Изобретение относится к металлургии, к литейному производству, к модифицированию серого чугуна, а именно - к составам комплексных модификаторов, применяемых при производстве отливок из серого чугуна, имеющих сложную конфигурацию и большой диапазон по массе и толщине стенок отливок.
Наиболее близкой к заявляемой смеси является брикетированная смесь для обработки серого чугуна для отливок (SU,1296620 A, C 22 C 35/00, 1987), содержащая, мас.%:
Гранулированный ферросиликохром - 15,0 - 35,0
Измельченный ферромарганец - 2,0 - 18,0
Гранулированный никель - 15,0 - 30,0
Стружка или крупка медных сплавов - 0,5 - 3,5
Жидкое стекло - 12,0 - 20,0
Измельченный ферросилиций - 18,0 - 32,0
Отходы графитового производства - 3,0 - 8,0
Применение брикетированной смеси с указанным массовым содержанием не дает желаемого эффекта при модифицировании серого чугуна, так как состав данной смеси не обеспечивает необходимую скорость усвоения модификатора за короткий промежуток времени в процессе модифицирования из-за высокой температуры плавления компонентов. Применение же жидкого стекла в качестве крепителя брикета создает большие отрицательные предпосылки в процессе ковшевой обработки, так как обволакивающая толстая пленка жидкого стекла, образующаяся при перемешивании компонентов смеси, препятствует усвоению брикета даже при высоких температурах слива чугуна по причине ошлаковывания поверхности брикета. Кроме этого, наличие в модификаторе большого количества хрома создает условия образования кромочного отбела и появления структурно свободного цементита в тонких и средних сечениях отливок.
Заявляемое изобретение направлено на
утилизацию пылевидных отходов производства лигатуры ферросиликомагния,
стабилизацию степени усвоения компонентов модификатора, получение перлитной структуры без применения перлитизаторов никеля, марганца и т.п.,
снижение адсорбции газов в процессе перелива металла в разливочный ковш,
обеспечение квазиизотропности в разных сечениях отливки,
обеспечение мелкодисперсной металлической матрицы с включениями мелкодисперсного графита по всему объему отливки.
Для этого брикетированная смесь для модифицирования серого чугуна, содержащая модификатор на основе ферросилиция и жидкое стекло, дополнительно содержит криолит искусственный и соду кальцинированную, а в качестве модификатора используются пылевидные отходы производства лигатуры ферросиликомагния при следующем соотношении компонентов, мас.%:
Пылевидные отходы производства лигатуры ферросиликомагния - 64,0 - 70,0
Жидкое стекло - 6,0 - 10,0
Криолит искусственный - 5,0 - 10,0
Сода кальцинированная - 10,0 - 15,0
причем пылевидные отходы производства лигатуры ферросиликомагния содержат, мас.%:
Кремний - 45,0 - 75,0
Магний - 1,2 - 10,0
Кальций - 0,2 - 3,0
Редкоземельные металлы - 0,3 - 4,0
Алюминий - 0,2 - 3,0
Углерод - 0,01 - 15,0
Окись алюминия - 0,1 - 1,0
Окись магния - 0,01 - 0,8
Окись церия - 0,01 - 1,0
Окись кальция - 0,01 - 0,5
Двуокись кремния - 0,2 - 2,0
Гранулометрический состав модифицирующей смеси, входящий в состав пылевидных отходов ферросиликомагния, образуется при дроблении и рассеве железо-кремний-магниевой лигатуры и имеет размеры 0,01 - 1,5 мм; является отходом производства лигатуры ферросиликомагния.
Пылевидные отходы производства лигатуры ферросиликомагния при содержании в смеси менее 64% увеличивают расход модификатора и снижают эффективность модифицирования, а содержание пылевидных отходов в смеси более 70% затрудняет отверждение брикета.
Диапазоны ингредиентов, входящих в состав пылевидных отходов, характеризуются следующим.
