Изобретение относится к области строительства, а именно к защите внутренней поверхности трубопровода от механических повреждений, коррозии или от образования нежелательных отложений, касается покрытий внутренней поверхности трубопровода и способов нанесения этих покрытий на внутреннюю поверхность трубопровода, и может быть использовано при сооружении различных трубопроводов, а также при ремонте находящихся в эксплуатации трубопроводов.
Известно покрытие внутренней поверхности трубопровода, представляющее собой двухслойную структуру, содержащую коаксиально расположенные армирующий слой, пропитанный связущим и прилегающий к внутренней поверхности трубопровода, и трубчатую полимерную оболочку [1]
Известен способ нанесения указанного покрытия на внутреннюю поверхность трубопровода, заключающийся в том, что вне трубопровода коаксиально размещают армирующий слой, предназначенный для прилегания к внутренней поверхности трубопровода, и трубчатую полимерную оболочку, пропитывают армирующий слой связующим и получают двухслойную структуру покрытия, затем полученную двухслойную структуру вводят внутрь трубопровода, после чего производят герметизацию полости трубчатой оболочки и термообработку двухслойной структуры покрытия.
При вводе внутрь указанного покрытия трубопровода возможно нарушение сплошности оболочки, что приводит к ухудшению качества покрытия.
Известно покрытие внутренней поверхности трубопровода, представляющее собой трехслойную структуру, содержащую две коаксиально расположенные трубчатые оболочки из полиэтиленсодержащей пленки, одна из которых внешняя прилегает к внутренней поверхности трубопровода, а другая внутренняя отделена от нее коаксиальным армирующим слоем, пропитанным связующим [2]
В указанном покрытии внутренняя оболочка свободно прилегает к армирующему слою, что приводит к ее высокой деформативности, а следовательно, к низкому качеству покрытия.
Известен способ нанесения указанного покрытия на внутреннюю поверхность трубопровода, заключающийся в том, что вне трубопровода коаксиально размещают трубчатые оболочки из полиэтиленсодержащей пленки, одна из которых внешняя предназначена для прилегания к внутренней поверхности трубопровода, а другую внутреннюю отделяют от нее коаксиальным армирующим слоем, пропитанным связующим, полученную трехслойную структуру покрытия вводят внутрь трубопровода, затем производят герметизацию полости внутренней оболочки и термообработку трехслойной структуры покрытия.
При нанесении упомянутого покрытия названным способом на внутреннюю поверхность трубопровода в результате свободного прилегания внутренней оболочки к армирующему слою внутренняя оболочка вступает при эксплуатации трубопровода в непосредственный контакт с потоком транспортируемой в трубопроводе жидкости. Отсутствие адгезии между этой оболочкой и армирующим слоем вызывает сборку в складки пленки оболочки, турбулентное изменение потока транспортируемой жидкости, увеличение расхода энергии на ее транспортировку и снижение срока службы оболочки, а следовательно, и покрытия в целом.
Целью изобретения является создание покрытия внутренней поверхности трубопровода, которое имело бы такую структуру, которая значительно повысила бы качество покрытия и разработка способа нанесения этого покрытия на внутреннюю поверхность трубопровода, по которому упомянутое покрытие наносили бы таким образом, что исключило бы турбулентное изменение потока транспортируемой по трубопроводу жидкости, уменьшило расход энергии на ее транспортировку и увеличило срок службы внутренней облочки, а следовательно, и покрытия в целом.
