Изобретение относится к очистке окрашенных поверхностей от дефектных или старых лакокрасочных покрытий.
Известен способ очистки металлических изделий от полимерных покрытий путем их нагрева со стороны металла до образования кокса при скорости нагрева выше скорости нагрева, вызывающей напряжения, достаточные для отрыва кокса от поверхности изделия, но не превышающей скорости нагрева, вызывающей разрушение кокса (авт. св. N 1105253, кл. B 08 B 7/00, 1982).
Недостатком данного изобретения является сложность установки, в частности необходимость осуществления нагрева в вакууме.
Известен способ струйной очистки поверхностей изделий, заключающийся в том, что на очищаемую поверхность направляют струю смеси горячего сжатого воздуха с температурой 140-160оС с моющей жидкостью (авт. св. N 704680, кл. B 08 B 3/02, 1979).
Недостатки такого способа: способ носит "мокрый" характер и требует больших расходов моющей жидкости; требуется канализация отработанных жидкостей, что ведет к снижению экономической эффективности этого способа. Кроме того, после обработки поверхностей изделий необходима их просушка, что требует дополнительной технологической операции.
Наиболее близким техническим решением является способ очистки окрашенных поверхностей, заключающийся в том, что разрушение лакокрасочного покрытия осуществляют путем подачи на окрашенную поверхность струи нагретого сжатого воздуха и удаления разрушенного покрытия ручным инструментом, например соскабливанием (авт. св. N 927351, кл. B 08 В 7/04, 1982). Однако недостатком данного способа являются низкая производительность и высокая трудоемкость при удалении покрытия.
Целью изобретения является повышение производительности труда и улучшение качества очистки поверхности.
Указанная цель достигается тем, что разрушение лакокрасочного покрытия осуществляют путем подачи на окрашенную поверхность струи горячего сжатого воздуха, с помощью которого слой покрытия доводится до высокоэластичного или вязкотекучего состояния, а затем соскабливается с помощью режущего элемента, установленного под углом до 45о к горизонтали, который совершает возвратно-поступательное движение с длиной хода 3-3,5 мм при частоте работы пневмодвигателя n = 800-1000 ход/мин.
Заявляемое техническое решение отличается от прототипа тем, что температуру нагрева воздуха выбирают достаточной для обеспечения размягчения очищаемого слоя до высокоэластичного и вязкотекучего состояния, механическое удаление слоя осуществляют посредством пневмодвигателя с режущим инструментом, при этом последнему сообщается возвратно-поступательное движение. Эти отличия позволяют сделать вывод о соответствии заявляемого технического решения критерию "новизна". Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях и, следовательно, обеспечивают заявляемому решению соответствие критерию "существенные отличия".
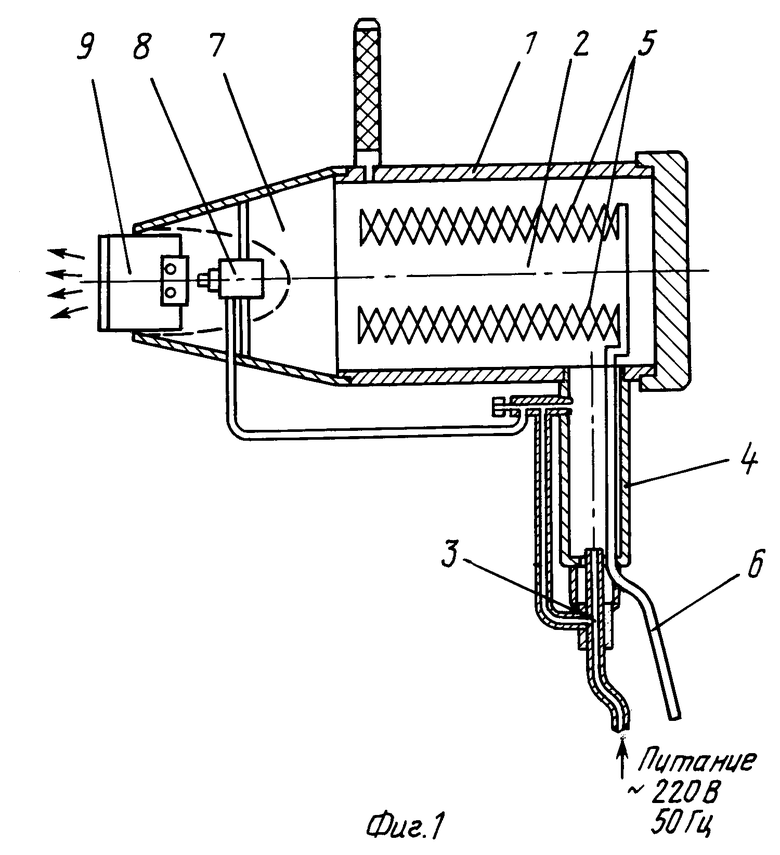
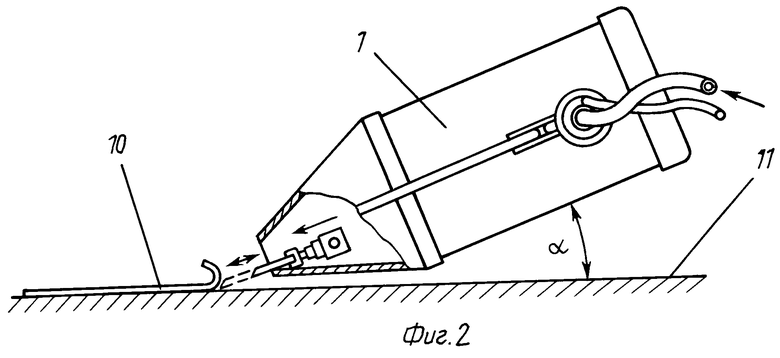
На фиг. 1 изображена схема устройства для очистки; на фиг. 2 - перемещение устройства.
