Изобретение относится к сварке и может быть использовано для дуговой сварки и наплавки плавящимся электродом порошковой проволокой. Известен способ дуговой сварки в защитных газах плавящимся электродом, при i OTopHx сварку ведут с увели ченным вылетом электродной проволоки, что позволяет повысить скорость ее плавления, за счет интенсификаци нагрева проходящим сварочным током. Способ осуществляется при сварке плавящимся электродом в углекислом газе С ЗНедостатком способа являются потери электродного металла, связанные с его разбрызгиванием. Наиболее близким к предлагаемому является способ дуговой сварки плав щимся электродом преимущественно по рошковой проволокой,при котором сва ку ведут с увеличенным вылетом проволоки. Способ осуществляется при сварке открытой дугой порошковыми проволоками при длине вылета до 60 мм. При увеличении вылета возрастает температура нагрева оболочки проходящих сварочным током, и соответственно скорость ее плавления СзЗОднако ввиду значительной теплоинерционности иМалой электропровод ности дисперсных материалов сердечника его нагрев происходит менее интенсивно, чем оболочки. В результате возрастает скорость плавления оболочки относительно сердечника. При этом часть шихты просыпается в жидкую сварочную ванну в нераспла ленном состоянии и засоряет сварочный шов. Нерасплавившаяся часть сердечника порошковой проволоки пре пятствует нормальному процессу плав ления, повышаются потери электродного металла на разбрызгивание. Цель изобретения - улучшение ста бильности процесса свзрки и качеств наплавленного металла. Поставленная цель достигается тем, что в способе дуговой сварки плавящимся эле -тродом, преимущественно порошковой проволокой, при котором процесс ведут с увеличением вылетом проволоки, на вылете электрода шунтируют участок оболочки про волоки длиной Ь, 0,8 -3/0 S, где S - расстояние от участка шунтирова ния до токоподвода сварочного тока и располагают его на расстоянии от плавящегося торца в 8-12 раз, больше чем диаметр проволоки. При введении короткозамкнутого участка оболочки порошковой проволоки, часть сварочного тока проходящего по вылету шунтируется, поэтому оболочка на этом участке нагревается незначительно. Одновременно увеличивается время передачи тепла от оболочки сердечнику, что «сопровождается выравниванием температуры по сечению сердечника. Это способствует равномерному плавлению сердечника и обеспечивает выравнивание скоростей плавления оболочки и сердечника, что приводит к повышению стабильности плавления проволоки, улуч шению характера образования и переноса капель, уменьшению разбрызгивания. В результате более полной диссоциации газообразных компонентов сердечника проволоки улучшается газовая защита металла капель и сварочной ванны, а также качество.наплавленного летаппа. Полное расплавле- . ние материала наполнителя проволоки и отсутствие просыпания шихты в сварочную ванну также способствует по- вышению качества наплавленного слоя. Короткозамкнутый участок располагают на расстоянии 8. - 12 диаметров проволоки от плавящегося торца. При меньшем расстоянии короткозамкнутый участок сильно забрызгивается, а при большем расстоянии - ухудшается характер плавления проволоки, так как происходит перегрев оболочки проволоки и теряется эффект выравнивания скоростей плавления оболочки к сердечника. Длину короткозамкнутого участка устанавливают в пределах 0,8-3. расстояния от участка до токоподвода сварочного тока. При меньшей длине не успевает произойти выравнивание температур оболочки и сердечника проволоки, а удлинение участка трех расстояний не дает эффекта выравнивания температур ввиду теплонасьадения сердечника. П .р и м е р . Проводили сварку порошковой проволокой трубчатого сечения диаметром 3 мм карбонатнофлюоритного типа на автомате с независимой скоростью подачи проволоки и питания сварочной дуги от источника с пологопадающей характеристикой. Для шунтирования сварочного тока на участке вылета дополнительно устанавливали изолированную от токоподвода сварочного тока втулку иЗ материала с высокой электропроводностью ( например, медь), имеющую хороший контакт с оболочкой порошковой проволоки по всей длине короткозамкнутого участка. Технологическую длину вылета ( вылет без учета короткозс№1кнутого участка) установили равным 60 мм. Длину втулки изменяли от 0,8 до 3,0 расстояния от втулки до токоподвода (24 - 9 мм, длину свободного вылета электрода, т.е. расстояние от нижнего торца втулки до плавящегося торца проволоки, изменяли от 8 до 12 диаметров лорошковой проволоки (24 - 36 ммД Сварку выполняли на пластинах из стали Ст 3 размером 12x60x400 мм. Оценивгши стабильность процесса сварки по величине потерь электродного металла на разбрызгивание. Кроме того, «ценивали качество наплавленного металла по количеству содержащихся в нем газов Режим сварки во всех oifUTax поддерживали в пределах ток дуги 350 - 370 А напряжение дуги
.24 - 26 В, ёкорость сварки 2624 . На этом же режима выполняли сварку в соответствии с известньм способом при технологическом вылете ( равным свободному f 60 мм.