Поставленная цель решается тем, что в покрытии внутренней поверхности трубопровода, представляющем собой трехслойную структуру, содержащую две коаксиально расположенные трубчатые оболочки из полиэтиленсодержащей пленки, одна из которых внешняя прилегает к внутренней поверхности трубопровода, а другая внутренняя отделена от нее коаксиальным армирующим слоем, пропитанным связующим, согласно изобретению, по меньшей мере, внутренняя оболочка из полиэтиленсодержащей пленки жестко соединена с армирующим слоем поперечными химическими связями. Полиэтиленсодержащая пленка внутренней оболочки может содержать сшивающий агент, способный образовывать поперечные химические связи со связующим. Полиэтиленсодержащая пленка внешней оболочки может также содержать сшивающий агент, способный образовывать поперечные химические связи со связующим. Полиэтиленсодержащая пленка внутренней оболочки может дополнительно содержать клеящий агент. Полиэтиленсодержащая пленка внешней оболочки может также дополнительно содержать клеящий агент. В качестве сшивающего агента желательно использовать перекись неорганических соединений в количестве 0,5-3 мас. по отношению к массе полиэтиленсодержащей пленки. В случае, когда используют полиэфирное связующее, последнее может содержать перекись неорганических соединений в количестве 0,5-3 мас. по отношению к массе связующего. Целесообразно, чтобы в качестве перекиси неорганических соединений была использована перекись бензоила или перекись дикумила или перекись лаурила. В качестве сшивающего агента может быть использован ненасыщенный силан в количестве 0,5-15 мас. по отношению к массе полиэтиленсодержащей пленки. Целесообразно, чтобы в качестве ненасыщенного силана был использован винил- триэтоксисилан или винилтриметоксисилан. В качестве клеящего агента желательно использовать сополимер этилена в количестве 3-8 мас. по отношению к массе полиэтиленсодержащей пленки.
Поставленная задача решается также тем, что в способе нанесения указанного покрытия на внутреннюю поверхность трубопровода, заключающемся в том, что вне трубопровода коаксиально размещают трубчатые оболочки из полиэтиленсодержащей пленки, одна из которых внешняя предназначена для прилегания к внутренней поверхности трубопровода, а другую внутреннюю отделяют от нее коаксиальным армирующим слоем, пропитывают последний связующим и получают трехслойную структуру покрытия, затем полученную трехслойную структуру покрытия вводят внутрь трубопровода, после чего производят герметизацию полости внутренней оболочки и термообработку трехслойной структуры покрытия, согласно изобретению, в качестве внутренней оболочки покрытия используют полиэтиленсодер- жащую пленку, содержащую сшивающий агент, а термообработку трехслойной структуры покрытия производят при температуре 85-120оС и давлении 0,005-0,075 МПа в течение времени, достаточного для образования поперечных химических связей между внутренней оболочкой и армирующим слоем. Термообработку при температуре ниже 85оС и давлении ниже 0,005 МПа, выше 120оС и выше 0,075 МПа нецелесообразно производить, так как в первом случае увеличивается длительность процесса отверждения связующего, а во втором случае получается неоднородное покрытие вследствие неравномерного отверждения связующего. Желательно, чтобы термообработку производили в два этапа, причем на первом этапе давление поддерживали в 0,005-0,035 МПа в течение 5-30 мин, а на втором этапе в 0,045-0,075 МПа в течение 2,5-5,5 ч. В качестве сшивающего агента может быть использована перекись неорганических соединений в количестве 0,5-3 мас. по отношению к массе полиэтиленсодержащей пленки внутренней пленки. В случае, когда используют полиэфирное связующее, последнее может содержать перекись неорганических соединений в количестве 0,5-3 мас. по отношению к массе связующего. Перекись неорганических соединений в количестве ниже указанного предела 0,5 мас. и выше указанного предела 3 мас. нецелесообразно использовать как в описанном покрытии, так и в способе нанесения этого покрытия, так как в первом случае получается недостаточное количество для сшивания и появляется сложность равномерной гомогенизации, а во втором случае получается избыток, приводящий к появлению неоднородности материала.
Целесообразно, чтобы в качестве перекиси неорганических соединений использовали перекись бензоила или перекись дикумила, или перекись лаурила. В качестве сшивающего агента желательно использовать ненасыщенный силан в количестве 0,5-15 мас. по отношению к массе полиэтиленсодержащей пленки. Количество ненасыщенного силана ниже указанного предела 0,5 мас. и выше указанного предела 15 мас. как в указанном покрытии, так и в способе нанесения этого покрытия, нецелесообразно использовать, так как в первом случае получается недостаточное количество для сшивания и появляется сложность равномерной гомогенизации, а во втором случае получается избыток, приводящий к появлению неоднородности материала. В качестве ненасыщенного силана можно использовать винилтриэтоксисилан или винилтриметоксисилан. Желательно, чтобы полиэтиленсодержащая пленка внешней оболочки дополнительно содержала клеящий агент. В качестве клеящего агента можно использовать сополимер этилена в количестве 3-8 мас. по отношению к массе полиэтиленсодержащей пленки внутренней оболочки. Количество сополимера этилена ниже указанного предела 3 мас. и выше указанного предела 8 мас. как в указанном покрытии, так и в способе нанесения этого покрытия, нецелесообразно использовать, так как в первом случае получается недостаточное количество для склеивания, а во втором случае получается избыток, приводящий к неоднородности материала.
