Изобретение относится к способу покрытия внутренней поверхности разрушенных трубопроводов, расположенных как на земле, так и под землей и может быть использовано для формирования новых трубопроводов на поверхности земли, а также в проделанных отверстиях различных материалов.
Наиболее распространенный в Европе английский метод "Insitu form", заключающийся в размещении в ремонтируемой трубе футеровочного рукава, пропитанного связующим, во внутреннюю полость которого нагнетается вода с температурой 60-90оС, вызывающая его прижатие к поверхности трубы и отверждение (пат. США 3996967, 3123101).
Известен способ ремонта подземных трубопроводов "Коопетанш" (пат. Фр. 2480901). Отличие состоит в том, что прижатие футеровочного рукава и его отверждение осуществляется как водой, так и воздухом под давлением 0,1-0,5 бар. Время отверждения составляет 3-8 часов в зависимости от температуры. Окончательное отверждение на 4-6 дней.
Наиболее близким техническим решением является способ (Фр. 2482252, F 16 L 55/18, 13 ноября 1981 г.), при котором прижатие футеровочного рукава осуществляется сжатым воздухом, а отверждение водяным паром за счет теплоемкости, равной 0,487 ккал/кг.град при 100оС.
Недостатком всех известных методов ремонта является длительность процесса прогресса и отверждения футеровочного рукава, что вызывает значительные теплопотери в окружающую среду (за счет теплопроводности и конвекции) и приводит к увеличению энергозатрат. Медленный подъем температуры также обуславливается ее снижением от входа теплоносителя к его выходу, что способствует появлению в футеровочном покрытии в процессе отверждения различных уровней внутренних напряжений и приводит к разбросу его физико-механических и защитных свойств по геометрии трубы.
В случае же ремонта действующего трубопровода требуется длительное отключение от сети, что ведет к дополнительным материальным затратам.
Кроме того, при использовании данных методов осуществляется рециркуляция теплоносителя, что значительно усложняет аппаратурное оформление процесса.
Процесс отверждения в известных методах осуществляется спонтанно, поэтому в футеровочном покрытии увеличиваются внутренние напряжения, изменяя структуру поверхностного слоя, что приводит к появлению дефектных областей. Это в свою очередь вызывает снижение адгезионной прочности, а, следовательно, и физико-механических свойств покрытия, а также его гидролитической стойкости при длительном воздействии влаги.
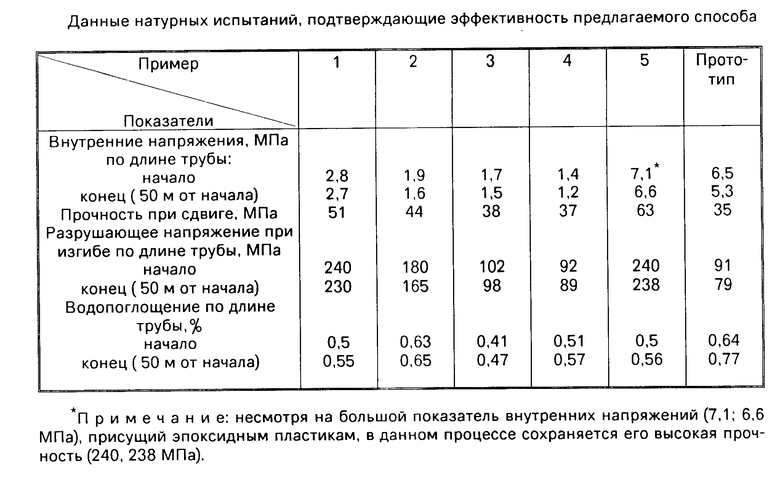
Технический результат, на решение которого направлено заявляемое изобретение - снижение внутренних напряжений в футеровочном покрытии при отверждении, повышение его адгезионной прочности, увеличение физико-механических характеристик и гидролитической стойкости при одновременной стабилизации этих свойств по длине трубы.
Поставленная техническая задача решается тем, что в способе покрытия внутренней поверхности трубопровода, заключающемся в размещении в трубопроводе футеровочного рукава, пропитанного связующим, прижатии его к внутренней поверхности трубопровода и отверждении связующего посредством водяного пара, процесс отверждения осуществляют в два этапа, причем на первом этапе прогрев ведут до получения линейной структуры полимера, а окончательное структурирование осуществляют на втором этапе, поддерживая при этом постоянную конденсацию, причем давление пара на первом этапе поддерживают 0,1-0,3 атм, в течение 20-10 мин, а давление пара на втором этапе 0,5-0,7 атм в течение 5-2,5 ч.
Признаки, отличающие заявляемый способ покрытия внутренней поверхности трубопровода, позволяющие достичь поставленного технического результата, не выявлены в других технических решениях.
Сущность предлагаемого способа покрытия внутренней поверхности трубопровода заключается в следующем.
