Настоящее изобретение относится к строительству и может быть использовано при ремонте всех видов трубопроводов в промышленности, городском хозяйстве, и других областях, в частности при ремонте трубопроводов и коллекторов в системах канализации, технологического и питьевого водоснабжения и т.п. для защиты внутренней поверхности трубопровода от механических повреждений, коррозии и образования нежелательных отложений или для восстановления поврежденной или изношенной внутренней поверхности трубопровода.
В настоящее время широко известны технологии ремонта внутренней поверхности трубопроводов путем введения в трубопровод многослойного облицовочного рукава, содержащего армирующую оболочку, пропитанную термоотверждающимся связующим, и внутреннюю пленочную оболочку из теплостойких термопластичных полимерных материалов, способную отделяться от армирующей оболочки после термоотверждения связующего. Введенный в трубопровод рукав раздувают воздухом для прижатия наружной поверхности рукава к внутренней поверхности трубопровода, а затем в полость рукава вводят теплоноситель в виде насыщенного водяного пара для обеспечения отверждения связующего, после чего внутреннюю пленочную оболочку удаляют из полости рукава (см. патент US 5186987, 1993 или патент RU 2182999 C1, 2002).
В качестве наиболее близкого аналога настоящего изобретения принят способ нанесения покрытия (облицовочного рукава) на внутреннюю поверхность трубопровода, включающий в себя введение в трубопровод облицовочного рукава, содержащего армирующую оболочку, пропитанную термоотверждающимся связующим, и внутреннюю пленочную оболочку из теплостойкого термопластичного полимерного материала, способную отделяться от армирующей оболочки после термоотверждения связующего; раздув введенного в трубопровод рукава воздухом для прижатия наружной поверхности рукава к внутренней поверхности трубопровода, наполнение полости раздутого рукава теплоносителем в виде водяного пара под избыточным давлением, выдерживание раздутого рукава под этим давлением до обеспечения отверждения связующего и удаление внутренней пленочной оболочки из полости рукава после отверждения связующего с получением покрытия на внутренней поверхности трубопровода (см. патент RU 2182999 С1, 2002).
Многолетний опыт применения известного способа, раскрытого в указанном наиболее близком аналоге, выявил его следующие недостатки. В известном способе не раскрывается скоростной режим проведения стадии наполнения полости раздутого рукава водяным паром, находящимся под избыточным давлением. Между тем, как было показано на практике, при слишком быстром наполнении полости раздутого рукава водяным паром, не обеспечивается равномерный прогрев рукава до момента начала процесса отверждения связующего, в результате чего процесс отверждения может происходить неравномерно по длине рукава, что приводит к короблению внутренней поверхности рукава и, следовательно, к низкому качеству получаемого покрытия. Кроме того, во время стадии отверждения часть влаги, находящейся в паре, конденсируется, и конденсат, скапливающийся в донной части рукава, отрицательно влияет на процесс отверждения и качество получаемого покрытия, особенно при низкой температуре окружающего воздуха.
Основной задачей настоящего изобретения является обеспечение достаточного качества получаемого покрытия путем повышения равномерности прогрева рукава перед отверждением связующего. Дополнительная задача настоящего изобретения - обеспечение достаточного качества получаемого покрытия путем периодического удаления конденсата, образующегося внутри рукава.
Решение указанной основной задачи достигается тем, что в способе нанесения покрытия на внутреннюю поверхность трубопровода, включающего в себя введение в трубопровод облицовочного рукава, содержащего армирующую оболочку, пропитанную термоотверждающимся связующим, и внутреннюю пленочную оболочку из теплостойкого термопластичного полимерного материала, способную отделяться от армирующей оболочки после термоотверждения связующего; раздув введенного в трубопровод рукава воздухом для прижатия наружной поверхности рукава к внутренней поверхности трубопровода, наполнение полости раздутого рукава теплоносителем в виде водяного пара под избыточным давлением, выдерживание раздутого рукава под этим давлением до обеспечения отверждения связующего и удаление внутренней пленочной оболочки из полости рукава после отверждения связующего с получением покрытия на внутренней поверхности трубопровода, согласно настоящему изобретению, наполнение полости раздутого рукава водяным паром проводят в две стадии, на первой из которых избыточное давление пара в полости рукава плавно повышают до величины, равной 0,4-0,6 от величины давления Р, при котором рукав выдерживают до обеспечения отверждения связующего, причем плавное повышение давления осуществляют в течение времени T1=(2,0÷2,7)·L·D2,
где L - длина ремонтируемого участка трубопровода, м;
D - внутренний диаметр ремонтируемого участка трубопровода, м;
а на второй стадии давление в полости рукава повышают до величины Р в течение времени Т2=(0,4÷0,8)·T1.