Предпочтительно в процессе нанесения покрытий использовать перекись бензоила в количестве 1,5 мас. или перекись дикумила в количестве 0,5 мас. или перекись лаурила в количестве 3 мас. а термообработку на первом этапе проводить при температуре теплоносителя насыщенного водяного пара 101; 105 и 107оС и давлении 0,001; 0,005 и 0,02 МПа в течение 5; 10 и 20 мин соответственно, а на втором этапе при температуре 101; 105 и 107оС и давлении 0,045; 0,075 и 0,06 МПа в течение 4, 5,5 и 5 ч соответственно. Также предпочтительно в процессе нанесения покрытия использовать винилтриэтоксисилан в количестве 15 мас. или винилтриметоксисилан в количестве 0,5 мас. а термообработку на первом этапе производить при температуре теплоносителя насыщенного водяного пара 105 и 107оС и давлении 0,005 и 0,02 МПа в течение10 и 20 мин соответственно, а на втором этапе при температуре 105 и 107оС и давлении 0,075 и 0,06 МПа в течение 5,5 и 5 ч соответственно. Также предпочтительно в процессе нанесения покрытия использовать перекись бензоила в количестве 1,5 мас. и сополимер этилена с бутиленом в количестве 8 мас. а термообработку производить на первом этапе при температуре теплоносителя насыщенного водяного пара 101оС и давлении 0,001 МПа в течение 5 мин, а на втором этапе при температуре 101оС и давлении 0,045 МПа в течение 4 ч.
