Изобретение относится к электродуговой сварке и наплавке в защитных газах высоколегированными электродными материалами и может быть использовано при упрочнении и восстановлении быстроизнашивающихся деталей оборудования, а также при изготовлении сварных конструкций из высоколегированных сталей.
Известна конструкция плавящегося электрода в виде проволоки сплошного сечения для аргонодуговой сварки и наплавки (см., например, Сварка в машиностроении, Справочник в 4-х томах, т.1, с. 230). Высокая степень защиты сварочной дуги от атмосферы позволяет производить высококачественную сварку и наплавку высоколегированными сталями. Аргон существенно влияет на физические процессы в дуге, в частности при сварке в аргоне наиболее легко достигается струйный перенос электродного металла через дугу. Плавление электродной проволоки происходит с образованием конуса на ее торце, направленного вершиной к наплавляемой поверхности. Жидкий электродный металл стекает по поверхности конуса к его вершине и затем переносится через дугу в виде мелких капель или струи. Это улучшает качество формирования наплавленного металла, уменьшает разбрызгивание электродного металла, т.е. электрическая дуга при струйном переносе обладает наилучшими технологическими свойствами.
Однако при сварке на ветру или в труднодоступных местах качество газовой защиты снижается, перенос электродного металла теряет характер струйного, возникает процесс с короткими замыканиями, что приводит к увеличению разбрызгивания, ухудшению качества швов. Кроме того, струйный перенос при сварке в аргоне достигается лишь при относительно большой силе тока, которая во многих случаях неприемлема из технологических соображений. Струйный перенос в среде СО2 вообще не достигается, идет перенос электродного металла с короткими замыканиями и повышенным разбрызгиванием.
Известны также конструкции плавящегося электрода, представляющего собой самозащитную порошковую проволоку, состоящую из оболочки и сердечника из шихты (см., например, Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. М, 1974, с. 128, или авт. св. СССР N 273032, кл. B 23 K 35/00, 1976). Введение в состав шихты порошковой проволоки компонентов, при разложении которых в дуге выделяется большое количество газов, обеспечивает хорошее качество наплавленного металла без дополнительной защиты сварочной дуги аргоном или углекислым газом.
Однако при использовании этого электрода происходит, как правило, крупнокапельный перенос электродного металла через дугу, что увеличивает разбрызгивание и ухудшает формирование наплавленных слоев. Кроме того, газо- и шлакообразующие компоненты ограничивают содержание в шихте легирующих компонентов.
Наиболее близка к изобретению по совокупности признаков проволока сплошного сечения для сварки в среде защитных газов с антикоррозионным покрытием, выполненным из молибдена (авт. св. СССР N 462683, кл. B 23 K 35/02, 02.04.73).
Использование тугоплавкого металла в качестве покрытия проволоки снижает разбрызгивание, затрудняя разлет капель, но не устраняет главную причину снижения технологических свойств дуги - короткие замыкания при переносе электродного металла.
Целью изобретения является улучшение технологических свойств дуги за счет переноса электродного металла без коротких замыканий.
Цель достигается тем, что в плавящийся электрод для электродуговой сварки в защитных газах, выполненный в виде стального стержня с использованием молибдена, молибден введен в виде сердечника, при этом его диаметр составляет 0,07-0,5 диаметра стержня.
Сопоставительный анализ заявляемого технического решения с прототипом показал, что заявляемый плавящийся электрод для электродуговой сварки отличается от известного тем, что молибден введен в виде сердечника, имеющего диаметр, равный 0,07-0,5 диаметра стержня. Таким образом, заявляемый объект соответствует критерию "новизна".
При проверке на новизну по источникам патентной и научно-технической информации были обнаружены технические решения, содержащие признаки, сходные с отличительными признаками заявляемого объекта.