Экспериментально было установлено, что предлагаемый скоростной (или временной) режим повышения давления водяного пара в полости рукава, зависящий от размеров трубопровода, с одной стороны, обеспечивает достаточно равномерный и плавный нагрев рукава в течение времени T1, а с другой стороны, в достаточной степени обеспечивает равномерность начальной стадии процесса отверждения связующего по длине рукава, при том, что этот процесс начинается в основном по истечении времени Т2.
Сокращение времени T1 и Т2 меньше нижних пределов 2,0 и 0,4 соответственно не обеспечивает требуемой равномерности нагрева рукава, а увеличение времени T1 и Т2 больше верхних соответствующих пределов 2,7 и 0,8 не оказывает существенного влияния на обеспечение равномерности нагрева рукава. При этом повышение давления на первой стадии до величины, большей 0,6·Р, не обеспечивает равномерности нагрева рукава на этой стадии, а повышение давления на первой стадии до величины, меньшей 0,4·Р, не обеспечивает равномерности нагрева рукава на второй стадии.
Решение вышеуказанной дополнительной задачи достигается в настоящем изобретении тем, что в течение выдерживания раздутого рукава до обеспечения отверждения связующего периодически проводят продувку полости рукава водяным паром с целью удаления конденсата, образующегося внутри рукава при отверждении.
Кроме того, перед введением облицовочного рукава в трубопровод на участках прерывания последнего могут быть установлены кольцевые ограничители для обеспечения схватывания ими рукава, где он не ограничен внутренней поверхностью трубопровода, например, в месте, где расположенный под землей трубопровод прерывается вертикальным колодцем. Такие ограничители предотвращают неконтролируемый и нежелательный раздув рукава в месте прерывания трубопровода с обеспечением целостности рукава. Тем самым обеспечивается надежность и стабильность процесса отверждения связующего.
Помимо этого, на конце облицовочного рукава может быть установлен по меньшей мере один ограничивающий упор, препятствующий удлинению рукава в процессе его раздува и наполнения водяным паром полости раздутого рукава, что исключает последующую релаксационную усадку рукава и образование в нем трещин, ухудшающих прочность рукава, а следовательно, повышает качество получаемого покрытия.
Внутренняя пленочная оболочка облицовочного рукава может быть введена в трубопровод после введения армирующей оболочки.
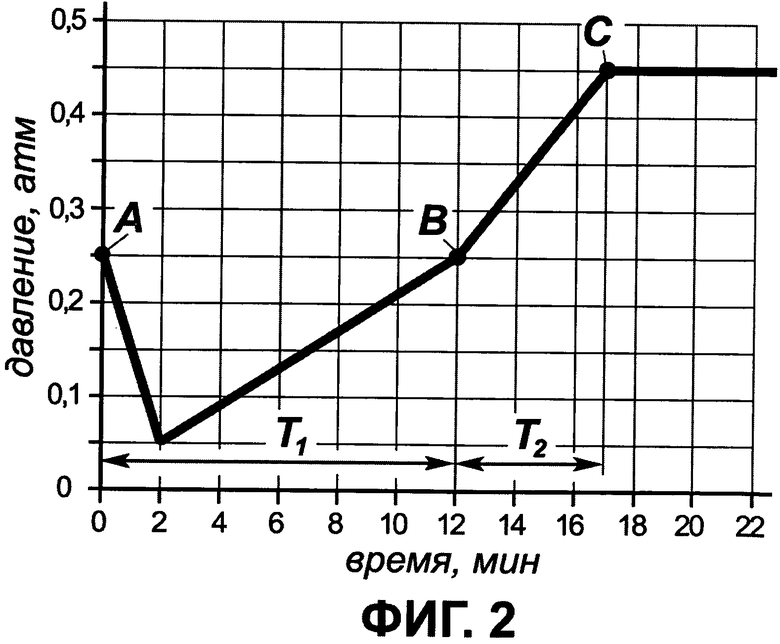
На фиг.1 представлена схема размещения облицовочного рукава в ремонтируемом трубопроводе в процессе осуществления способа по настоящему изобретению;
на фиг.2 - схематический график изменения давления водяного пара в полости раздутого облицовочного рукава при его наполнении паром в процессе осуществления примера способа по настоящему изобретению.