Преимущества предлагаемого покрытия и заявляемого способа нанесения этого покрытия заключаются в значительном повышении качества покрытия за счет прочной адгезионной связи между пленкой внутренней (внешней) оболочки и армирующим слоем, пропитанным связующим, что достигается введением в состав пленки внутренней (внешней) оболочки химически активных компонентов, которые обеспечивают сшивку материала пленки оболочки в процессе термообработки связующего. Все это, в свою очередь, уменьшает расход энергии на транспортировку жидкости по трубопроводу, увеличивает срок службы внутренней оболочки, а следовательно, покрытия в целом.
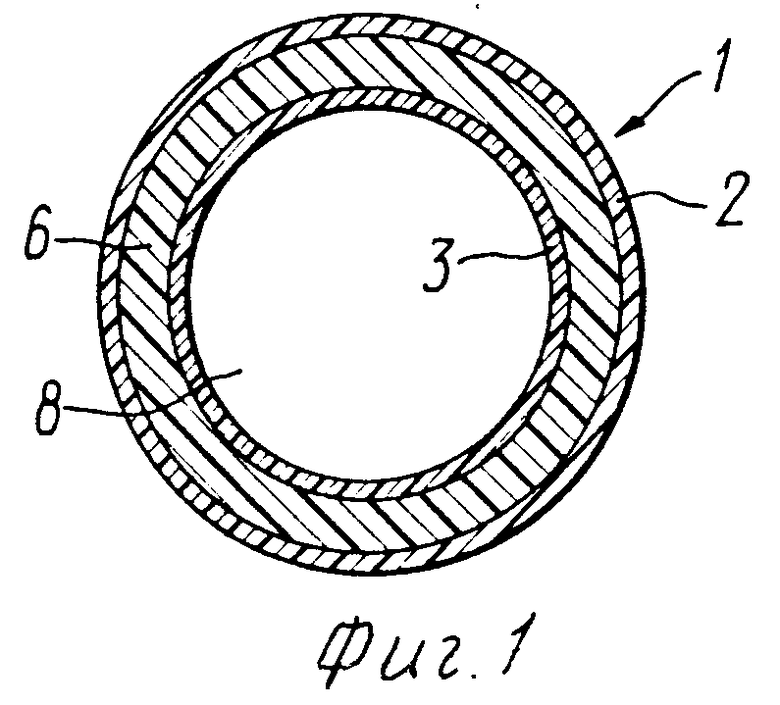
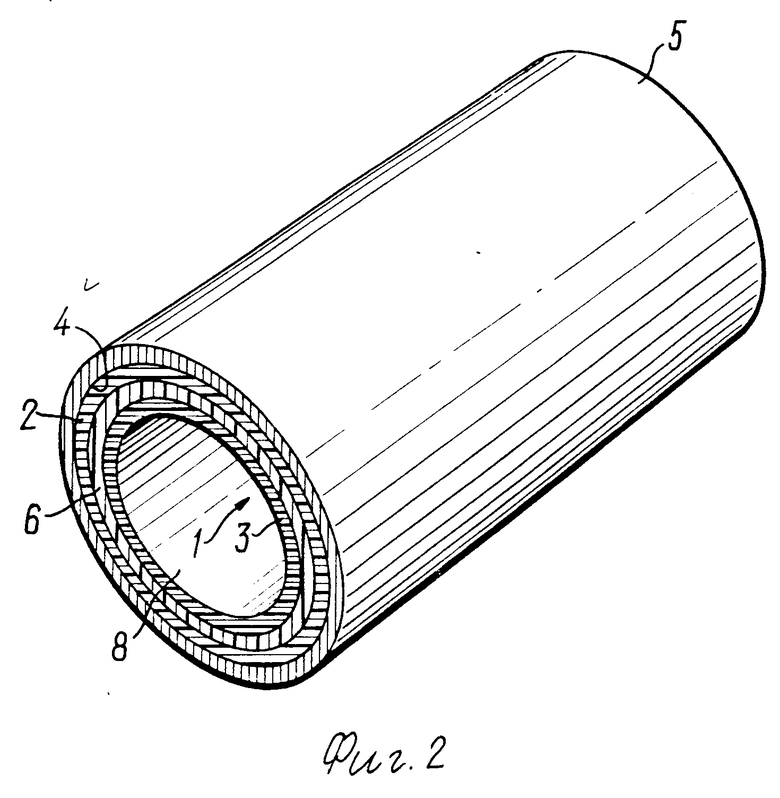
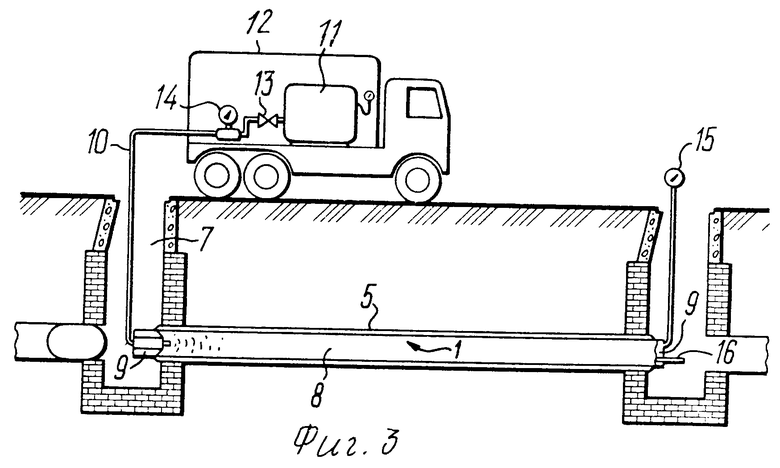
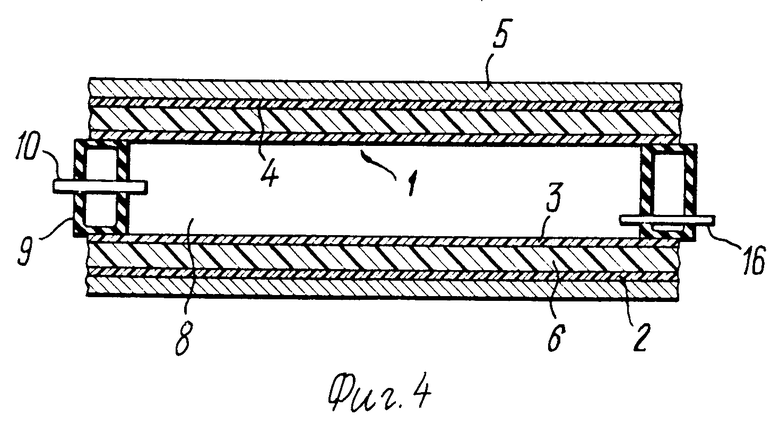
На фиг. 1 изображено предлагаемое покрытие, наносимое на внутреннюю поверхность трубопровода, поперечный разрез; на фиг. 2 трубопровод с нанесенным покрытием по фиг. 1, аксонометрия; на фиг. 3 общий вид участка ремонтируемого трубопровода по фиг. 2 с нанесенным покрытием, продольный разрез; на фиг. 4 участок ремонтируемого трубопровода по фиг. 3 (увеличенный масштаб, продольный разрез).