Известен способ сварки и наплавки в среде аргона, в котором одновременно используют вольфрамовый тугоплавкий стержень и легкоплавкую проволоку (см. Сварка в машиностроении. Справочник в 4-х томах, том 1, с. 197). Однако в известном способе тугоплавкий стержень используется как неплавящийся электрод для поддержания дуги, а плавящаяся проволока отдельно подается в дугу как присадочный материал. В предлагаемом электроде стержень из дугоплавкого металла (молибдена) входит в состав электрода, выполненного в виде композитной проволоки сплошного сечения, поэтому подают его дугу совместно с более легкоплавким металлом и с одинаковой скоростью. Кроме того, при размещении тугоплавкого стержня (из молибдена) в виде сердечника в стальной оболочке, входящих в состав композитной проволоки сплошного сечения, в процессе ее изготовления обеспечиваются идеальная металлургическая связь сердечника и оболочки по всей площади соприкосновения за счет взаимной диффузии компонентов, а следовательно, максимальная электропроводность и теплопроводность на границе раздела. Следовательно, отличительные признаки заявляемого объекта обеспечивают появление того физического эффекта при плавлении композитной проволоки, который позволяет достичь поставленную цель.
Электроды, используемые в известном способе, не обеспечивают взаимодействия тугоплавкого стержня и плавящейся проволоки, приводящего к улучшению технологических свойств дуги в среде аргона, углекислого газа и воздуха. Известный способ, кроме того, обладает низкой производительностью по сравнению со способами сварки с использованием заявляемого плавящегося электрода.
Изложенное позволяет сделать вывод о том, что как по совокупности признаков, так и по достигаемому результату заявляемый электрод соответствует критерию "существенные отличия".
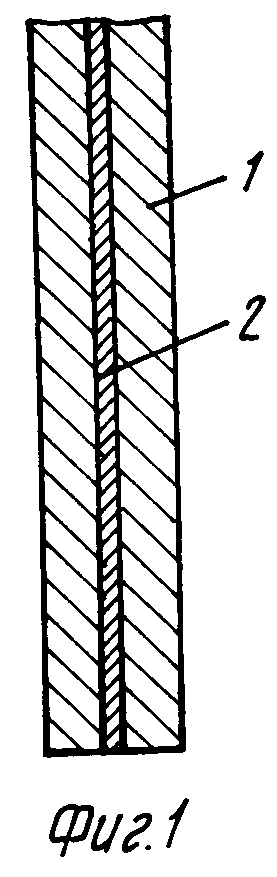
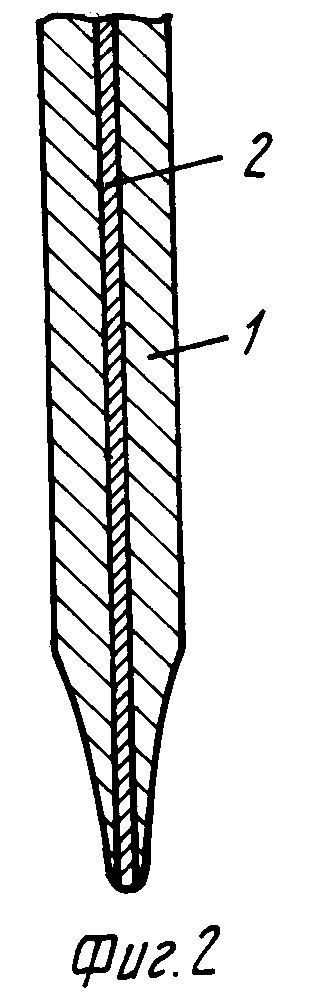
На фиг. 1 показан предлагаемый электрод в разрезе; на фиг. 2 - оплавленный электрод.
Внутри оболочки 1 размещен сердечник 2 из молибдена. Наличие в проволоке тугоплавкого сердечника из молибдена вызывает необычный физический эффект. В процессе плавления композитной проволоки на торце электрода образуется конус и возникает струйный перенос электродного металла при низких критических значениях тока как в среде аргона, так и в среде углекислого газа или воздуха. Это объясняется следующим.
В начальный момент горения дуги скорость плавления сердечника 2 ниже скорости плавления оболочки 1, поэтому сердечник выдвигается из торца электродной проволоки, образуя конус. Расплавленный металл оболочки 1 стекает по поверхности конуса, растворяет в себе металл сердечника 2 и переносится через дугу в виде струи. За счет растворения молибдена металлом оболочки, а также в связи с концентрацией тепловыделения на вершине конуса скорость расхода сердечника 2 и скорость плавления оболочки 1 выравниваются. Так как возникает саморегулирующая система, процесс протекает стабильно в течение всего времени сварки с сохранением конуса на конце электрода и струйного переноса расплавленного металла.
