Предлагаемый способ относится к области строительной промышленности, в частности производству строительных материалов, например кирпичей, где одной из важных операций, определяющих экономичность процесса и качество получаемых изделий, является обжиг изделий.
Обжиг изделий, в частности кирпичей, осуществляется в специальных туннельных печах, представляющих собой прямолинейный отрезок туннеля с двумя торцами. В существующих способах обычно в один из торцов загружают изделия для обжига, а из другого выгружают готовые обожженные и охлажденные изделия.
Процесс обжига в современных туннельных печах является непрерывным и включает переместительные операции с изделиями на торцах печи /загрузка, выгрузка и перегрузка/, процесс нагрева-охлаждения, состоящий из сушки и собственно нагрева-охлаждения, и обжиг при t ≈ 900-1000oC.
Основными направлениями совершенствования обжига изделий, в том числе кирпичей, являются снижение трудо- и энергозатрат и сокращение времени процесса, а как следствие последнего - уменьшение габаритов печей.
Так, с целью максимального использования тепла изделий при охлаждении по [1] зоны сушки-подогрева изделий расположены в общем канале под или над зоной обжига, а движение между зонами охлаждения, сушки и подогрева организовано противотоком.
Однако противоток в данном случае организован таким образом, что требуется несколько раз изменять направление движения изделий внутри печи, что предопределяет значительное усложнение конструкции и технологии и дополнительные потери тепла, т. к. зоны сушки-подогрева и охлаждения расположены друг над другом и невозможно эффективно осуществить передачу тепла из-за ограниченной площади теплопередачи.
Согласно [2], для снижения расхода топлива при транспортировании изделий в нагревательной печи величину шагового перемещения определяют по специальной зависимости. Однако в данном случае совершенно не используют тепло охлаждающихся изделий для подогрева вновь поступающих.
С этой же целью по [3] загрузку длинномерных цилиндрических изделий в термическую печь осуществляют так, чтобы оси изделий в плане образовывали определенный угол с направлением движения последних. Этот способ также не позволяет регенерировать тепло остывающих изделий.
Наиболее близким к заявляемому является способ обжига керамических изделий в проходной печи по [4], включающий переместительные операции с изделиями на каждом торце печи, процесс нагревания-охлаждения /включающий сушку и нагрев-охлаждение/ путем теплообмена между изделиями и обжиг.
Переместительными операциями в известном способе являются загрузка и выгрузка изделий с каждого торца в равных количествах, а также перегрузка подсушенных изделий с транспортера подачи кирпича-сырца на основной.
Согласно этому способу, с каждого торца печи кирпичи загружают на транспортеры каналов подачи сырца, а затем на противоположных торцах частично подсушенные изделия перегружаются на транспортеры рабочих каналов, движущиеся в обратном направлении и после зоны нагрева, обжига и охлаждения выгружают с того же торца печи, где загружали.
Процесс нагрева-охлаждения кирпичей, состоящий из сушки и собственно нагрева и охлаждения, осуществляют, согласно описанию, путем конвективного теплообмена, т.е. с помощью промежуточной среды - воздуха /обоженные кирпичи отдают тепло воздуху, а последний нагревает поступающие на обжиг изделия/.
Таким образом намного увеличиваются трудозатраты, т.к. с каждого торца печи осуществляют не только загрузку и выгрузку изделий в равных количествах, но и перегрузку с одного транспортного средства на другое /последняя является вынужденной операцией для организации конвективного теплообмена в процессе нагрева-охлаждения изделий/.
Задачей заявляемого способа является снижение энерго- и трудозатрат и сокращение времени обжига за счет сокращения длительности процессов собственно нагрева-охлаждения кирпичей.
Согласно заявляемому способу обжига, в качестве переместительных операций на каждом торце печи используют только одновременную загрузку и выгрузку кирпичей в равных количествах, причем время пребывания кирпичей в зонах нагрева-охлаждения определяют условием:
где k - коэффициент, час•K3;
T1 - температура обжига, К;
T2 - температура охлажденных кирпичей, К;
ΔT - перепад температур процесса собственно охлаждения-нагрева кирпичей, К.
