Изобретение относится к технологии получения соединений с использованием сварки плавящимся электродом и может найти применение во всех отраслях народного хозяйства.
При сварке плавящимся электродом с короткими замыканиями дугового промежутка основным недостатком процесса сварки является разбрызгивание металла сварочной ванны и электрода, что приводит к нестабильному формированию шва. Предлагаемое изобретение направлено на решение задачи повышения стабильности процесса, уменьшения разбрызгивания электродного металла.
Известен способ сварки плавящимся электродом, при котором в процессе сварки изменяют наклон внешней характеристики источника питания, переключая его с жесткой характеристики на крутопадающую [1] К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, относятся сложность его применения при сварке плавящимся электродом с короткими замыканиями.
Известен способ сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором сварку ведут на оптимальном режиме, определяемом по длине вылета электрода [2] К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, относится сложность точного определения реальной длины вылета электрода при косвенной регистрации ее из-за отсутствия учета электропроводности дуги.
Известен способ сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором сварку ведут на оптимальном режиме, определяемом по частоте коротких замыканий [3] К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, принятого за прототип, относится недостаточная точность определения оптимального режима из-за реального разброса частоты короткого замыкания и ухода из выбранной области режимов, что приводит к разбрызгиванию электродного металла.
Сущность изобретения заключается в повышении стабильности процесса, уменьшающего разбрызгивание электродного материала благодаря созданию условий для перехода жидкого металла в ванну через перемычку. Поскольку течение металла проходит при высоких скоростях, создаются условия для повышения производительности процесса сварки.