Способ по настоящему изобретению осуществляют следующим образом.
Если ремонтируемый участок расположенного под землей трубопровода 1 (фиг.1) прерывается промежуточным вертикальным колодцем 2, то через этот колодец в трубопровод 1 вставляют кольцевой ограничитель 3, который будет в дальнейшем охватывать облицовочный рукав 4 по всей окружности и тем самым препятствовать раздуву рукава 4 в этой зоне. Ограничитель 3 может быть выполнен разъемным или цельным из материала, способного сгибаться в кольцо и быть закрепленным в этом положении. Таким материалом может быть, например, листовой металл, полимерный рулонный материал типа линолеума и т.п.
Далее, внутрь ремонтируемого участка или участков трубопровода 1 вводят облицовочный рукав 4, содержащий пропитанную термоотверждающимся связующим армирующую оболочку и внутреннюю пленочную оболочку из теплостойкого термопластичного полимерного материала, способную отделяться от армирующей оболочки после термоотверждения связующего. Как правило, облицовочный рукав 4 содержит также наружную пленочную оболочку. Так как конструкция и состав рукава 4 не являются особенностями настоящего изобретения, то оболочки, составляющие рукав 4, на фиг.1 отдельно не показаны и не обозначены. В способе по настоящему изобретению может быть использован облицовочный рукав, более подробно описанный, например, в патенте RU 2182274 С1, 2002. Внутренняя пленочная оболочка может быть введена внутрь трубопровода после введения в него армирующей оболочки.
Концы введенного в трубопровод 1 рукава 4 герметизируют посредством передней и задней заглушек 5 и 6 соответственно. Эти заглушки закрепляют на концах рукава 4, например, с помощью хомутов (на фиг.1 не показаны). В переднюю заглушку 5 вставляют трубку 7 или гибкий шланг для подачи воздуха или водяного пара, а в заднюю заглушку 6 - трубку 8 или гибкий шланг для отвода конденсата. Трубку 7 выводят через передний колодец 9 и подключают к источнику 10 сжатого воздуха (например, к компрессору) посредством вентиля 11, а также к источнику 12 горячего водяного пара (например, к паровому котлу) посредством вентиля 13. Трубка 8 для отвода конденсата снабжена вентилем 14, регулировочная рукоятка 15 которого выведена из заднего колодца 16 посредством стержня 17. Для измерения давления в полости рукава 4 используют манометр 18. Для предотвращения удлинения рукава 4 в заднем колодце 16 устанавливают ограничивающий упор 19, один конец которого упирают, например, в вертикальную стенку колодца 16, а противоположный в горизонтальном направлении конец устанавливают в контакте с торцевой поверхностью заглушки 6, в результате чего упор 19 будет препятствовать возможному горизонтальному перемещению конца рукава 4 в процессе раздува последнего и наполнения водяным паром полости раздутого рукава 4. Упор 19 может быть выполнен практически из любого жесткого материала, например дерева.
Далее начинают стадию раздува рукава 4 воздухом, для чего плавно открывают вентиль 11 при закрытых вентилях 13 и 14. Сжатый воздух заполняет полость рукава 4, в результате чего последний плотно прижимается к внутренней поверхности трубопровода 1 по всей площади контакта рукава 4 с этой поверхностью. Стадию раздува считают завершенной, если в полости рукава 4 устанавливается постоянное избыточное давление в пределах 0,2-0,3 атм, которое измеряют манометром 18.