П р и м е р. Нагрев сжатого воздуха осуществляют в электрической беспламенной горелке. Горелка состоит из корпуса 1, имеющего сквозной канал 2, сообщающийся со штуцером 3, расположенным в рукоятке 4, в которой закреплен шланг для подачи сжатого воздуха. Внутри корпуса 1 расположена нагревательная спираль 5. Кабель 6, закрепленный в рукоятке 4, подводит электропитание к нагревательной спирали 5. Нагретый воздух внутри корпуса 1 поступает в насадку 7. В насадке 7 смонтирован пневмодвигатель 8 с режущим элементом 9.
Очистку поверхности от покрытия осуществляют струей горячего воздуха, который размягчает слой покрытия, и одновременно производят его соскабливание с помощью режущего элемента 9, совершающего возвратно-поступательные движения при помощи пневмодвигателя 8. На фиг. 2 приняты обозначения: 10 - лакокрасочное покрытие, 11 - поверхность.
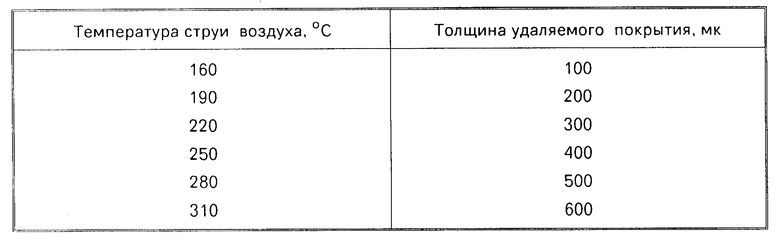
В зависимости от толщины покрытия (количества слоев) температуру нагрева окрашенных поверхностей измеряют таким образом, чтобы поверхность лакокрасочного покрытия либо размягчалась, либо растрескивалась.
Результаты испытаний приведены в таблице.
Как показывают результаты испытаний, оптимальное давление подаваемого воздуха составляет 2˙105 - 5˙105 Па. Другие показатели давления, отличающиеся от оптимальных, не дают увеличения положительного эффекта.
Использование заявляемого изобретения позволяет значительно повысить производительность, улучшить условия труда и качество очистки поверхностей от лакокрасочных покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки поверхности от лакокрасочных покрытий | 1990 |
|
SU1719252A1 |
| Способ очистки окрашенных поверхностей | 1980 |
|
SU927351A1 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ ОТ ПОЛИМЕРНОЙ ПЛЕНОЧНОЙ ИЗОЛЯЦИИ | 1990 |
|
RU2005569C1 |
| СПОСОБ УДАЛЕНИЯ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ С ПОВЕРХНОСТЕЙ ПРЕИМУЩЕСТВЕННО ЗДАНИЙ И СООРУЖЕНИЙ | 1996 |
|
RU2098577C1 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ОТЛОЖЕНИЙ | 1993 |
|
RU2087214C1 |
| Способ очистки деталей | 1990 |
|
SU1757764A1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2303743C1 |
| Устройство для нанесения покрытий | 1981 |
|
SU1034787A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ И СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 2016 |
|
RU2635135C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки ДЕТАЛЕЙ | 1973 |
|
SU375326A1 |
Использование: очистка окрашенных поверхностей от дефектных или старых лакокрасочных покрытий. Сущность: способ очистки окрашенных поверхностей заключается в том, что производят разрушение многослойного лакокрасочного покрытия. На окрашенную поверхность подают струю нагретого сжатого воздуха, осуществляют удаление его механическим путем. Температуру нагрева воздуха выбирают достаточной для обеспечения размягчения очищаемого слоя до высокоэластичного и вязкотекучего состояния. Механическое удаление осуществляют посредством пневмодвигателя с режущим инструментом, последнему сообщается возвратно-поступательное движение с длиной хода 3 - 3,5 мм при частоте работы пневмодвигателя n = 800 - 1000 ход/мин. 2 ил.
СПОСОБ ОЧИСТКИ ОКРАШЕННЫХ ПОВЕРХНОСТЕЙ, заключающийся в том, что разрушают многослойное лакокрасочное покрытие, для чего на окрашенную поверхность подают струю нагретого сжатого воздуха, удаляют слой покрытия механическим путем, отличающийся тем, что, с целью повышения производительности и качества очистки, температуру нагрева воздуха выбирают достаточной для обеспечения размягчения очищаемого слоя до высокоэластичного и вязкотекучего состояния, механическое удаление слоя осуществляют посредством пневмодвигателя с режущим инструментом, при этом последнему сообщают возвратно-поступательное движение с длиной хода 3,0 - 3,5 мм при частоте работы пневмодвигателя 800 - 1000 ход./мин.
| Способ очистки окрашенных поверхностей | 1980 |
|
SU927351A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