Содержание кремния в составе менее 45% снижает графитизирующий эффект при модифицировании, а содержание кремния более 75% уменьшает прочность брикета и увеличивает его осыпаемость.
Магний при содержании в составе 1,2-10,0% является активным десульфуратором, способствуя значительному улучшению ударной вязкости. При содержании магния менее 1,2% эффект десульфирующего влияния становится недостаточным, а введение магния более 10% не влияет на улучшение структуры чугуна и его прочностных характеристик. При введении в расплав чугуна магнийсодержащих брикетов пироэффект не наблюдается вследствие растянутости процесса усвоения магния в брикете по времени.
Кальций при содержании 0,2 - 3,0% является активным десульфуратором и раскислителем чугуна. Содержание кальция менее 0,2% не влияет на удаление серы и кислорода, а содержание его более 3,0% не влияет на улучшение прочностных свойств.
Содержание редкоземельных металлов в количестве 0,3-4,0% стабилизирует процесс модифицирования при разном химическом составе исходного чугуна. Содержание редкоземельных металлов более 4% не вызывает улучшения прочностных характеристик чугуна и увеличивает содержание свободного цементита. Содержание редкоземельных металлов менее 0,3% не влияет на механические свойства чугуна.
Алюминий при его содержании менее 0,2% не оказывает влияния на структуру чугуна, а при его содержании в количестве 0,2-3,0% он обеспечивает хорошую раскисленность металла и увеличивает графитизирующую способность смеси. Содержание алюминия более 3,0% способствует появлению сетовидной пористости в отливках.
Наличие в составе углерода до 15,0% обеспечивает высокую стабильность графитизирующего эффекта, содержание же углерода менее 0,01% приводит к полному устранению его влияния на эффект модифицирования.
Основные окислы MgO и CaO, кислые окислы CeO2 и SiO2, а также Al2O3 ускоряют процесс образования защитной пленки, что способствует более полному усвоению высокоактивных составляющих смеси: магния, церия, кальция, что снижает их угар в процессе модифицирования и повышает их модифицирующую способность.
Жидкое стекло натриевое с объемной массой 1,20-1,30 г/см3 и модулем 2,7 применяют в составе брикетированной смеси в качестве крепителя. Ввод в состав брикетированной смеси жидкого стекла менее 6% от массы приводит к низкой прочности и к осыпаемости. При введении жидкого стекла более 10% увеличивается время усвоения брикета даже при высоких температурах модифицирования чугуна.
Входящий в состав брикетированной смеси криолит искусственный соответствует ГОТСу 10561-80. Для заявляемой смеси наиболее эффективен криолит искусственный марки KA. Содержание криолита в смеси менее 5% снижает реактивную способность усвоения брикета, а содержание более 10% увеличивает дымовыделение, снижает модифицирующую активность и увеличивает расход брикета.
Сода кальцинированная соответствует ГОСТу 5100-85 и наличие ее в брикетированной смеси менее 10% снижает прочность брикета, а наличие ее более 15% снижает модифицирующий эффект брикета.
Введение в состав брикетированной смеси криолита искусственного и соды кальцинированной способствует понижению температуры усвоения брикета чугуном при низких температурах модифицирования.
Наличие в смеси криолита, жидкого стекла и соды кальцинированной способствует активному восстановлению окисей церия, магния, алюминия, рафинированию металла от водорода и кислорода, создает благоприятные условия для уменьшения адсорбции газов поверхностью жидкой фазы в процессе перелива металла из печи в ковш или из ковша в ковш.
Вследствие получения жидкоподвижного активного шлака крупные неметаллические включения коогулируют с ним и легко удаляются из жидкого чугуна.
Предлагаемый состав брикетированной смеси опробован при выплавке чугуна в индукционной печи ИСТ 1/08.