По завершении раздува рукава 4 закрывают вентиль 11 и начинают наполнение полости рукава 4 водяным паром, для чего на первой стадии плавно приоткрывают вентиль 13, чтобы в течение времени T1 избыточное давление пара в рукаве 4 достигло величины, равной 0,4-0,6 от величины давления Р=0,4-0,5 атм, при котором проходит последующий процесс выдержки рукава 4 для отверждения в нем связующего. Затем, на второй стадии путем дальнейшего открытия вентиля 13 доводят избыточное давление пара в рукаве 4 до величины Р в течение времени T2.
Далее, при поддержании в рукаве давления Р проводят процесс выдержки рукава в течение времени, требуемого для отверждения связующего. Давление Р=0,4-0,5 атм в процессе выдержки поддерживают путем регулирования вентиля 13. В течение этой выдержки периодически (в летнее время примерно через каждый час, а в зимнее время через каждые полчаса) приоткрывают вентиль 14 на трубке 8 для вывода из полости рукава 4 образующегося там конденсата, и в течение 5-10 минут конденсат вместе с паром выходит из полости рукава 4 через трубку 8. Понятно, что в это время избыточное давление пара в рукаве 4 падает (до 0,05-0,1 атм), но после закрытия вентиля 14 это давление быстро восстанавливается до величины Р, так как вентиль 13 остается открытым.
После завершения отверждения рукав 4 охлаждают, вынимают заглушки 5, 6 и извлекают внутреннюю пленочную оболочку из полости армирующей оболочки, превратившейся в результате отверждения связующего в твердое монолитное покрытие внутренней поверхности трубопровода 1.
Пример.
В качестве источника 12 пара использовали котел, вырабатывающий насыщенный водяной пар давлением 4 атм с температурой 100°С при производительности 1600 м3/час. Внутренний диаметр D ремонтируемого трубопровода составлял 0,3 м, его длина L - 50 м. Процесс раздува рукава закончили при давлении воздуха в рукаве, равном 0,25 атм (точка А на фиг.2). Прекратили подачу воздуха и начали первую стадию подачи в рукав водяного пара. С момента начала подачи пара давление в рукаве резко падает в результате конденсации воды из первых порций поступающего в рукав пара, но затем по мере поступления в рукав следующих порций пара начинает возрастать. В течение времени T1=12 мин избыточное давление пара в рукаве подняли до величины P1=0,25 атм (точка В на фиг.2), т.е. восстановили давление в рукаве, которое было в конце периода раздува рукава. Далее, на второй стадии подачи пара давление в рукаве подняли до величины Р=0,45 атм в течение времени Т2=5 мин (точка С на фиг.2). Дальнейший процесс выдержки рукава с отверждением его связующего проводили при поддержании общего уровня давления величиной Р.
Таким образом, процесс наполнения полости рукава паром провели при следующих соотношениях параметров:
P1=0,56·Р;
T1=2,67·L·D2;
T2=0,42·T1.
Приведенные в данном описании примеры осуществления настоящего изобретения не являются исчерпывающими и ограничивающими объем изобретения, который определен приложенной формулой изобретения, в пределах которой возможны другие варианты и модификации изобретения.