Указанный технический результат при осуществлении изобретения достигается тем, что в способе сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором сварку ведут на оптимальном режиме, в момент образования перемычки дополнительно фиксируют дуговой разряд по периферии перемычки, при его наличии увеличивают скорость подачи электрода и сварочный ток до момента устойчивого состояния перемычки и соответствующий этому состоянию режим выбирают в качестве оптимального. Дуговой разряд по периферии перемычки фиксируют или по второму сигналу увеличения напряжения на перемычке или по увеличению интенсивности излучения в зоне перемычки.
Увеличение скорости подачи электрода и сварочного тока до устойчивого состояния перемычки обеспечивает переход жидкого металла в ванну через перемычку, что снижает разбрызгивание электродного металла, а, следовательно, повышается стабильность процесса сварки.
Увеличение параметров режима повышает производительность процесса, поскольку течение металла происходит при высоких скоростях.
Фиксация дугового разряда по периферии перемычки по указанным параметрам определяет момент начала увеличения скорости подачи электрода и тока сварки, что также повышает стабильность процесса.
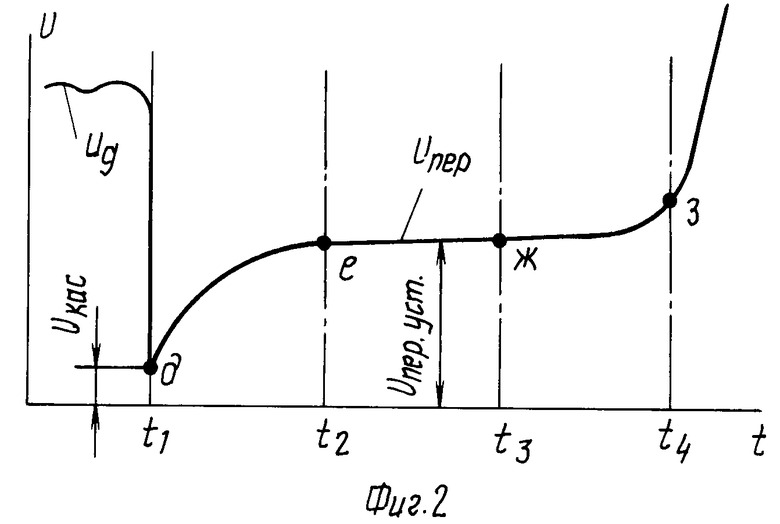
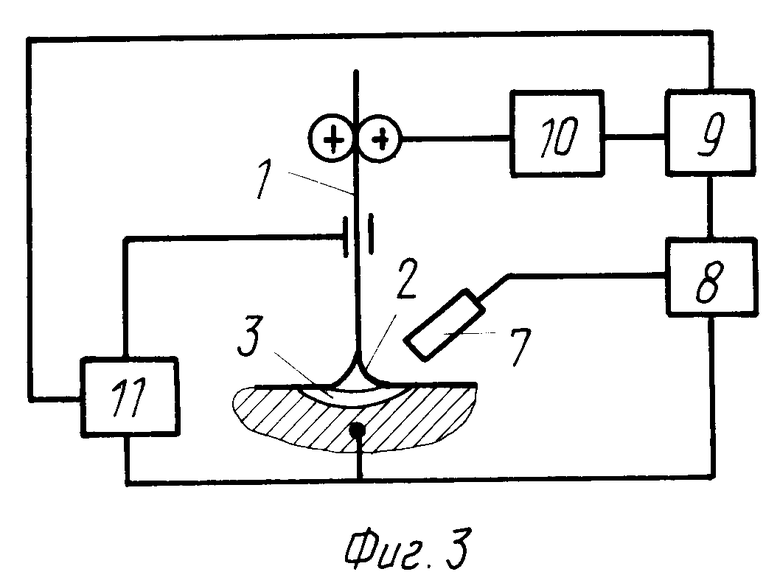
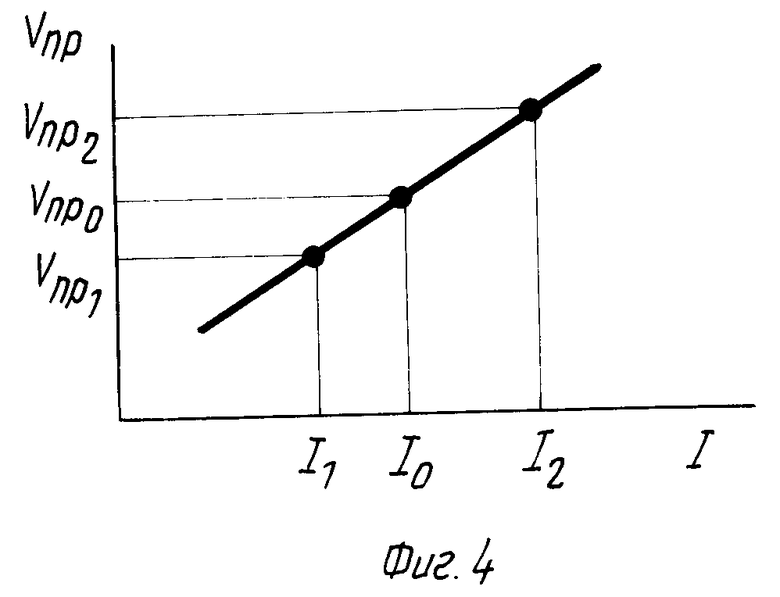
На фиг. 1 показаны фазы короткого замыкания а,б,в,г; на фиг.2 характер изменения напряжения на перемычке Uпер.; на фиг.3 структурная схема устройства для осуществления способа дуговой сварки; на фиг.4 функциональная взаимосвязь тока I и скорости подачи электродной проволоки Vпр f(I).
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключается в следующем.