Химический состав чугуна перед выпуском из печи, мас.%:
Углерод - 2,5 - 3,5
Кремний - 1,4 - 2,5
Марганец - 0,4 - 0,6
Хром - 0,1 - 0,3
Никель - Не более 0,1
Медь - Не более 0,3
Фосфор - Не более 0,2
Сера - Не более 0,1
В разливочный ковш, предварительно нагретый до температуры 700oC, вводят брикетированную смесь предлагаемого состава в количестве 0,3-0,5% от веса жидкого металла, который будет слит в ковш.
По расплавлению всей шихты до температуры 1450-1470oC чугун корректируют по химическому составу и сливают в разливочный ковш.
В течение 30 - 60 с (в зависимости от температуры металла) брикетированная смесь усваивается в расплаве чугуна на 90-95%.
После модифицирования ковш с металлом перемещают в разливочный пролет для заливки в формы.
Для проведения механических испытаний и определения структуры были взяты образцы, полученные в середине заливки. Образцы диаметром 300 мм испытывали в специализированной лаборатории.
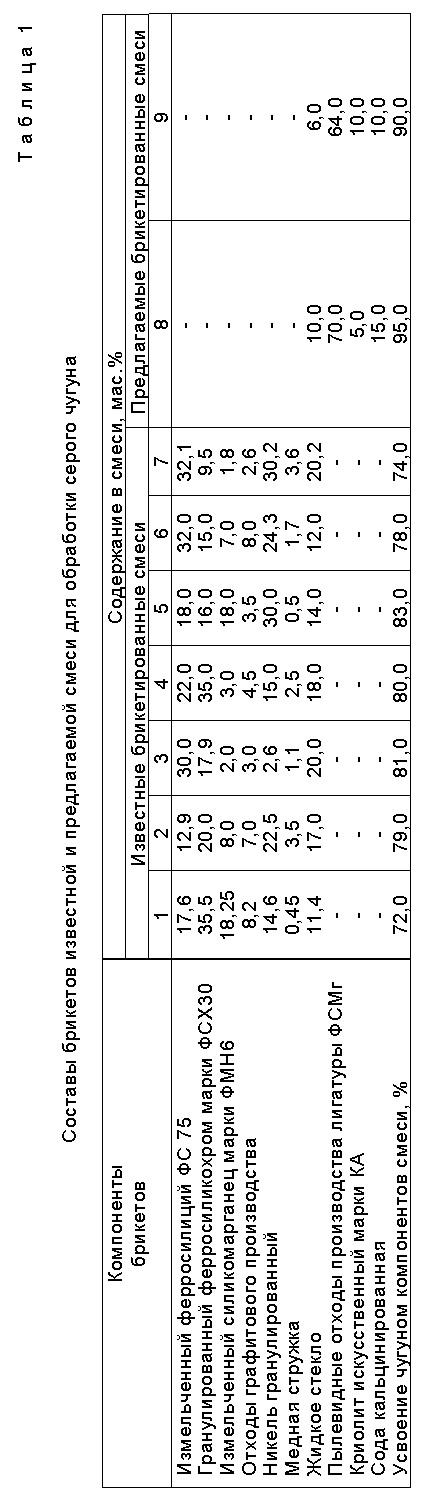
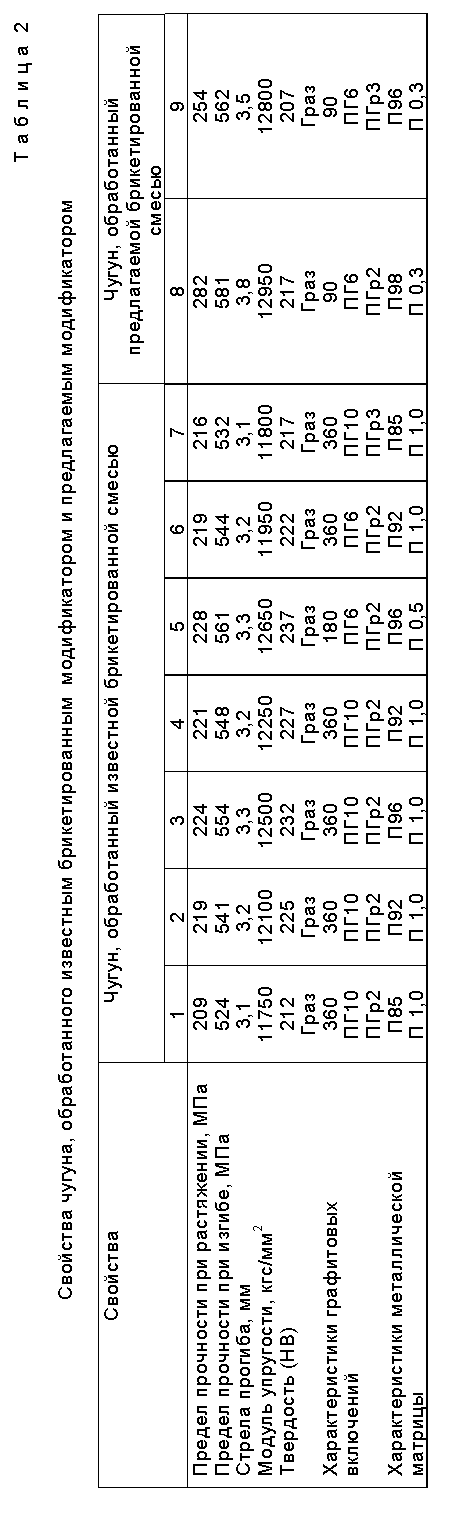
Составы брикетов предлагаемой и известных смесей для обработки серого чугуна и свойства чугуна после обработки этими смесями приведены в таблицах 1 и 2 соответственно.
Из таблицы 1 видно, что усвоение брикетированной смеси чугуном увеличивалось с 72-83% до 90-95%, а многокомпонентность предлагаемой смеси снизилась с 7 компонентов до 4-х, что улучшает условия дозирования при изготовлении брикетов.