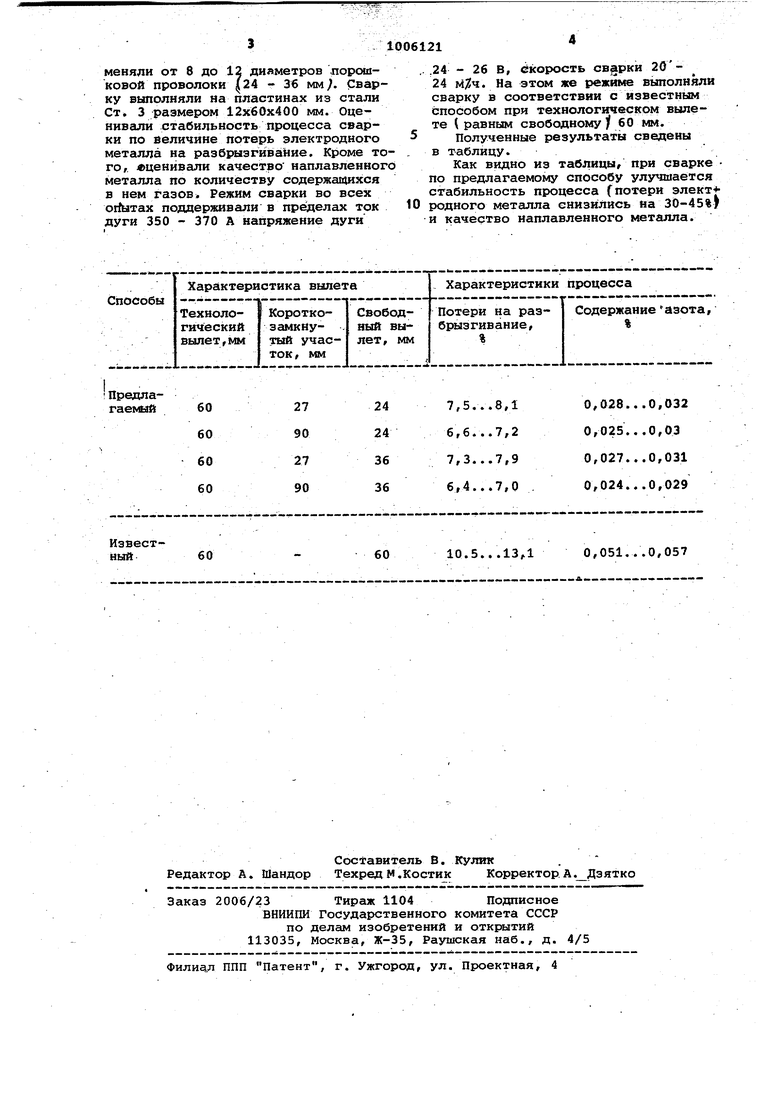
Полученные результаты сведены в таблицу.
Как видно из таблицы, при сварке по предлагаемому способу улучшается стабильность процесса (потери элект родного металла снизились на 30-45%)
0 и качество наплавленного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1119802A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1119803A1 |
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131617A1 |
| Установка для дуговой сварки и наплавки порошковой проволокой | 1990 |
|
SU1731509A1 |
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131616A1 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1984 |
|
SU1234103A1 |
| Способ автоматического регулирования уровня сварочной ванны | 1988 |
|
SU1523286A1 |
| Способ дуговой сварки самозащитнойпОРОшКОВОй пРОВОлОКОй | 1978 |
|
SU799925A1 |
| ПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1990 |
|
RU2027572C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1991 |
|
RU2016721C1 |
ПредлаИзвестный 60
О,051...О,057
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Покладий В.Р | |||
| Сварка в углекислом газе с увеличенным сопротивлением вылета электродной проволоки | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Акулов А.И | |||
| Особенности сварки открыто дугой порошковыми провоглоками.- Сварочное производство | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