Изобретение относится к трубопроводному транспорту и может быть использовано при ремонте трубопроводов. Способ включает введение в трубопровод облицовочного рукава, содержащего пропитанную связующим армирующую оболочку и внутреннюю пленочную оболочку, способную отделяться от армирующей оболочки после термоотверждения связующего, раздув введенного рукава воздухом, наполнение полости раздутого рукава паром, выдерживание рукава до отверждения связующего и удаление внутренней пленочной оболочки. Наполнение полости раздутого рукава водяным паром проводят в две стадии. На первой стадии избыточное давление пара в полости рукава плавно повышают до величины 0,4-0,6 от величины давления Р, при котором рукав выдерживают до обеспечения отверждения связующего. Плавное повышение давления осуществляют в течение времени T1=(2,0÷2,7)·L·D2, где L - длина ремонтируемого участка трубопровода, м; D - внутренний диаметр ремонтируемого участка трубопровода, м. На второй стадии давление в полости рукава повышают до величины Р в течение времени Т2=(0,4÷0,8)·T1. В течение выдерживания раздутого рукава до обеспечения отверждения связующего периодически проводят продувку полости рукава водяным паром с целью удаления образующегося конденсата. Повышает качество покрытия. 4 з.п. ф-лы, 2 ил.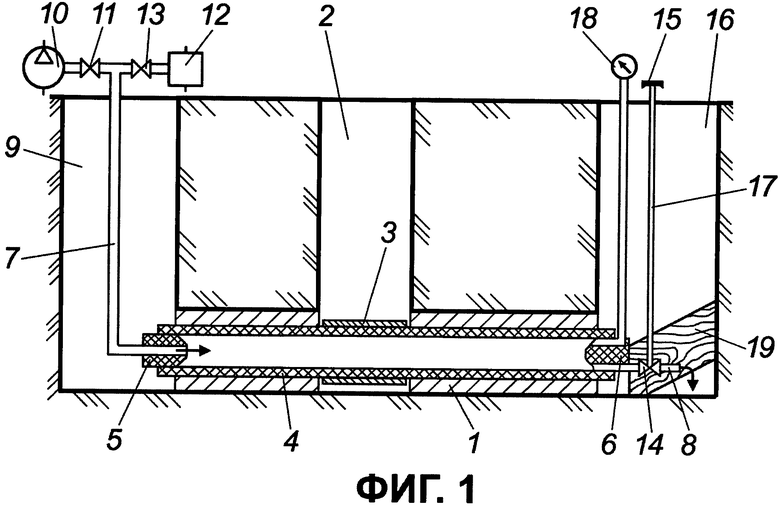
1. Способ нанесения покрытия на внутреннюю поверхность трубопровода с использованием пара в качестве теплоносителя, включающий в себя
введение в трубопровод облицовочного рукава, содержащего армирующую оболочку, пропитанную термоотверждающимся связующим, и внутреннюю пленочную оболочку из теплостойкого термопластичного полимерного материала, способную отделяться от армирующей оболочки после термоотверждения связующего;
раздув введенного в трубопровод рукава воздухом для прижатия наружной поверхности рукава к внутренней поверхности трубопровода,
наполнение полости раздутого рукава теплоносителем в виде водяного пара под избыточным давлением,
выдерживание раздутого рукава под этим давлением до обеспечения отверждения связующего и
удаление внутренней пленочной оболочки из полости рукава после отверждения связующего с получением покрытия на внутренней поверхности трубопровода, отличающийся тем, что наполнение полости раздутого рукава водяным паром проводят в две стадии, на первой из которых избыточное давление пара в полости рукава плавно повышают до величины, равной 0,4-0,6 от величины давления Р, при котором рукав выдерживают до обеспечения отверждения связующего, причем плавное повышение давления осуществляют в течение времени T1=(2,0÷2,7)·L·D2,
где L - длина ремонтируемого участка трубопровода, м;
D - внутренний диаметр ремонтируемого участка трубопровода, м;
а на второй стадии давление в полости рукава повышают до величины Р в течение времени Т2=(0,4÷0,8)·T1.
2. Способ по п.1, отличающийся тем, что в течение выдерживания раздутого рукава до обеспечения отверждения связующего периодически проводят продувку полости рукава водяным паром с целью удаления конденсата, образующегося внутри рукава при отверждении.
3. Способ по п.1, отличающийся тем, что перед введением облицовочного рукава в трубопровод на участках прерывания последнего устанавливают кольцевые ограничители для обеспечения схватывания ими рукава, где он не ограничен внутренней поверхностью трубопровода.
4. Способ по п.1, отличающийся тем, что на конце облицовочного рукава устанавливают по меньшей мере один ограничивающий упор, препятствующий удлинению рукава в процессе его раздува и наполнения водяным паром полости раздутого рукава.
5. Способ по п.1, отличающийся тем, что внутреннюю пленочную оболочку вводят в трубопровод после введения армирующей оболочки.
| СПОСОБ НАНЕСЕНИЯ ОБЛИЦОВОЧНОГО РУКАВА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА И ПОКРЫТИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2001 |
|
RU2182999C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1994 |
|
RU2076990C1 |
| ПОКРЫТИЕ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА И СПОСОБ НАНЕСЕНИЯ ЭТОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1993 |
|
RU2039654C1 |
| СПОСОБ САНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТЕПЛОТРАССЫ И РУКАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111408C1 |
| US 5186987 A1, 16.02.1993 | |||

