1
Изобретение относится к области устройств и способов очистки и мойки деталей машин, в частности, к поточным линиям для очистки деталей и узлов авиационных двигателей внутреннего сгорания от углеродистых отложений, лакокрасочных покрытий и других загрязнений химическими растворами.
Известны поточные линии для очистки деталей, содержащие напольный конвейер, сортовки, ванны размягчения с транспортером и струйные камеры.
Недостаток известного устройства состоит в том, что при загрузке и выгрузке сортовиков с деталями приходится открывать ванны с растворителями и моющими растворами, в связи с чем происходит загазованность производственных помещений и возникают дополнительные потери растворителей и моющих растворов. Загерметизировать ванны и камеры не представляется возможным в связи с наличием операции открытой перегрузки сортовиков с деталями, смоченными летучими растворителями.
Цель изобретения - снижение проникновения вредных паров моющей жидкости в производственные Помещения и повышение качества очистки деталей.
Цель достигается тем, что ванна размягчения растворителем углеродистых отложений выполнена герметичной и двухсекционной с
промежуточной струйной смывкой предварительно разрыхленного слоя отложения. Внутри ванны в погруженном состоянии установлен транспортер с возвратно-поступательным
движением для перемещения сортовиков и самоцентрирующими ячейками.
Герметизация крыщек ванны обеспечена за счет применения лабиринтного уплотнения, заполненного водой, а загрузочного окна -
за счет установки заслонок, частично погруженных в моющую жидкость; на боковых стенках ванны вблизи дна установлены наклоненные ко дну ванны форсунки, через которые под давлением пропускают эту же моющую жидкость, создающую направленный барботаж жидкости и одновременно удаляющую осевшее твердое загрязнение в бак-отстойник, соединенный самотеком с секцией ванны.
Струйная камера снабжена устройством, содержащим две подвижные рамы, сообщающие детлям, уложенным в сортовики, непрерывное движение ПО полуволновой траектории, амплитуда которой больще расстояния
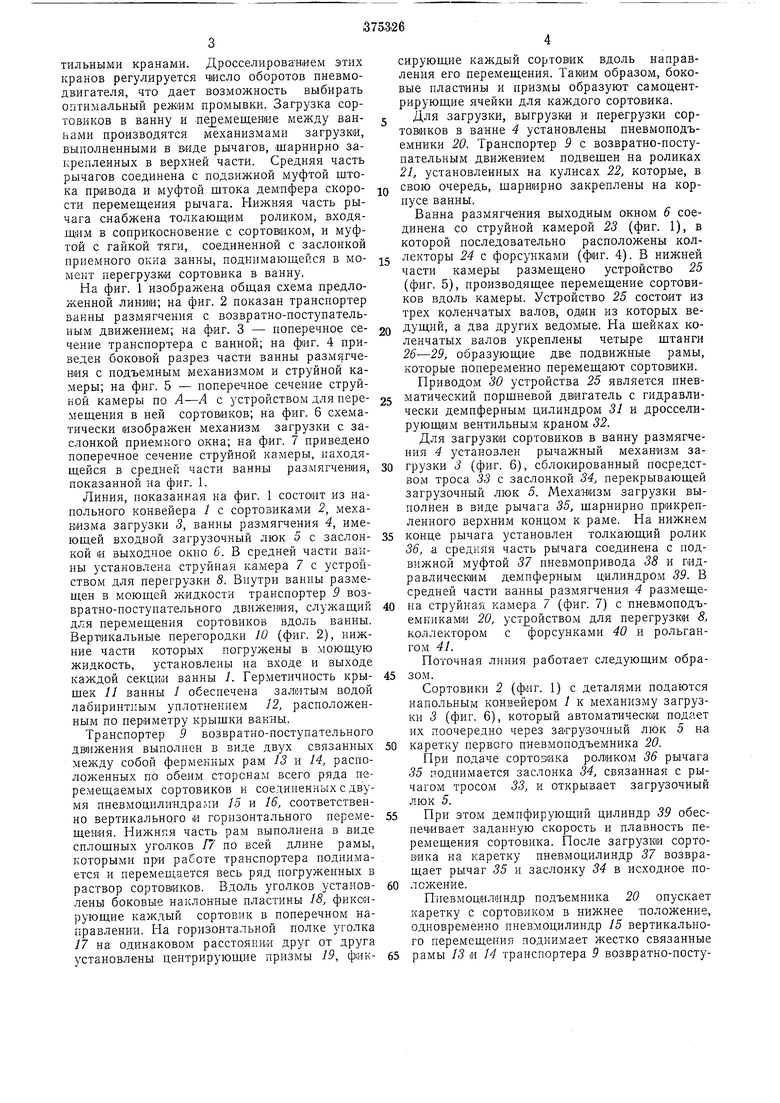
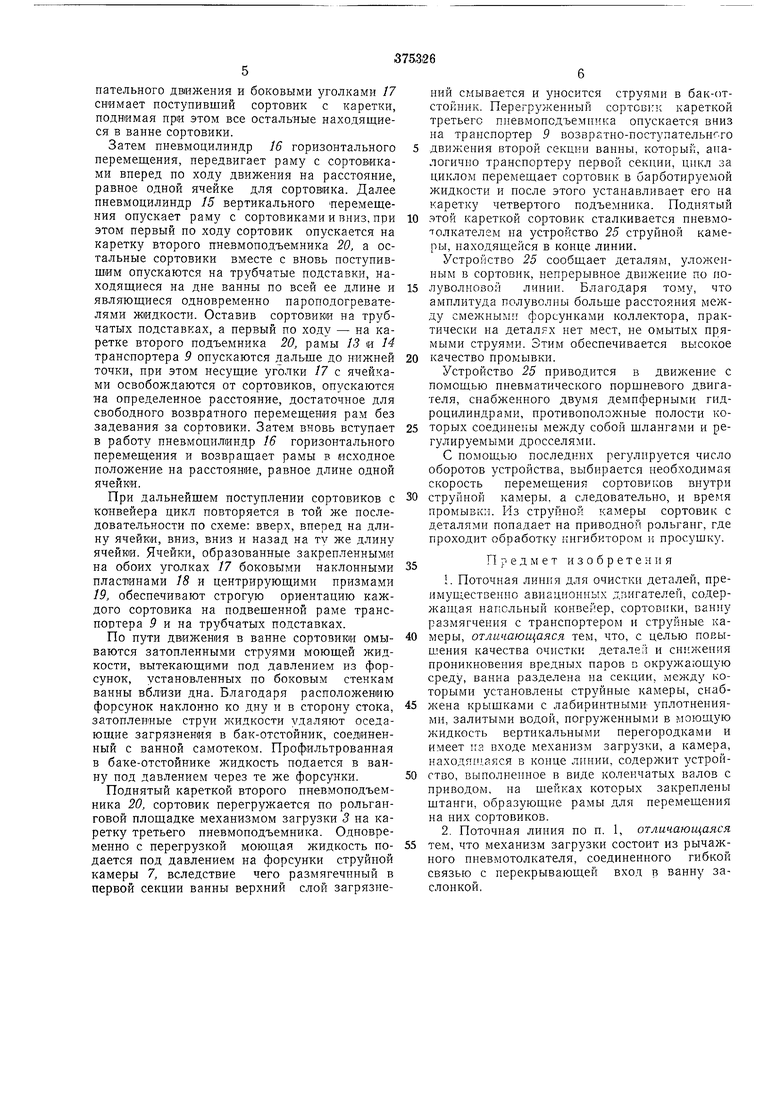