На фиг. 1 показана схема туннельной печи с двумя торцами для осуществления заявляемого способа (а - в плане, б - поперечный разрез печи в зоне обжига). Печь представляет собой одноканальный теплоизолированный туннель [1] с двумя торцами по концам туннеля. По длине туннеля имеется несколько зон, причем в середине расположена зона обжига кирпичей, а слева и справа от нее симметрично расположены зоны нагрева-охлаждения, загрузки-выгрузки, причем зоны нагрева-охлаждения в общем виде состоят из зон сушки и собственно нагрева-охлаждения /при изготовлении кирпичей методом сухого или полусухого формования зона сушки может отсутствовать/. Внутри зоны обжига расположены электронагреватели [2] для создания в этой зоне температуры порядка 900-1000oC и обжига кирпичей, уложенных несколькими непрерывными рядами [3] высотой в несколько кирпичей. При этом отсутствуют какие-либо перегородки между рядами, а любые два соседних ряда [3] перемещаются на транспортерах [4] в противоположных направлениях, т.е. половина загруженных в печь кирпичей движется в одну сторону, а другая - в противоположную, причем прямолинейно. Практически такой характер движения кирпичей можно осуществлять путем использования двух независимых приводов.
Заявляемый способ выполняют следующим образом. На каждом торце туннельной печи осуществляют только одновременно как загрузку кирпичей, укладывая их в ряды, которые движутся в направлении зоны обжига, так и загрузку из тех рядов, которые движутся от зоны обжига. Так как количество тех и других рядов и скорости их перемещения равны, то и количества загружаемых и выгружаемых кирпичей равны. Загруженные с одного из торцов кирпичи с температурой окружающей среды То из зоны загрузки поступают в начало зоны нагрева-охлаждения, где встречаются с уже обожженными кирпичами, движущимися навстречу и отдающими тепло лучеиспусканием. В случае необходимости сушки в зоне сушки поддерживается температура сушки Тc, а время сушки определяют известным способом в зависимости от метода формования кирпичей. Далее кирпичи поступают в зону собственно нагрева, где движущиеся навстречу после обжига ряды кирпичей путем лучистого теплообмена нагревают первые, при этом в начале этой зоны нагреваемые кирпичи имеют температуру Тc, а отдающие тепло - T2. В конце зоны нагрева кирпичи нагреваются до температуры T3, а отдающие тепло имеют температуру обжига, т.е. T1.
Средний температурный перепад в зоне нагрева-охлаждения составит:
ΔT = 0,5(T1-T3+T2-Tc). .
Время пребывания кирпичей τ в зоне нагрева-охлаждения определяется условием:
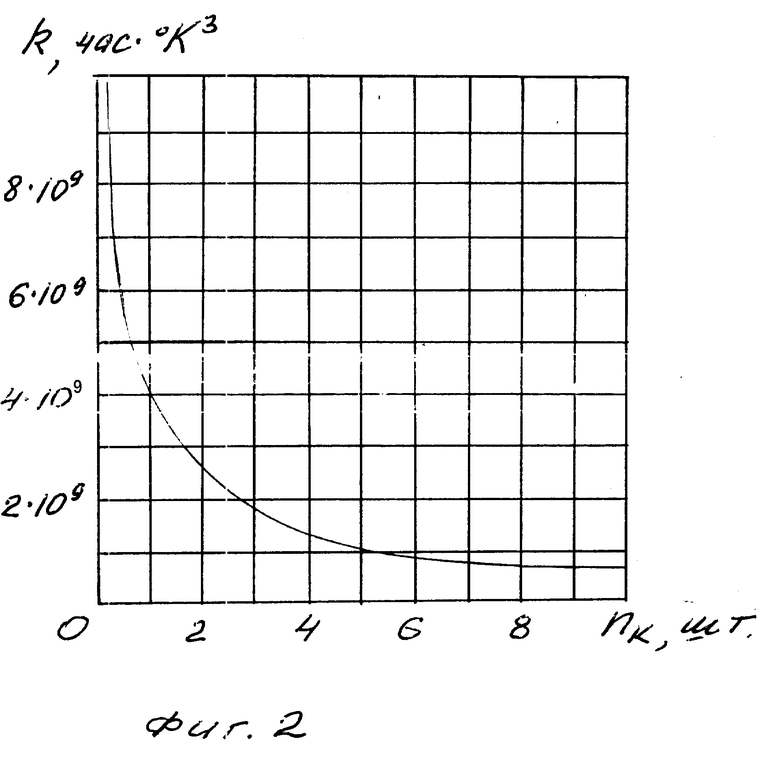
где k - коэффициент, определяющий скорость процесса передачи тепла между соседними рядами кирпичей и зависящий от высоты ряда (т.е. от количества nk уложенных по высоте кирпичей - см. фиг.2).
После выхода кирпичей с температурой Т3 из зоны нагрева- охлаждения они поступают в зону обжига, где с помощью нагревателей [2] окончательно нагреваются до температуры обжига T1 и выдерживаются при этой T1 определенное время согласно технологии. После выхода из зоны обжига кирпичи поступают на охлаждение во вторую зону нагрева-охлаждения, где при том же среднем температурном перепаде охлаждаются до температуры T2, отдавая тепло путем лучистого теплообмена движущимся навстречу рядам кирпичей и нагревая последние до температуры T3. Кирпичи с температурой T2 поступают в зону сушки, где продолжают охлаждаться и поддерживают в этой зоне температуру сушки Tc и далее выгружаются на другом торце печи. Если кирпичи отформованы полусухим или сухим методом, то зона сушки отсутствует и кирпичи выгружаются с температурой T2.