Из таблицы 2 видно, что использование брикетов предложенного состава по сравнению с брикетированной смесью по прототипу позволяет повысить: прочность чугуна при растяжении на 45-54 МПа, предел прочности при изгибе с 524-561 МПа до 562-581 МПа, стрелу прогиба с 3,1-3,3 мм до 3,5-3,8 мм, модуль упругости с 11950-12650 кгс/мм2 до 12800-12950 кгс/мм2, твердость НВ 207-217. Кроме этого, использование предложенной смеси позволяет получить стабильно мелкодисперсную структуру перлита без введения никеля, марганца, сурьмы и других перлитизаторов, а также способствует получению мелкодисперсного графита ПГд 25-45-90, равномерно расположенного как в толстых, так и тонких частях отливок, что позволяет проводить процесс кристаллизации с большой скоростью охлаждения.
Введение в расплав чугуна брикетированной смеси способствует выделению из матрицы чугуна мелкодисперсного пластинчатого графита, что уменьшает надрезывающее действие графита и уменьшает появление горячих трещин.
Комплексное воздействие составляющих брикетированной смеси расплав чугуна способствует образованию мелкодисперсного зернистого перлита, имеющего в основном округлую форму, без дополнительного ввода перлитизаторов никеля и марганца, что способствует увеличению прочностных характеристик без повышения твердости чугуна.
Интерметаллидные включения, полученные в результате соединения активных металлов с составляющими расплава чугуна, способствуют образованию дополнительных подложек, которые являются новыми центрами кристаллизации, увеличивая при этом скорость охлаждения по всему объему отливки, и обеспечивают условия кристаллизации, близкие к эвтектоидной.