Обнаруженный эффект действует при изменении диаметра тугоплавкого сердечника в пределах от 0,07 до 0,5 диаметра композитной проволоки. Если диаметр сердечника меньше 0,07 диаметра проволоки, то конус на торце электрода не возникает в связи с тем, что сердечник растворяется в расплавленном металле оболочки быстрее, чем проявляется запаздывание его плавления. При увеличении диаметра сердечника более 0,5 диаметра проволоки сердечник расходуется значительно медленнее чем оболочка и выдвигается далеко от торца электрода, поэтому перенос электродного металла становится крупнокапельным в среде аргона и с короткими замыканиями в среде СО2 или воздуха.
При наплавке в аргоне, углекислом газе и при наплавке в воздухе струйный характер переноса электродного металла обеспечивает одинаковое минимальное разбрызгивание, бездефектный наплавленный металл и его хорошее деформирование. Коэффициент перехода молибдена из композитной проволоки несколько выше коэффициента его перехода из обычной цельнотянутой проволоки.
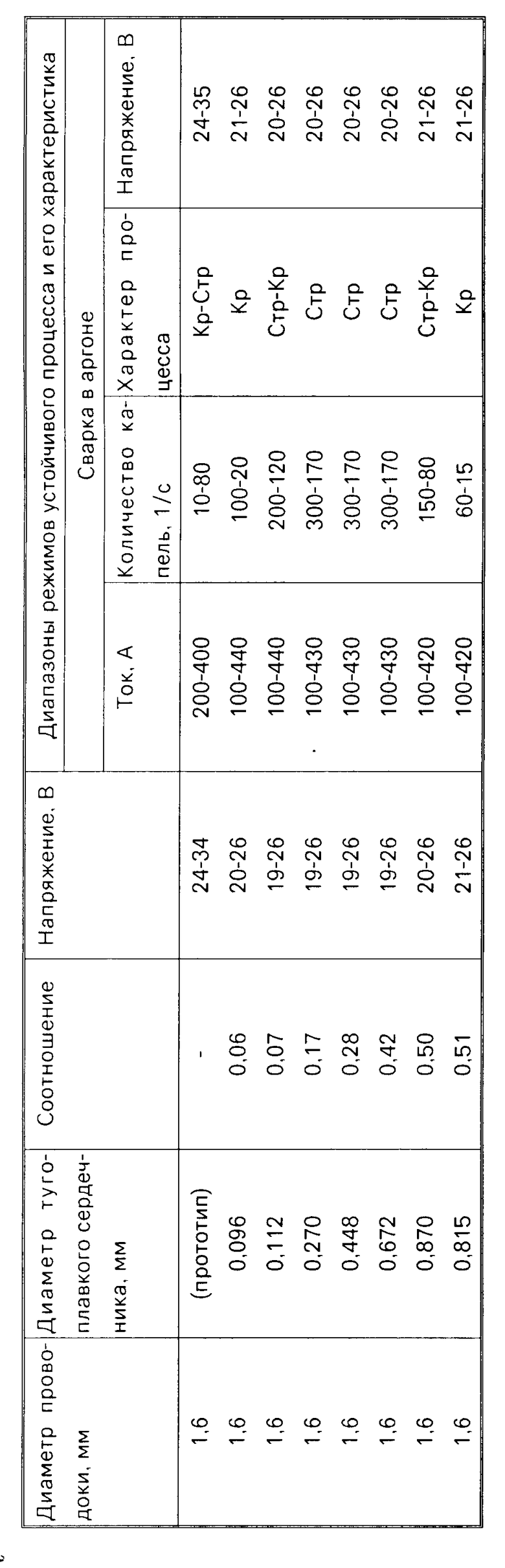
Для испытаний изобретения методом экструзии, горячей прокатки и волочения изготовили композитные проволоки сплошного сечения, состоящие из тугоплавкого сердечника из молибдена различного диаметра и оболочки из стали 08Х2Н8Б (см. таблицу). Наплавку производили полуавтоматом на пластины из низкоуглеродистой стали в среде аргона, углекислого газа и в воздухе на постоянном токе обратной полярности. Процесс осциллографировали с помощью прибора С1-74, замеряли ток и напряжение на дуге. Скорость подачи проволоки изменяли в пределах от 100 до 820 м/ч, напряжение 14-35 В, сварочный ток изменялся в пределах 60-440 А.