Покрытие внутренней поверхности трубопровода представляет собой трехслойную структуру 1 (фиг. 1), содержащую две коаксиально расположенные трубчатые оболочки 2 и 3 из полиэтиленсодержащей пленки, одна из которых внешняя 2 прилегает к внутренней поверхности 4 (фиг. 2) трубопровода 5, а другая внутренняя 3 (фиг. 1) отделена от нее коаксиальным армирующим слоем 6, пропитанным связующим. В описываемом варианте выполнения покрытия внутренняя оболочка 3 из полиэтиленсодержащей пленки жестко соединена с армирующим слоем 6 поперечными химическими связями. В качестве полиэтиленсодержащей пленки внешней оболочки 2 можно использовать полиэтилен низкой плотности ГОСТ 16337-77, в качестве полиэтиленсодержащей внутренней оболочки 3 полиэтилен низкой плотности ГОСТ 16337-77 или смесь полиэтилена низкой плотности ГОСТ 16337-77 и пропилена ГОСТ 16996-86, в качестве армирующего слоя 6 комплексный стеклянный материал, закрытый с двух сторон стеклотканью или синтетический материал из лавсановых волокон, в качестве связующего полиэфирное связующее. Полиэтиленсодержащая пленка внутренней оболочки 3 содержит сшивающий агент, способный образовывать поперечные химические связи со связующим. В одном из вариантов выполнения покрытия в качестве сшивающего агента использована перекись неорганических соединений в количестве 0,5-3 мас. по отношению к массе полиэтиленсодержащей пленки внутренней оболочки 3. В качестве перекиси неорганических соединений можно использовать перекись бензоила или перекись дикумила или перекись лаурила. В случае использования полиэфирного связующего последнее содержит перекись неорганических соединений в количестве 0,5-3 мас. по отношению к массе связующего, причем в качестве перекиси неорганических соединений можно использовать перекись бензоила или перекись дикумила, или перекись лаурила. В другом варианте выполнения покрытия в качестве сшивающего агента использован ненасыщенный силан в количестве 0,5-15 мас. по отношению к массе полиэтиленсодержащей пленки внутренней оболочки 3. В качестве ненасыщенного силана можно использовать винилтриэтоксисилан или винилтриметоксисилан.
Кроме того, может быть предложен вариант выполнения покрытия, в котором полиэтиленсодержащая пленка внутренней оболочки 3 дополнительно содержит клеящий агент, в качестве которого можно использовать сополимер этилена в количестве 3-8 мас. по отношению к массе полиэтиленсодержащей пленки внутренней оболочки 3. Выше было описано покрытие, в котором внутренняя оболочка 3 жестко соединена с армирующим слоем 6. Однако следует иметь ввиду, что и внешняя оболочка 2 (фиг. 1) из полиэтиленсодержащей пленки наряду с внутренней оболочкой 3 также может жестко быть соединена с армирующим слоем 6 поперечными химическими связями. Для этого полиэтиленсодержащая пленка внешней оболочки 2 так же, как и полиэтиленсодержащая пленка внутренней оболочки 3, содержит сшивающий агент, способный образовывать поперечные химические связи со связующим. В качестве сшивающего агента можно использовать перекись неорганических соединений или ненасыщенный силан в тех же количествах по отношению к массе пленки оболочки 2, как выше описано для внутренней оболочки 3. В качестве перекиси неорганических соединений можно использовать перекись бензоила или перекись дикумила, или перекись лаурила, а в качестве ненасыщенного силана винилтриэтоксисилан или винилтриметоксисилан. Полиэтиленсодержащая пленка внешней оболочки 2 наряду с полиэтиленсодержащей пленкой внутренней оболочки 3 также может дополнительно содержать клеящий агент, в качестве которого может быть использован сополимер этилена в количестве 3-8 мас. по отношению к массе пленки оболочки 2.
