжений в отливке за счет более высокой усадки металла и получения более равномерной микро- и макроструктуры по сечению заготовки. При модифицировании серого чугуна менее 0,8% силикомишметалла указанное его действие не проявляется, а при добавке в чугун более 1,2% силикомишметалла происходит перемодифицирование чугуна, повышается хрупкость внутреннего слоя и отливки в целом. Содержание в силикомишметалле 30-60% РЗМ обеспечивает стабильное модифицирующее действие на чугун указанной присадки. При содержании в силикомишметалле менее 30% РЗМ его ввод в расплав недостаточен для эффективного модифицирования чугуна, а при содержании РЗМ более 60% в силикомишметалле наблюдается выделение структурно свободных карбидов в чугуне, что обусловливает повышенную хрупкость отливки.
П р и м е р. Чугун для обоих слоев отливки плавили в индукционных печах промышленной частоты. На изложницу перед заливкой наносили слой покрытия на основе маршаллита толщиной 1-2 мм. Для заливки использовали центробежную машину с горизонтальной осью вращения. Расчетный гравитационный коэффициент составлял при заливке 70.
Продувку металла в процессе заливки и кристаллизации производили сжатым воздухом через отверстие в крышке с незаливочного торца изложницы. Перед заливкой металла в изложницу в разливочном ковше производили модифицирование белого чугуна лигатурой ниобий-титан-медь, используемой в виде прутков толщиной 20 мм из сплава ниобий-титан в медной оболочке (отходы производства УКТМК). Металл обоих слоев заливали при температуре 1360-1380оС. Модифицирование серого чугуна производили перед заливкой в него металла силикомишметаллом марки ФСЗОРЗМЗО.
Металл заливали в изложницу с внутренним диаметром 330 и длиной 1450 мм, масса металла наружного и внутреннего слоев составляла 300 кг. Интервал между заливками двух слоев составлял 5-10 мин.
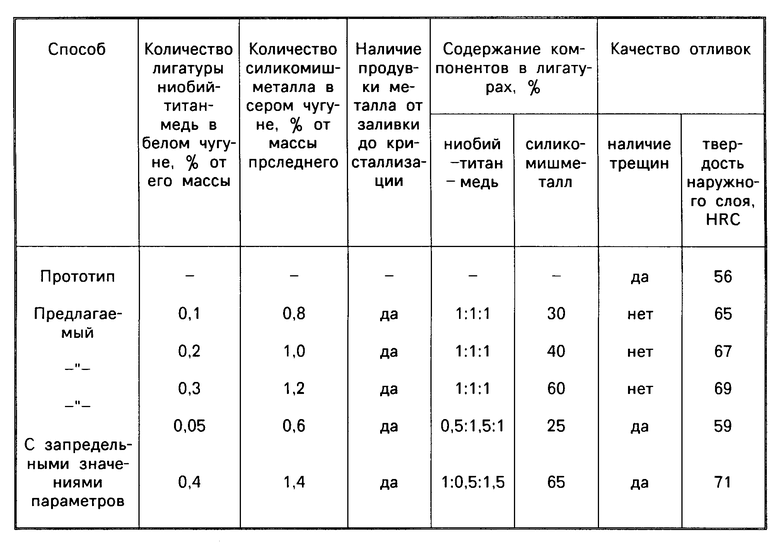
Качество отливок оценивали по наличию в них трещин или других поверхностных дефектов, а также по твердости наружного слоя из белого чугуна. Основные параметры заливки и результаты испытаний представлены в таблице.
Как следует из представленных данных, заявленный способ обеспечивает получение более высокого качества отливок в сравнении с известным способом, а также при параметрах способа, выходящих за заявленные пределы.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРИКЕТИРОВАННАЯ СМЕСЬ ДЛЯ МОДИФИЦИРОВАНИЯ СЕРОГО ЧУГУНА | 1997 |
|
RU2124566C1 |
| ЧУГУН С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ | 2006 |
|
RU2318903C1 |
| ЧУГУН ДЛЯ ВАЛКОВ | 1993 |
|
RU2017854C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 1993 |
|
RU2023531C1 |
| СПЛАВ НА ОСНОВЕ СИСТЕМЫ ЖЕЛЕЗО-УГЛЕРОД ДЛЯ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ЛИТЫХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2109837C1 |
| НЕМАГНИТНЫЙ ЧУГУН | 2019 |
|
RU2718849C1 |
| ЛИГАТУРА ДЛЯ ПРОИЗВОДСТВА ОТЛИВОК ИЗ СЕРОГО ЧУГУНА | 2013 |
|
RU2529148C1 |
| ЧУГУН ДЛЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2194790C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДВУХСЛОЙНОЙ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2020 |
|
RU2750302C1 |
| МОДИФИЦИРУЮЩАЯ СМЕСЬ ДЛЯ ЧУГУНА | 1993 |
|
RU2049143C1 |
Изобретение относится к литейному производству и может быть использовано при получении двухслойных отливок с износостойким наружным слоем методом центробежного литья. Сущность изобретения: способ включает нанесение на изложницу покрытия и последовательную заливку в нее белого легированного и серого чугунов, белый чугун модифицируют перед заливкой лигатурой ниобий-титан-медь в количестве 0,1-0,3% от массы заливаемого белого чугуна, одновременно с началом заливки белого чугуна и до конца его кристаллизации производят продувку внутреннего пространства изложницы сжатым воздухом или инертным газом, а серый чугун внутренного слоя модифицируют перед заливкой в форму силикомишметаллом в количестве 0,8-1,2% от массы заливаемого серого чугуна, причем лигатура содержит ниобий, титан и медь в соотношении 1:1:1, а силикомишметалл содержит 30-60% суммы редкоземельных металлов. 1 з.п. ф-лы, 1 табл.
| Способ получения двуслойных отливок | 1989 |
|
SU1733186A1 |