Футеровочный рукав, пропитанный связующим транспортируют любым известным способом в ремонтируемую трубу и заглушают. Затем в полость футеровочного рукава подают водяной пар и осуществляют прижатие футеровочного рукава к поверхности трубы и его отверждение. Отверждение проводят в два этапа. На первом этапе прогрев ведут до получения линейной структуры полимера, давление пара при этом поддерживают 0,1-0,3 атм в течение 20-10 мин, а на втором этапе до окончательного структурирования, поддерживая при этом постоянную конденсацию, создают давление пара 0,5-0,7 атм в течение 5-2,5 ч. Подачу пара осуществляют в количестве, соответствующем количеству отводимого конденсата, что контролируют постоянством поддержания давления (и связанной с ним температурой) в ремонтируемой трубе и выпускном всего образующегося конденсата (например, конденсатоотводчиком) без выпуска пара. При этом высвобождают без изменения температуры в 103 раз большее количество тепла, чем при остывании пара на 1оС (использование его теплоемкости).
Ниже приведены примеры получения футеровочного покрытия.
П р и м е р 1. Футеровочный рукав, представляющий собой комбинированное полотно, полученное на иглопрошивной машине и состоящее из 2-х слоев иглопробивного полотна ИПС-Т-1000 и 1 слоя нитепрошивного материала НП-550, пропитанного полиэфирным связующим на основе бисфенола А, и помещенное между внутренним полиуретановым и внешним полиэтиленовым рукавами, транспортируют любым известным методом в ремонтируемую трубу и заглушают. Затем в полость футеровочного рукава подают водяной пар под давлением 0,1 атм в течение 20 мин. Далее давление пара повышают до 0,5 атм и поддерживают на данном уровне в течение 5 ч. Далее заглушку удаляют и трубопровод запускают в эксплуатацию.
П р и м е р 2. Осуществляют аналогично примеру 1, но футеровочный рукав представляет собой стеклотрикотажное полотно, пропитанное полиэфирным связующим на основе фталевой кислоты и помещенное между внутренним полиэтилен-полипропиленовым рукавом и внешним полиэтиленовым. Давление пара 0,3 атм на первом этапе поддерживают в течение 10 мин, а давление пара 0,7 атм на втором этапе в течение 2,5 ч.
П р и м е р 3. Осуществляют аналогично примеру 1, но футеровочный рукав представляет собой нетканый материал на основе полиэфирных волокон, пропитанный полиэфирным связующим на основе терефталевой кислоты и помещенный между внутренним полиэтиленополипропиленовым рукавом, обработанным коронным разрядом и внешним полиэтиленовым. Давление пара 0,15 атм на первом этапе поддерживают в течение 15 мин, а на втором этапе давление пара 0,6 атм в течение 3,5 ч.
П р и м е р 4. Осуществляют аналогично примеру 1, но футеровочный рукав представляет собой нетканый материал на основе полиамидных волокон, пропитанный полиэфирным связующим на основе канифоли и помещенный между внутренним рукавом из полиформа и внешним из полиэтилена.
П р и м е р 5. Осуществляют аналогично примеру 1, но футеровочный рукав представляет собой иглопробивное полотно ХПС-1, пропитанное эпоксидным связующим на основе бисфенола А, и помещенное между внутренним рукавом из ПВХ и внешним из полиэтилена.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫТИЕ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА И СПОСОБ НАНЕСЕНИЯ ЭТОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1993 |
|
RU2039654C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1993 |
|
RU2037732C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2003 |
|
RU2285195C2 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1993 |
|
RU2037420C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1994 |
|
RU2076990C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1997 |
|
RU2141072C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА С ИСПОЛЬЗОВАНИЕМ ПАРА В КАЧЕСТВЕ ТЕПЛОНОСИТЕЛЯ | 2014 |
|
RU2554154C1 |
| СПОСОБ САНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТЕПЛОТРАССЫ И РУКАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111408C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1994 |
|
RU2081368C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 1996 |
|
RU2094692C1 |
Сущность изобретения: в трубопроводе (ТП) размещают пропитанный полимерным связующим футеровочный рукав, прижимают его к внутренней поверхности ТП. Структурируют связующее при его отверждении подогревом при подаче под давлением пара в ТП. Отвержение осуществляют в два этапа с использованием выделяющейся при конденсации пара теплоты. Для чего поддерживают конденсацию постоянной. На первом этапе прогрев ведут до получения линейной структуры связующего. Окончание структурирования осуществляют на втором этапе. На первом этапе выдерживают давление пара в 0,1 - 0,3 атм в течение 10 - 20 мин, на втором этапе - давление пара в 0,5 - 0,7 атм в течение 2,5 - 5 ч. 1 табл.
СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА, заключающийся в размещении в нем пропитанного полимерным связующим футеровочного рукава, прижатии его к внутренней поверхности трубопровода, структурировании связующего при его отверждении посредством прогрева при подаче под давлением пара в трубопровод, отличающийся тем, что отверждение связующего осуществляют в два этапа с использованием выделяющейся при конденсации пара теплоты испарения, для чего поддерживают конденсацию постоянной, при этом на первом этапе прогрев ведут до получения линейной структуры полимерного связующего, а окончание структурирования осуществляют на втором этапе, причем на первом этапе выдерживают давление пара в 0,1 - 0,3 атм в течение 10 - 20 мин, а на втором этапе выдерживают давление пара в 0,5 - 0,7 атм в течение 2,5 - 5 ч.
| СПОСОБ АВТОМАТИЧЕСКОГО ОБНАРУЖЕНИЯ СИГНАЛОВ | 2011 |
|
RU2480901C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
