Изобретение относится к способам дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и может быть использовано во всех отраслях народного хозяйства.
Известен способ электродуговой сварки с короткими замыканиями дугового промежутка, при котором к моменту разрыва перемычки кратковременно снижают ток, а затем его увеличивают при достижении заданной величины опорного напряжения дуги [1]
Недостатком способа является трудность определения момента разрыва перемычки, что обеспечивает нестабильность управления переносом электродного металла и формования шва.
Известен способ сварки в углекислом газе пульсирующей дугой с автоматическим изменением наклона внешней характеристики источника питания, при котором ток импульса обеспечивают при работе на жесткой характеристике, а ток паузы на крутопадающей [2]
Недостатком способа является нестабильность процесса при сварке с короткими замыканиями из-за большого разбрызгивания в случае короткого замыкания на пологопадающей характеристике источника и необходимость изменения скорости подачи электродной проволоки при коротком замыкании на кривоподающей характеристике.
Известен способ электродуговой сварки с короткими замыканиями дугового промежутка, при котором задают время горения дуги, по истечении этого времени уменьшают мощность дуги перед замыканием дугового промежутка, затем мощность увеличивают и повторно снижают мощность к моменту разрыва перемычки, поддерживая ее в течение определенного времени, после чего процесс повторяют [3]
Недостатком этого способа являются неопределенность момента разрыва перемычки и времени горения дуги, что приведет к нестабильности процесса и возрастанию вероятности интенсивного испарения при зажигании дуги и разбрызгиванию металла.
Целью изобретения является повышение стабильности процесса сварки путем управления мощностью и временем горения дуги.
Это достигается тем, что в способе электродуговой сварки с короткими замыканиями дугового промежутка, при котором задают время горения дуги, по истечении этого времени уменьшают мощность дуги перед замыканием дугового промежутка, затем мощность дуги увеличивают и повторно снижают мощность к моменту разрыва перемычки, поддерживая ее в течение определенного времени, после чего процесс повторяют, время горения дуги определяют из условия ( τ= (2-4) τкз где τкз время короткого замыкания, уменьшение мощности дуги на величину (0,4-0,6) мощности дуги при касании каплей сварочной ванны производят до момента касания каплей сварочной ванны, последующее увеличение мощности дуги поддерживают в течение времени τ1, равном (0,7-0,9) τкз, а повторно мощность дуги снижают на (0,2-0,3) мощность дуги при разрыве перемычки и поддерживают ее до момента повторного зажигания дуги.
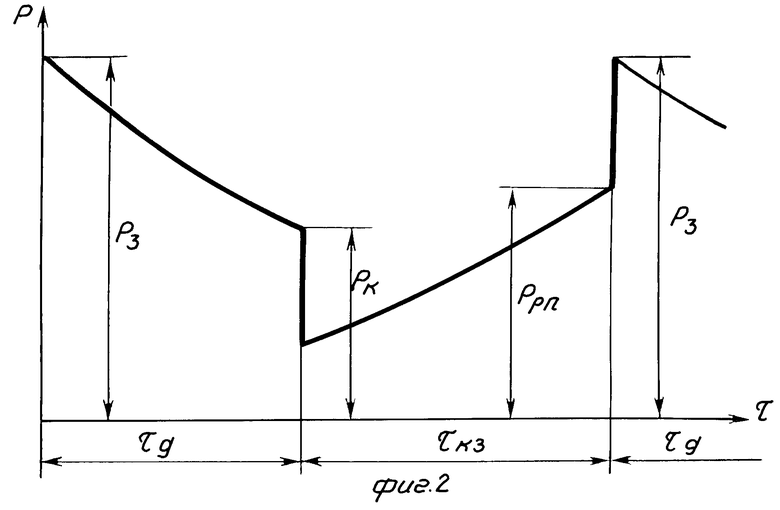
На фиг.1 показана схема процесса сварки с короткими замыканиями дугового промежутка; на фиг.2 изменение мощности дуги во времени при сварке по известному способу; на фиг.3 изменение мощности дуги во времени в цикле горение дуги короткое замыкание по предлагаемому способу сварки; на фиг.4 блок-схема устройства для осуществления способа.
Способ электродуговой сварки с короткими замыканиями дугового промежутка осуществляют следующим образом.
Процесс сварки плавящимся электродом 1 с короткими замыканиями характеризуется образованием капли 2 на электроде (фиг.1). По мере плавления электрода при горении дуги 3 между электродом и изделием 4, питаемой сварочным источником 5, размер капли 2 увеличивается и в некоторый момент происходит касание капли сварочной ванны 6, т.е. короткое замыкание дугового промежутка 7 до разрыва перемычки 8, после чего возбуждается дуга 3 и процесс повторяется. О возбуждении дуги 3 и коротком замыкании промежутка 7 свидетельствуют сигналы Uд и Uк соответственно. Короткое замыкание фиксируется датчиком 9. В момент возбуждения дуги 3 выделяется наибольшая мощность Р3 (фиг. 2). По мере горения дуги 3 мощность ее уменьшается до значения Рк в момент касания капли 2 сварочной ванны 6, т.е. короткого замыкания, время которого τкз. В процессе короткого замыкания мощность дуги 3 возрастает до Ррп, соответствующей моменту разрыва перемычки 8, после чего процесс повторяется и при возбуждении дуги 3 мощность ее максимальна Р3.