Результаты опытов показали, что процесс сварки заявляемым электродом значительно отличается от сварки известной проволокой (прототипа). Практически отсутствует разбрызгивание как в среде аргона, так и в среде СО2 и воздуха. Качество формирования направленного металла хорошее, поры не обнаружены во всех опытах, несмотря на отсутствие в составе проволоки сильных элементов-раскислителей. В пределах изменения диаметра сердечника из молибдена от 0,07 до 0,5 диаметра проволоки перенос электродного металла через дугу не сопровождается короткими замыканиями во всех использованных газовых средах. По характеру осциллограмм тока и напряжения установлено, что идет специфический процесс переноса, близкий к струйному. Об этом свидетельствуют частота перехода капель 170-320 1/с, отсутствие разбрызгивания, наличие конуса на торце электродной проволоки. В отличие от процесса на известных проволоках (прототип) струйный процесс на заявляемом электроде начинается при минимальных токах (около 100 А) и напряжениях 14-20 В, причем сразу наблюдается максимальная частота перехода капель 300-320 1/с. С ростом напряжения частота перехода капель уменьшается до 170-180 1/с несмотря на увеличение сварочного тока. Характерно, что устойчивый процесс со струйным переносом на воздухе достигается при наиболее низком напряжении (14-15 В) по сравнению со сваркой в аргоне и в СО2 (19-20 В). При одинаковом напряжении и скорости подачи проволоки во всем исследованном диапазоне их изменения процесс сварки в среде воздуха характеризуется в 1,5 - 2 раза большей силой тока по сравнению с процессом в аргоне или СО2.
Химический анализ четвертого слоя наплавленного металла показал, что коэффициент перехода молибдена из электрода в наплавленный металл составляет 0,94-0,97.
При изменении диаметра тугоплавкого сердечника ниже 0,07 и выше 0,5 диаметра проволоки при сварке в аргоне процесс переходит в крупнокапельный, а при сварке в среде углекислого газа и на воздухе появляются короткие замыкания.
Таким образом, как показали испытания, технологические свойства дуги в среде аргона, углекислого газа и воздуха значительно улучшились при использовании заявляемого электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ И НАПЛАВКИ | 1995 |
|
RU2082577C1 |
| ПЛАВЯЩИЙСЯ ЭЛЕКТРОД | 1990 |
|
RU2068760C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 1991 |
|
RU2030248C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| Способ дуговой сварки плавящимся электродом | 1981 |
|
SU1006121A1 |
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
| Способ двухдуговой сварки в защитных газах | 1986 |
|
SU1310146A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |

Изобретение относится к сварке, в частности к материалам для сварки и наплавки в защитных газах, и может быть использовано при упрочнении и восстановлении быстроизнашивающихся деталей оборудования и при изготовлении сварных конструкций из высоколегированных сталей. Цель изобретения - улучшение технологических свойств дуги за счет переноса электродного металла без коротких замыканий. Электрод (Э) представляет собой электродную стальную проволоку, внутри которой размещен молибденовый сердечник, диаметр которого равен 0,07 - 0,5 диаметра электрода. Э плавится с образованием на его торце конуса и возникновением эффекта струйного переноса металла электрода без коротких замыканий. 1 табл., 2 ил.
ПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ в защитных газах, выполненный в виде стального стержня с использованием молибдена, отличающийся тем, что, с целью улучшения технологических свойств дуги путем обеспечения переноса электродного металла без коротких замыканий, молибден введен в виде сердечника, при этом его диаметр составляет 0,07 - 0,5 диаметра электрода.
| Сварочная проволока | 1973 |
|
SU462683A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