Способ нанесения указанного покрытия на внутреннюю поверхность трубопровода заключается в том, что вне ремонтируемого (вновь прокладываемого) трубопровода 5 (фиг. 3) коаксиально размещают трубчатые оболочки 2 (фиг. 1) и 3 из полиэтиленсодержащей пленки, одна из которых 2, как было описано выше внешняя предназначена для прилегания к внутренней поверхности 4 (фиг. 2) трубопровода 5, а другую внутреннюю 3 (фиг. 1) отделяют от нее коаксиальным армирующим слоем 6, пропитывают последний связующим и получают трехслойную структуру 1 покрытия. Затем полученную трехслойную структуру 1 (фиг. 3) покрытия любым известным способом вводят внутрь трубопровода 5 через колодца 7, например, с помощью троса и лебедки (на чертеже не показаны). После чего производят герметизацию полости 8 внутренней оболочки 3 (фиг. 4) посредством заглушек 9, подачу сжатого воздуха для раздува оболочки 3 и термообработку трехслойной структуры 1 покрытия, в качестве внутренней оболочки 3 (фиг. 4) которого используют полиэтиленсодержащую пленку, содержащую сшивающий агент. Термообработку производят при температуре 85-120оС и давлении 0,005-0,075 МПа в течение времени, достаточного для образования поперечных химических связей между внутренней оболочкой 3 и армирующим слоем 6.
При термообработке структуры 1 в качестве теплоносителя используют любой подходящий для данных целей теплоноситель, например насыщенный водяной пар, горячую воду, перегретый водяной пар. Теплоноситель подают внутрь полости 8 (фиг. 3) любым известным образом, например, так как это представлено на фиг. 3 и описано ниже. Сначала сжатый воздух, а затем теплоноситель подают в полость 8 по трубопроводу 10, один конец которого соединен с источником 11 теплоносителя, расположенным на автомобиле 12, а другой пропущен в полость 8 через одну из заглушек 9. Давление регулируют с помощью вентиля 13, а за давлением наблюдают с помощью манометров 14 и 15. Конденсат удаляют из полости 8 по трубопроводу 16, выведенному через другую заглушку 9. Термообработку производят в два этапа, причем на первом этапе давление поддерживают в 0,005-0,035 МПа в течение 5-30 мин, а на втором этапе в 0,045-0,075 МПа в течение 2,5-5,5 ч для окончания структурирования отверждения.
В одном из вариантов выполнения способа нанесения предлагаемого покрытия в качестве сшивающего агента используют перекись неорганических соединений в количестве 0,5-3 мас. по отношению к массе полиэтиленсодержащей пленки внутренней оболочки 3 (фиг. 1). В качестве перекиси неорганических соединений используют перекись бензоила или перекись дикумила или перекись лаурила. В случае использования полиэфирного связующего последнее содержит перекись неорганических соединений в количестве 0,5-3 мас. по отношению к массе связующего, причем в качестве перекиси неорганических соединений можно использовать перекись бензоила или перекись дикумила или перекись лаурила.
В другом варианте выполнения способа нанесения предлагаемого покрытия в качестве сшивающего агента используют ненасыщенный силан в количестве 0,5-15 мас. по отношению к массе полиэтиленсодержащей пленки внутренней оболочки 3. В качестве ненасыщенного силана можно использовать винилтриэтоксисилан или винилтриметоксисилан. Кроме того, может быть предложен вариант выполнения способа нанесения предлагаемого покрытия, в котором полиэтиленсодержащая пленка внутренней оболочки 3 дополнительно содержит клеящий агент, в качестве которого можно использовать сополимер этилена в количестве 3-8 мас. по отношению к массе полиэтиленсодержащей пленки внутренней оболочки 3.
Для лучшего понимания изобретения приведены конкретные примеры выполнения покрытия и осуществления способа нанесения этого покрытия.