Следовательно интерметаллидные включения способствуют равномерному расположению мелкодисперсного графита и перлита, что обеспечивает квазиизотропность в тонких и толстых сечениях отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКСНАЯ ДОБАВКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 1997 |
|
RU2125101C1 |
| МОДИФИЦИРУЮЩАЯ СМЕСЬ ДЛЯ ЧУГУНА | 1993 |
|
RU2049143C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ХЛАДОСТОЙКОГО ЧУГУНА | 2012 |
|
RU2509159C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 1998 |
|
RU2134302C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2001 |
|
RU2198227C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА | 1993 |
|
RU2069705C1 |
| ЧУГУН | 2002 |
|
RU2215812C1 |
| Брикет для модифицирования чугуна | 1990 |
|
SU1770436A1 |
| Модифицирующая смесь | 1983 |
|
SU1093722A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ ЧУГУНОВ С ШАРОВИДНЫМ ИЛИ ВЕРМИКУЛЯРНЫМ ГРАФИТОМ НА ОСНОВЕ НАНОСТРУКТУРИРОВАННОГО НАУГЛЕРОЖИВАТЕЛЯ | 2011 |
|
RU2495133C2 |
Изобретение может быть использовано в металлургии и в литейном производстве при модифицировании серого чугуна для изготовления отливок сложной конфигурации с большим диапазоном по массе и толщине стенок. Согласно изобретению брикетированная смесь содержит, мас.%:
Пылевидные отходы производства лигатуры ферросиликомагния - 64,0-70,0
Жидкое стекло - 6,0-10,0
Криолит искуственный - 5,0-10,0
Сода кальцинированная - 10,0-15,0.
Пылевидные отходы производства лигатуры ферросиликомагния могут содержать, мас.%:
Кремний - 45,0-75,0
Магний - 1,2-10,0
Кальций - 0,2-3,0
Редкоземельные металлы - 0,3-4,0
Алюминий - 0,2-3,0
Углерод - 0,01-15,0
Окись алюминия - 0,1-1,0
Окись магния - 0,01-0,8
Окись церия - 0,01-1,0
Окись кальция - 0,01-0,5
Двуокись кремния - 0,2-2,0
Изобретение позволяет утилизировать пылевидные отходы производства лигатуры ферросиликомагния, стабилизировать степень усвоения компонентов модификатора, получить перлитную структуру без применения перлитизаторов, снизить адсорбцию газов в процессе перелива металла в разливочный ковш, обеспечить квазиизотропность в разных сечения отливки, обеспечить мелкодисперсность металлической матрицы с включениями мелкодисперсного графита по всему объему отливки. 1 з.п.ф., 2 табл.
Пылевидные отходы производства лигатуры ферросиликомагния - 64,0 - 70,0
Жидкое стекло - 6,0 - 10,0
Криолит искусственный - 5,0 - 10,0
Сода кальцинированная - 10,0 - 15,0
2. Брикетированная смесь по п.1, отличающаяся тем, что пылевидные отходы производства лигатуры ферросиликомагния содержат, мас.%:
Кремний - 45,0 - 75,0
Магний - 1,2 - 10,0
Кальций - 0,2 - 3,0
Редкоземельные металлы - 0,3 - 4,0
Алюминий - 0,2 - 3,0
Углерод - 0,01 - 15,0
Окись алюминия - 0,1 - 1,0
Окись магния - 0,01 - 0,8
Окись церия - 0,01 - 1,0
Окись кальция - 0,01 - 0,5
Двуокись кремния - 0,2 - 2,0т
| SU, 1296620, A1, C 22 C 35/00, 15.03.87 | |||
| SU, 1002362 A, C 21 C 1/08, 07.03.83 | |||
| SU, 1548240, A1, C 22 C 35/00, C 21 C 1/08, 07.03.90 | |||
| RU, 2023044, C1, C 22 C 35/00, 15.11.96 | |||
| WO, 90/051197, A1, C 21 C 1/10, C 22 C 33/10, 17.05.90 | |||
| EP, 0131271, A1, C 21 C 1/10, C 22 C 33/08, 16.01.85. |