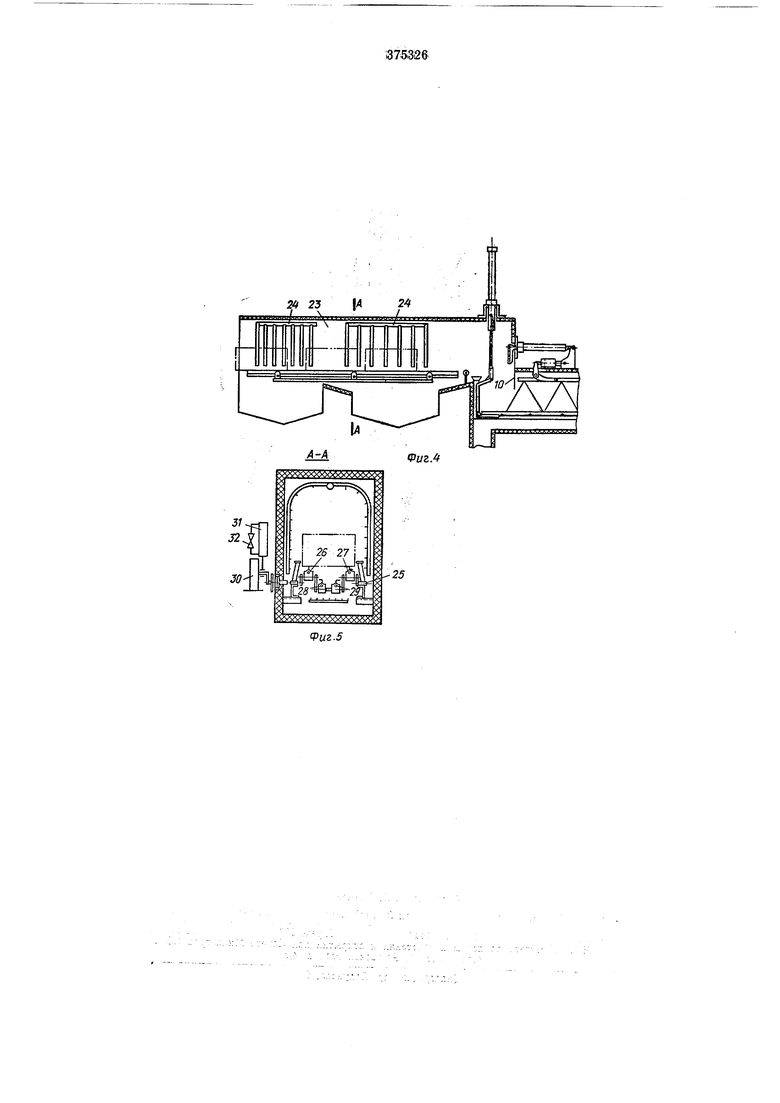
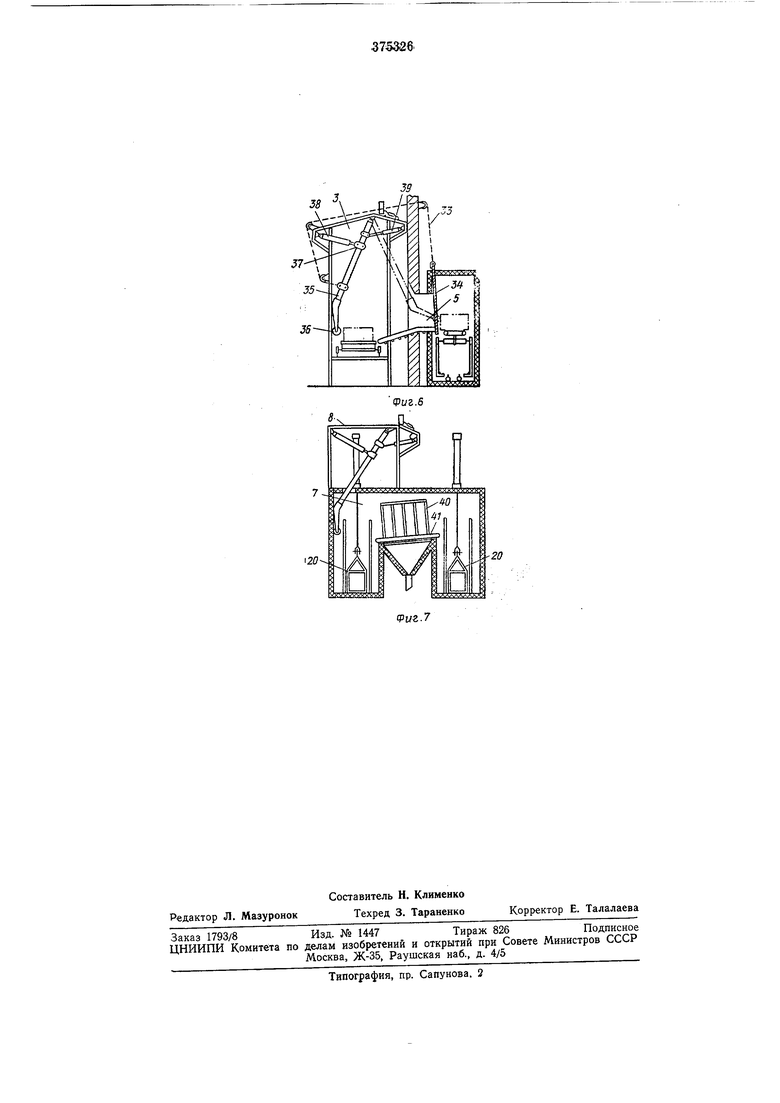
между смежными форсунками коллектора, при этом для регулировки скорости перемещения деталей порщневой пневматический привод устройства снабжен демпферными лидроцилиндрами, противоположные полости которых соединены между собой щлангами и вентильными кранами. Дросселироватаием этих кранов регулируется число оборотов пневмодвигателя, что дает возможность выбирать оптимальный режим промывки. Загрузка сортовиков в ванну и .пе 2емещение между ваннами производятся механизмами загрузки, выполненными в виде рычагов, шарнирно закрепленных в верхней части. Средняя часть рычагов соединена с подвижной муфтой штока привода и муфтой штока демпфера скорости перемещения рычага. Нижняя часть рычага снабжена толкающим роликом, входящим в соприкосновение с сортовиком, и муфтой с гайкой тяги, соединенной с заслонкой приемного окна ванны, поднимающейся в момент перегрузки сортовика в ванну. На фиг. 1 изображена общая схема предложенной линии; на фиг. 2 показан транспортер ванны размягчения с возвратно-поступательным движением; на фиг. 3 - поперечное сечение транспортера с ванной; на фиг. 4 приведен боковой разрез части ванны размягчения с подъемным механизмом и струйной камеры; на фиг. 5 - поперечное сечение струйной камеры по А-А с устройством для перемещения в ней сортовиков; на фиг. 6 схематически изображен механизм загрузки с заслонкой приемного окна; на фиг. 7 приведено поперечное сечение струйной камеры, находящейся в средней части ванны размягчения, показанной на фиг. 1. Линия, показанная на фиг. 1 состоит из напольного конвейера / с сортовиками 2, механизма загрузки 5, ванны размягчения 4, имеющей входной загрузочный люк о с заслонкой и выходное окно 6. В средней части ванны установлена струйная камера 7 с устройством для перегрузки 8. Внутри ванны размещен в моющей жидкости транспортер 9 возвратно-поступательного движения, служащий для перемещения сортовиков вдоль ванны. Верт1икальные перегородки 10 (фиг. 2), нижние части которых погружены в моющую жидкость, установлены на входе и выходе каждой секции ванны /. Герметичность крышек 11 ванны / обеспечена залитым водой лабиринтным