П р и м е р 1. Вне трубопровода 5 (фиг. 3) коаксиально размещают трубчатые внешнюю и внутреннюю оболочки 2 (фиг. 1) и 3 из полиэтиленсодержащей пленки, а именно оболочку 2 из полиэтилена низкой плотности ГОСТ 16337-77, а оболочку 3 из полиэтилена низкой плотности ГОСТ 16337-77, содержащего сшивающий агент перекись бензоила в количестве 1,5 мас. по отношению к массе пленки. Между оболочками 2 и 3 размещают коаксиальный армирующий слой 6 из комплексного стеклянного материала, закрытого с двух сторон стеклотканью, и пропитывают его связующим состава, мас. полиэфирная смола 100; трет-бутилперебензоат 1,5; 50%-ная паста перекиси бензоила в дибутилфталате 0,5. Таким образом, получают трехслойную структуру 1 покрытия, которую затем вводят внутрь ремонтируемого участка трубопровода 5 (фиг. 3) через колодца 7 с помощью троса и лебедки. После чего производят герметизацию полости 8 внутренней оболочки 3 (фиг. 4) посредством заглушек 9, подачу сжатого воздуха по трубопроводу 10 для раздува оболочки 3 и термообработку трехслойной структуры 1 покрытия. Для этого в полость 8 (фиг. 3) по трубопроводу 10 подают теплоноситель насыщенный водяной пар и термообработку проводят в два этапа: на первом этапе теплоноситель подают при следующих режимах: при температуре 101оС и давлении 0,01 МПа в течение 5 мин, на втором этапе при температуре 101оС и давлении 0,045 МПа в течение 4 ч для окончания отверждения.
Таким образом, в процессе термообработки структуры 1 протекает процесс вулканизации внутренней оболочки 3, вызывающий образование поперечных химических связей с материалом связующего, в результате чего образуется жесткое соединение внутренней оболочки 3 с армирующим слоем 6, как показано на фиг. 2, что приводит к значительному повышению качества покрытия, а следовательно, к значительному сокращению расхода энергии при транспортировке жидкости по трубопроводу и увеличению срока службы покрытия.
П р и м е р 2. Процесс проводят аналогично примеру 1. Полиэтиленсодержащую пленку внешней 2 (фиг. 1) и внутренней 3 оболочки и теплоноситель берут те же, что в примере 1. В качестве связующего используют полиэфирную смолу, содержащую 0,5% перекиси дикумила. В качестве армирующего слоя 6 используют синтетический войлок из полиэтилентерефталатных волокон. В качестве сшивающего агента используют перекись дикумила в количестве 0,5 мас. по отношению к массе пленки.
Режим на первом этапе: температура равна 105оС, давление 0,005 МПа, время 10 мин. Режим на втором этапе: температура равна 105оС, давление 0,075 МПа, время 5,5 ч.
Получен тот же результат, что в примере 1.
П р и м е р 3. Процесс проводят аналогично примеру 1. Полиэтиленсодержащую пленку внешней оболочки 3 (фиг. 1), армирующий слой 6, теплоноситель берут те же, что в примере 1. В качестве полиэтиленсодержащей пленки внешней оболочки 3 используют смесь полиэтилена низкой плотности ГОСТ 16337-77 и полипропилена ГОСТ 16996-86 в соотношении 20:80. В качестве сшивающего агента перекись лаурила в количестве 3 мас. от массы пленки.
Режим на первом этапе: температура равна 107оС, далвение 0,02 МПа, время 20 мин. Режим на втором этапе: температура равна 107оС, давление 0,06 МПа, время 5 ч. Получен тот же результат, что в примере 1.
П р и м е р 4. Процесс проводят аналогично примеру 1. Материал покрытия используют тот же, что в примере 1, и внешняя оболочка 2 (фиг. 1) выполнена так же, как и внутренняя оболочка 3. Результат получен тот же, что в примере 1, но, кроме того, в предлагаемом покрытии появляется жесткое соединение внешней оболочки 2 с армирующим слоем 6.
П р и м е р 5. Процесс проводят аналогично примеру 1, но термообработку осуществляют соответственно режимам, описанным в примере 3. Материал покрытия используют тот же, что в примере, но в качестве сшивающего агента используют ненасыщенный силан винилтриметоксисилан в количестве 0,5 мас. по отношению к массе пленки оболочки 3 (фиг. 1). Получен тот же результат, что в примере 1.
П р и м е р 6. Процесс проводят аналогично примеру 2. В качестве сшивающего агента используют ненасыщенный силанвинилтриэтоксисилан в количестве 10 мас. от массы пленки. Получен тот же результат, что в примере 2.
П р и м е р 7. Процесс проводят аналогично примеру 1, но термообработку осуществляют соответственно режимам, описанным в примере 2. В качестве сшивающего агента используют ненасыщенный силанвинилтриэтоксисилан в количестве 15 мас. от массы пленки. Получен тот же результат, что в примере 1.