Способ дуговой сварки плавящимся электродом осуществляют следующим образом. Между электродной проволокой 1 через каплю 2 возникает короткое замыкание с ванной 3. В момент времени t1 происходит касание каплей 2 ванны 3 (фаза а). Напряжение дуги Uд падает до напряжения касания Uкас. Затем по мере перетекания капли 2 в ванну 3 происходит первое плавное нарастание напряжения на перемычке Uпер. (фиг.2, кривая д-е). После чего Uпер принимает установившееся значение Uпер.уст. В периоды времени t1-t2-t3 (капля) 2 между проволокой 1 и ванной 3 формоизменяется и на период t3 возникает небольшое сужение 4, свидетельствующее о начале образования перемычки 5. При этом расстояние между электродом 1 и ванной 3 lэв за счет скорости Vпр. уменьшается от lэ до lэвз. В период t4 перемычка 5 принимает свою установившуюся форму. Вследствие небольшого расстояния lэвз и высокой температуры перемычки 5 между электродом 1 и ванной 3 возникает самостоятельный дуговой разряд 6. В момент образования перемычки 5 дополнительно с помощью датчика 7 и блока 8 определяют возникающий по периферии перемычки дуговой разряд 6. В этот период t4 начинается второе нарастание Vпер, которое регистрирует блок 8. В момент t4 блок 8 дает команду блоку 9 на увеличение скорости подачи электрода Vпр через привод 10 и тока I через источник питания 11. Увеличение Vпр и I продолжают до момента устойчивого состояния перемычки 5 и дугового разряда 6. При увеличении тока дуговой разряд 6 начинает интенсивно расплавлять проволоку. Расплавляемый металл за счет электродинамических сил, возникающих на перемычке, и конвективных потоков в ванне интенсивно переносится с электрода 1 в ванну 3. При этом скорость Vпр должна соответствовать скорости переноса расплавляемого металла. При скорости Vпр <Vконв перемычка 5 разорвется и процесс нарушится. При скорости Vпр > Vконв перемычка 5 перейдет в форму капли, дуговой разряд 6 прервется, произойдет снижение оплавления проволоки 1 и она войдет в ванну. Процесс также нарушится. При значениях Vпр.р < Vпрo и I < I0 наблюдается частый разрыв перемычки и соответственно нарушение процесса. При значениях Vпр2 > Vпрo и I2 > I0 происходит частый вход электрода 1 в ванну 3, чо также нарушает процесс.
С помощью блока 8 дополнительно определяют дуговой разряд 6 по началу второго увеличения Uпер или увеличению интенсивности излучения в зоне перемычки 5.
Таким образом осуществляют процесс дуговой сварки в защитных газах, который в 3-4 раза выше по производительности сварки под флюсом.
Способ был опробован при наплавке проволокой Св-08Г2С в смеси аргона и углекислого газа на пластинах из стали ст. 3 при питании от источника ВДУ-506.
Момент начала второго нарастания напряжения на перемычке определяли с помощью специально разработанного датчика. Для осуществления процесса был разработан и изготовлен макет устройства, который позволял быстро (в течение (2-3)x x10-3 с) увеличивать Vпр и ток.
Сварку начинали на исходном режиме: I 200 A; Ux.x 24 B; dэ 1,2 мм; Vсв. 18 м/ч; Vпр 150 м/ч. Затем включали макет устройства, который регистрировал начало второго нарастания Uисх при напряжении 8 В и увеличивал ток до 600 А и Vпр 2400 м/ч. При указанных параметрах процесс сварки протекал устойчиво, без брызг и с хорошим формированием шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2038935C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ | 1990 |
|
SU1743064A1 |
| Способ сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1978 |
|
SU854639A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1982 |
|
SU1053993A2 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1990 |
|
SU1712096A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
Использование: для получения соединения с использованием сварки плавящимся электродом во всех отраслях народного хозяйства. Сущность изобретения: в процессе сварки в момент образования перемычки 5 фиксируют дуговой разряд 6, при его наличии увеличивают скорость подачи электрода 1 и сварочный ток до момента устойчивого состояния перемычки и соответствующий этому состоянию режим выбирают в качестве оптимального. 2 з. п. ф-лы, 4 ил.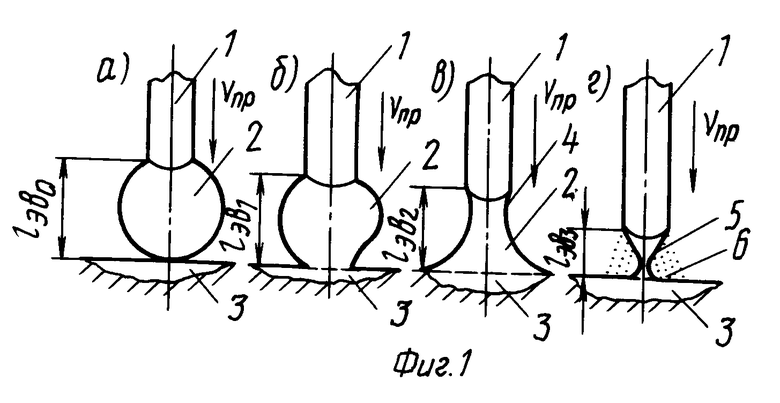
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