уплотнением 12, расположенным по периметру крышки ванны. Транспортер 9 возвратно-поступательного движения выполнен в виде двух связанных между собой ферменных рам 13 и 14, расположенных по обеим сторонам всего ряда перемещаемых сортовиков и соединенных с двумя пневмоцилиндрами 15 и 16, соответственно вертикального и горизонтального перемещения. Нижняя часть рам выполнена в виде сплошных уголков 17 по всей длине рамы, которыми при работе транспортера поднимается и перемещается весь ряд погруженных в раствор сортовиков. Вдоль уголков установлены боковые наклонные пластины 18, фиксирующие каждый сортовик в поперечном направлении. На горизонтальной полке уголка 17 на одинаковом расстоянии друг от друга установлены центрирующие призмы 19 фикирующие каждый сортовик вдоль направления его перемещения. Таким образом, боковые пласт1ины и призмы образуют самоцентрирующие ячейки для каждого сортовика. Для загрузки, выгрузки и перегрузки сорТОВ1ИКОВ в ванне 4 установлены пневмоподъемники 20. Транспортер 9 с возвратно-поступательным движением подвешен на роликах 21, установленных на кулисах 22, которые, в свою очередь, шарнирно закреплены на корпусе ванны. Ванна размягчения выходным окном 6 соединена со струйной камерой 23 (фиг. 1), в которои последовательно расположены коллекторы 24 с форсунками (фиг. 4). В нижней части камеры размещено устройство 25 (фиг. 5), производящее перемещение сортовиков вдоль камеры. Устройство 25 состоит из трех коленчатых валов, один из которых ведущий, а два других ведомые. На шейках коленчатых валов укреплены четыре штанги 26-29, образующие две подвижные рамы, которые попеременно перемещают сортовики. Нриводом 6 устройства 25 является пневматический поршневой двигатель с гидравлически демпферным цилиндром 31 и дросселирующим вентильным краном 32. Для загрузк1И сортовиков в ванну размягчения 4 установлен рычажный механизм загрузки 3 (фиг. 6), сблокированный посредством троса 33 с заслонкой 34, перекрывающей загрузочный люк 5. Механизм загрузки выполнен в виде рычага 35, шарнирно прикрепленного верхним концом к раме. На нижнем конце рычага установлен толкающий ролик 36, а средняя часть рычага соединена с подвижной