П р и м е р 8. Процесс проводят аналогично примеру 1. Материал покрытия используют тот же, что в примере 1, но перекись бензоила используют в количестве 2 мас. от массы пленки оболочки 3 (фиг. 1). В качестве теплоносителя используют горячую воду. На первом этапе термообработки поддерживают температуру 85оС и давление 0,02 МПа в течение 0,5 ч, а на втором этапе температуру 85оС и давление 0,04 МПа в течение 5,5 ч. Получен тот же результат, что в примере 1.
П р и м е р 9. Процесс проводят аналогично примеру 1. Материал покрытия используют тот же, что в примере 1, но сшивающий агент используют из примера 3. В качестве теплоносителя используют перегретый водяной пар. На первом этапе термообработки поддерживают температуру 120оС и давление 0,035 МПа в течение 20 мин, а на втором этапе температуру 120оС и давление 0,045 МПа в течение 2,5 ч. Получен тот же результат, что в примере 1.
П р и м е р 10. Процесс проводят аналогично примеру 1. Материал покрытия и теплоноситель используют тот же, что в примере 1, но в качестве армирующего слоя 6 (фиг. 1) используют синтетический материал из лавсановых волокон и полиэтиленсодержащая пленка внутренней оболочки 3 дополнительно содержит клеящий агент, в качестве которого используют сополимер этилена с винилацетатом в количестве 3 мас. по отношению к массе пленки. Термообработку предлагаемого покрытия производят аналогично режимам, описанным в примере 2. Получен тот же результат, что в примере 1.
П р и м е р 11. Процесс проводят аналогично примеру 1. Материал покрытия аналогичен примеру 1, кроме материала внешней оболочки 2 (фиг. 1), в качестве которого используют материал оболочки 2 по примеру 3. Кроме того, в качестве клеящего агента используют сополимер этилена с бутиленом в количестве в 8 мас. от массы пленки оболочки 3. Получен тот же результат, что в примере 1.
П р и м е р 12. Процесс проводят аналогично примеру 1. В качестве сшивающего агента используют перекись лаурила по примеру 3. В качестве клеящего агента используют сополимер этилена с винилацетатом в количестве 5 мас. от массы пленки. Получен тот же результат, что в примере 1.
В примере 4 внешняя 2 (фиг. 1) и внутренняя 3 оболочки выполнены одинаково. Однако следует иметь ввиду, что внешняя оболочка 2 может быть выполнена так же, как внутренняя оболочка 3, как это описано в примерах 1-3 и 5-12.
Таким образом, покрытие имеет повышенное качество, увеличенный срок службы и при нанесении его данным способом на внутреннюю поверхность трубопровода значительно уменьшается расход энергии на транспортировку жидкости по трубопроводу.
Использование: в области строительства для повышения качества покрытия, увеличения его срока службы и уменьшения энергозатрат. Сущность: покрытие внутренней поверхности трубопровода представляет собой трехслойную структуру, содержащую две коаксиально расположенные трубчатые оболочки из полиэтиленсодержащей пленки, одна из которых-внешняя прилегает к внутренней поверхности трубопровода, а другая внутренняя отделена от нее коаксиальным армирующим слоем, пропитанным связующим. В этом покрытии, по меньшей мере, внутренняя оболочка из полиэтиленсодержащей пленки жестко соединена с армирующим слоем поперечными химическими связями. Для этого полиэтиленсодержащая пленка внутренней оболочки содержит сшивающий агент, способный образовывать поперечные химические связи. Способ нанесения этого покрытия на внутреннюю поверхность трубопровода заключается в том, что вне трубопровода коаксиально размещают трубчатые оболочки из полиэтиленсодержащей пленки, одна из которых предназначена для прилегания к внутренней поверхности трубопровода, а другая внутренняя содержит сшивающий агент. Между оболочками размещают коаксиальный армирующий слой, который пропитывают связующим. Таким образом получают трехслойную структуру покрытия, которую вводят внутрь трубопровода, после чего производят герметизацию полости внутренней оболочки и термообработку трехслойной структуры при температуре 85 120°С и давлении 0,005-0,075 МПа в течение времени, достаточного для образования поперечных химических связей между внутренней оболочкой и армирующим слоем. 2 с. 21 з.п. ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент Российской Федерации N 2000513, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Способ изготовления фанеры-переклейки | 1921 |
|
SU1993A1 |