Таким образом, если в качестве переместительных операций на каждом торце печи используют только одновременные загрузку и выгрузку кирпичей в равных количествах, а процессы собственного нагрева-охлаждения осуществляют путем лучистого обмена между рядами движущихся в противоположных направлениях кирпичей, то устраняются недостатки существующих способов обжига.
Пример 1. С помощью заявляемого способа требуется рассчитать параметры процесса обжига кирпичей и габариты печей для следующих исходных условий: кирпичи отформованы сухим или полусухим методом, производительностью Q = 350 кирпичей в час, температура обжига T1=900oC /117ЗК/, температура кирпичей при загрузке T0=20oC /293К/, скорость движения конвейера печи V=2,5см/мин = 0,025м/мин. Согласно заявляемому способу, принимаем /а затем уточняем/ количество рядов кирпичей по ширине туннеля печи np=10, при этом 5 рядов /например нечетные ряды/ движутся в одну сторону вдоль оси туннеля, а остальные 5 рядов /четные/ движутся в противоположном направлении. Таким образом, на каждом из 2-х торцов печи 5 рядов кирпичей используют под загрузку, а 5 остальных - под выгрузку. Зона сушки отсутствует.
Принимаем перепад температур ΔT = 100К /из условия обеспечения достаточно эффективного теплообмена между соседними рядами/.
Принимаем, /а затем проверяем/ величину коэффициента k=0,9•109 по графику на фиг. 2, предполагая, что высота каждого ряда будет не менее чем в 4-5 кирпичей. Температура охлажденных кирпичей составит T2= T0+ΔT = 293+100 = 393K . По заявленному соотношению определяем время пребывания кирпичей в зоне нагрева-охлаждения: .
.
Принимаем τ = 2 часа. Тогда длина зон нагрева-охлаждения составит
lно= v•60•τ = 0,025•60•2 = 3,0 м. .
Т.к. с технологической точки зрения время обжига τo не должно быть менее 3-х, то длина зоны обжига составит:
lo= v•60•τo= 0,025•60•3 = 4,5 м. .
Общая длина печи составит:
Ln = 2lно + lo = 2•3,0 + 4,5 = 10,5м.
При использовании способа по [4] длина зон нагрева-охлаждения составила бы l
Высота укладки рядов для заданной производительности составит:
где lk = 0,3м - длина кирпича /кирпичи в ряду укладывают без зазора/, принимаем nk = 7.
Проверяем величину принятого коэффициента k: для nk=7 /график фиг. 2/. k = 0,8, т.е. практически совпадает с принятым и пересчета не требуется.
Таким образом, степень утилизации тепла в приведенном примере составит:
Для увеличения величины ζ необходимо уменьшить перепад температур, однако это связано с увеличением практически в тех же пропорциях времени τ , а следовательно, размеров /длины/ печи. Поэтому в каждом случае необходимо исходить из конкретных условий, в частности из наличия производственных помещений для размещения печи.
Согласно примеру 1, в ПО "ИНТЕРМ" разработана и пущена в эксплуатацию печь для обжига кирпичей /влажность после формования 2-4%/.
Пример 2. С помощью заявляемого способа рассчитать параметры процесса обжига кирпичей и габариты печи для кирпичей, отформованных пластическим /т. е. мокрым/ методом, влажность после формования 20-25%.
Параметры Q, T1, T0, V - аналогичны примеру 1.
Пусть согласно технологии и экспериментальным данным отформованные кирпичи должны сохнуть при T0=150oC /423K/ 4 часа (τc= 4). . Принимаем Δ = 100К.
Температура охлаждаемых кирпичей на выходе из зоны собственно нагрева-охлаждения /т.е. при входе в зону сушки/ составит:
T2= Tc+ΔT = 423+100 = 523K.
Время пребывания кирпичей в зоне собственно нагрева-охлаждения составит:
Принимаем τ = 1,5 час. Тогда длина зон нагрева-охлаждения составит
lно= v•60•τ = 0,025•60•1,5 = 2,25 м.
Длина зон сушки составит:
lc= v•60•τ = 0,025•60•4 = 6,0м. .