муфтой 37 пневмопривода 38 и гидравлическ1им демпферным цилиндром 39. В средней части ванны размягчения 4 размещена струйная камера 7 (фиг. 7) с пневмоподъемниками 20, устройством для перегрузки 8, коллектором с форсунками 40 и рольгангом 41. Поточная линия работает следующим образом. Сортовики 2 (фиг. 1) с деталями подаются напольным конвейером 1 к механизму загрузки 3 (фиг. 6), который автоматически подает их поочередно через за грузочный люк 5 на каретку первого пневмоподъемника 20. При подаче сортовика роликом 36 рычага 35 поднимается заслонка 34, связанная с рычагом тросом 33, и открывает загрузочный люк 5. При этом демпфирующий цилиндр 39 обеспечивает заданную скорость и плавность перемещения сортовика. После загрузки сортовика на каретку пневмоцилиндр 37 возвращает рычаг 35 и заслонку 34 в исходное положение. Пневмоцилиндр подъемника 20 опускает каретку с сортовиком в нижнее положение, одновременно пневмоцилиндр 15 вертикального перемещения поднимает жестко связанные рамы 13 и 14 транспортера 9 возвратно-поступательного движения и боковыми уголками /7 снимает поступивший сортовик с каретки, поднимая при этом все остальные находящиеся в ванне сортовики. Затем пневмоцилиндр 16 горизонтального перемещения, передвигает раму с сортовиками вперед по ходу движения на расстояние, равное одной ячейке для сортовика. Далее пневмоцилиндр 15 вертикального перемещекия опускает раму с сортовиками и вниз, при этом первый по ходу сортовик опускается на каретку второго п-невмоподъемника 20, а остальные сортовики вместе с вновь поступившим опускаются на трубчатые подставки, находящиеся на дне ванны по всей ее длине и являющиеся одновременно пароподогревателями жидкости. Оставив сортовики на трубчатых подставках, а первый по ходу - на каретке второго подъемника 20, рамы 13 и М транспортера 9 опускаются дальше до нижней точки, при этом несущие уголки /7 с ячейками освобождаются от сортовиков, опускаются на определенное расстояние, достаточное для свободного возвратного перемещения рам без задевания за сортовики. Затем вновь вступает в работу пневмоцилиндр 16 горизонтального перемещения и возвращает рамы в исходное положение на расстояние, равное