В соответствии с предложенным способом в процессе сварки плавящимся электродом 1 с короткими замыканиями дугового промежутка 7 фиксируют время τд горения дуги, время τкз которого замыкания и мощность дуги 3 в момент возбуждения дуги Р3, в момент короткого замыкания Рк и в момент разрыва перемычки 8 Ррп. В процессе сварки дозатором энергии 10 задают время τд горения дуги, равное (2-4)τкз из (фиг.3). Это соотношение выбрано экспериментально. Было установлено, что при уменьшении времени τд горения дуги 3 ниже указанного предела возможно "утыкание" электрода в изделие 4 и увеличение разбрызгивания металла, а при увеличении времени τ выше заданного предела ухудшается формирование шва из-за большого объема ванны 6. По истечении времени τ дозатором 10 уменьшают мощность дуги 3 на величину ΔР1, равную (0,4-0,6) Рк и поддерживают мощность Р2 дуги 3, равную (Рк Δ Р1), до момента Uк касания каплей 2 сварочной ванны 6.
Уменьшение величины Δ Р1 повышает вероятность разбрызгивания электродного металла, а при увеличении величины ΔР1 возрастает вероятность обрыва дуги 3. По сигналу Uк мощность дуги 3 возвращается в исходное состояние, свойственное состоянию короткого замыкания. Эту мощность через логическое устройство 11 поддерживают дозатором 10, подающим сигнал через арифметическое устройство 12 в сварочный источник 5, в течение времени τ1, равном (0,7-0,9) τкз. При времени τ1 меньше 0,7 τкз ванна 6 недостаточно закристаллизовалась и возможно разбрызгивание металла.
При времени τ1 больше 0,9 τкз возможно чрезмерное испарение и разбрызгивание электродного металла. По истечении времени τ1 мощность дуги 3 повторно снижают на величину Δ Р2, равную (0,2-0,3) Ррп и поддерживают ее до конца короткого замыкания, когда повторно зажигается дуга 3 и процесс повторяется. При величине Δ Р2 меньше 0,2 Ррп возможно "замораживание" ванны 6, а при Δ Р2 > 0,3 Ррп возможен врыв перемычки 8, увеличивающий разбрызгивание.
П р и м е р. Способ осуществляли при наплавке проволокой марки Св08-Г2С в среде СО2 на пластинах из малоуглеродистой стали. В качестве источника питания использовали ВDЦ-506. Управление процессом проводили от специально разработанного устройства. Время короткого замыкания составляло τкз 0,0041 сек, мощность в момент касания каплей ванны Рк 2060 Вт, мощность при разрыве перемычки Ррп 2760 Вт. Задаваемое время горения дуги было 3 τкз=0,0123 сек. По истечении времени 0,0118 с мощность уменьшили до 1030 (0,5 Рк). При регистрации датчиком касания каплей ванны увеличивали мощность до 2060 Вт и поддерживали в течение 0,0033 (0,8 τкз) с, после чего мощность снижали до 700 Вт (0,25 Ррп). При регистрации датчиком зажигания дуги увеличивали мощность.
Подобная операция снижения мощности дуги перед касанием каплей ванны и разрыва перемычки, а также дозирование энергии временем горения дуги позволяет повысить стабильность процесса на 50% и снизить в 1,5-2 раза разбрызгивание металла.


Использование: для дуговой сварки плавящимся электродом. Сущность изобретения: в процессе сварки задают время τ горения дуги 3 в зависимости от времени tкз короткого замыкания дугового промежутка 7. Перед замыканием дугового промежутка уменьшают мощность дуги на величину ΔP1= (0,4-0,6)Pк, где Pк - мощность дуги 3 при касании каплей 2 сварочной ванны 6. Мощность дуги в процессе короткого замыкания поддерживают в течение времени τ1 , составляющим от 0,7 до 0,9 времени короткого замыкания. К моменту разрыва перемычки 8 снижают мощность дуги на величину (0,2-0,3) мощности дуги при разрыве перемычки. 4 ил.
СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА, при котором задают время горения дуги, по истечении этого времени уменьшают мощность дуги перед замыканием дугового промежутка, затем мощность дуги увеличивают и повторно снижают мощность к моменту разрыва перемычки, поддерживая ее в течение определенного времени, после чего процесс повторяют, отличающийся тем, что, с целью повышения стабильности процесса сварки, время горения дуги определяют из условия
τ = (2-4)τкз,
τкз время короткого замыкания,
уменьшение мощности дуги на величину 0,4 0,6 мощности дуги при касании каплей сварочной ванны производят до момента касания каплей сварочной ванны, последующее увеличение мощности дуги поддерживают в течение времени
τ1= (0,7-0,9)τкз,
а повторно мощность дуги снижают от 0,2 до 0,3 мощности дуги при разрыве перемычки и поддерживают ее до момента повторного зажигания дуги.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