Общая длина печи составит: Ln=2(lнo+lc)+lо = 2 (2,25+6)+4,5=21м. При использовании способа по [4] длина зон нагрева-охлаждения составила бы l
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2347167C2 |
| КЕРАМИЧЕСКИЙ КИРПИЧ, КАМЕНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА, КАМНЯ | 1997 |
|
RU2120923C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| ПЕЧЬ ДЛЯ СЖИГАНИЯ ДРЕВЕСНЫХ ОТХОДОВ | 1995 |
|
RU2133409C1 |
| ТУННЕЛЬНЫЙ АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031341C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2072338C1 |
| Способ переработки железоцинксодержащих отходов металлургического производства | 2023 |
|
RU2824978C2 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА КОРУНДОВЫХ ОГНЕУПОРОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2280016C2 |
| СПОСОБ ПЕРЕМЕЩЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ В ЗОНЕ ОБЖИГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2110027C1 |
| СПОСОБ МАЛОЗАТРАТНОГО ПРОИЗВОДСТВА ПОЛНОТЕЛОГО КЕРАМИЧЕСКОГО КИРПИЧА | 2009 |
|
RU2430066C2 |
Использование: производство строительных материалов, в частности кирпичей. Сущность: способ обжига кирпичей в туннельной печи включает загрузку, нагрев, обжиг и охлаждение при одновременной загрузке и выгрузке равных количеств кирпичей, причем время пребывания кирпичей в зонах нагрева и охлаждения определяют из условия, указанного в формуле изобретения. Способ обжига обеспечивает снижение энерго- и трудозатрат и сокращение времени обжига за счет сокращения длительности процессов собственно нагревания-охлаждения кирпичей. 2 ил.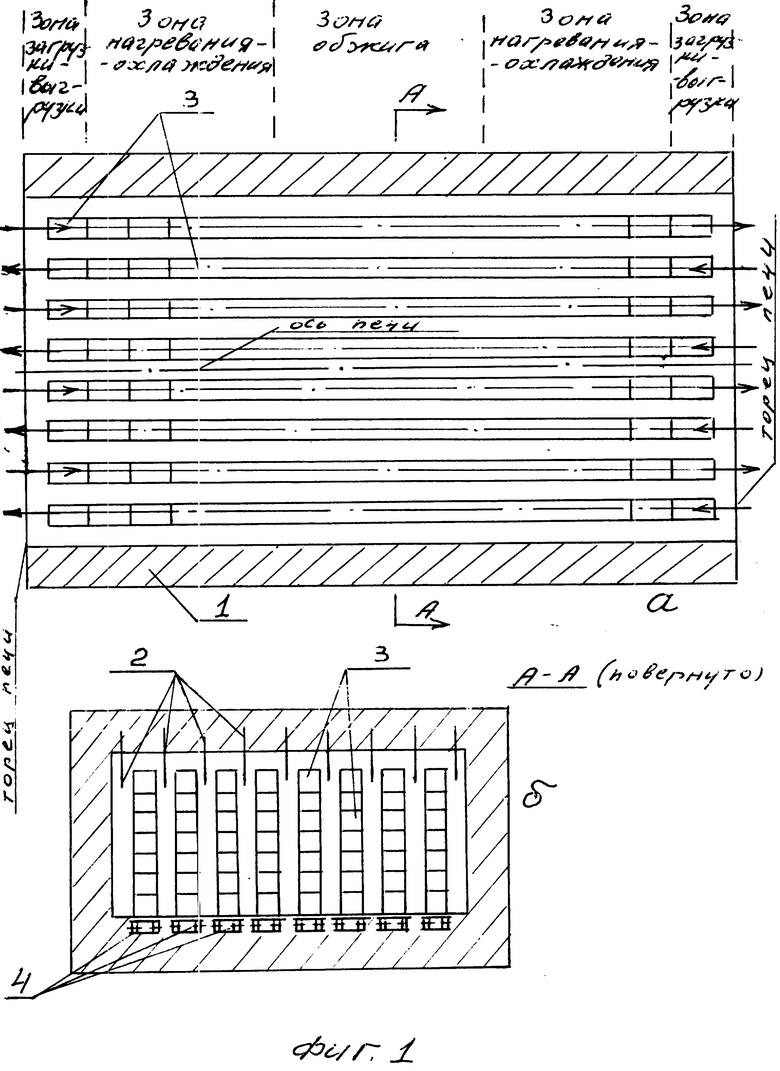
Способ обжига кирпичей в туннельной печи, включающий загрузку, нагрев, обжиг и охлаждение, при одновременной загрузке и выгрузке равных количеств кирпичей, отличающийся тем, что время пребывания кирпичей в зонах нагрева и охлаждения определяют из условия
где k коэффициент, ч • К3;
Т1 температура обжига, К;
Т2 температура кирпичей на выходе из зоны нагрева-охлаждения, К;
ΔT - перепад температур зон нагрева-охлаждения, К.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1332128, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1366832, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1372169, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство, 1788411, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