длине одной ячейки. При дальнейшем поступлении сортовиков с конвейера цикл повторяется в той же последовательности по схеме: вверх, вперед на длину ячейки, вниз, вниз и назад на ту же длину ячейки. Ячейки, образованные закрепленными на обоих уголках 17 боковыми наклонными пласт1инами 18 и центрирующими призмами 19, обеспечивают строгую ориентацию каждого сортовика на подвещенной раме транспортера 9 и на трубчатых подставках. По пути движения в ванне сортовики омываются затопленными струями моющей жидкости, вытекающими под давлением из форсунок, установленных по боковым стенкам ванны вблизи дна. Благодаря расположению форсунок наклонно ко дну и в сторону стока, затоплениые струи жидкости удаляют оседающие загрязнения в бак-отстойник, соединенный с ванной самотеком. Профильтрованная в баке-отстойнике жидкость подается в ванну под давлением через те же форсунки. Поднятый кареткой второго пневмоподъемника 20, сортовик перегружается по рольганговой площадке механизмом загрузки 3 на каретку третьего пневмоподъемника. Одновременно с перегрузкой моющая жидкость подается под давлением на форсунки струйной камеры 7, вследствие чего размягечнный в первой секции ванны верхний слой загрязнений смывается и уносится струями в бак-отстойник. Перегруженный сортоБ :к кареткой третьего ппевмоподъемпика опускается вниз на транспортер 9 возвратно-поступательного движения второй секции ванны, который, аналогично транспортеру первой секции, цикл за циклом перемещает сортовик в барботируемой жидкости и после этого устанавливает его на каретку четвертого подъемника. Поднятый этой кареткой сортовик сталкивается пневмотолкателем на устройство 25 струйной камеры, находящейся в конце линии. Устройство 25 сообщает деталям, уложениым в сортовик, непрерывное движение по иолуволновой линии. Благодаря тому, что амплитуда полуволны больше расстояния между смежными форсунками коллектора, практически на деталях нет мест, не омытых прямыми струями. Зтим обеспечивается высокое качество промывки. Устройство 25 приводится в движение с помощью пневматического порщневого двигателя, снабженного двумя демпферными гндроцилиндрами, противоположные полости которых соединены между собой шлангами и регулируемыми дросселями. С помощью последних регулируется число оборотов устройства, выбирается необходимая скорость перемещения сортовиков внутри струйной камеры, а следовательно, и время промывки. Из струйной камеры сортовик с деталями попадает на приводной рольганг, где проходит обработку ингибитором и просушку, Предмет изобретения . Поточная линия для очистки деталей, преимущественно авиационных двигателей, содержащая напольный конвейер, сортовпки, ванну размягчения с транспортером и струйные камеры, отличающаяся тем, что, с целью повыщения качества очистки деталеГ: и снил-сения проникновения вредных паров с окружающую среду, ванна разделена на секции, между которыми установлены струйные камеры, снабжена крыщками с лабиринтными уплотнениями, залитыми водой, погруженными в моющую жидкость вертикальными перегородками и имеет па входе механизм загрузки, а камера, находящаяся в конце линии, содержит устройство, выполненное в виде коленчатых валов с приводом, па щейках которых закреплены щтанги, образующие рамы для перемещения на них сортовиков. 2. Поточная линия по п. 1, отличающаяся тем, что механизм загрузки состоит из рычажного пневмотолкателя, соединенного гибкой связью с перекрывающей вход в ванну заслонкой. .7-..-.41
Фиг. 1 Развернута- на /вй Разбернута на 9О° / --Л - 7 .,-;..- Г .-x.i JxLi i 11 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для очистки ДЕТАЛЕЙ | 1969 |
|
SU251386A1 |
| ЛИНИЯ для очистки ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1973 |
|
SU400630A1 |
| АГРЕГАТ ДЛЯ НАГРЕВА И МОЙКИ УЗЛОВ И ДЕТАЛЕ|МАШИНWai**.-jE.»«»4wi.»>&».» . | 1965 |
|
SU169374A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| ПОТОЧНАЯ ЛИНИЯ для МОЙКИ и СУШКИ СТЕКЛЯННЫХТРУБОК | 1968 |
|
SU207366A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1967 |
|
SU192840A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ полыхДЕТАЛЕЙ | 1972 |
|
SU331826A1 |
| ДВУХУРОВНЕВАЯ МОЕЧНАЯ МАШИНА С ДЕФЕКТОСКОПОМ | 2004 |
|
RU2265490C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АСБОСТАЛЬНЫХ ЛИСТОВ | 1969 |
|
SU424741A1 |
| УСТАНОВКА ДЛЯ МОЙКИ СТЕКЛЯННЫХ БАНОК | 1971 |
|
SU423747A1 |
Фиг.2
-18
30
38
