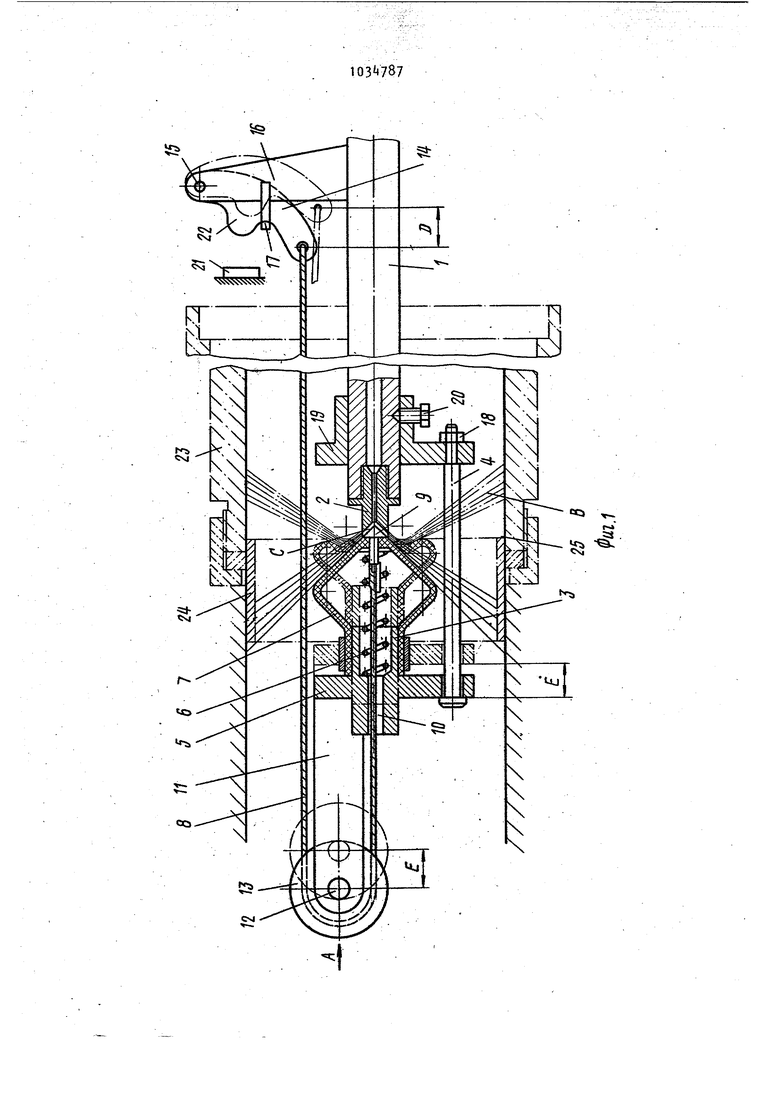
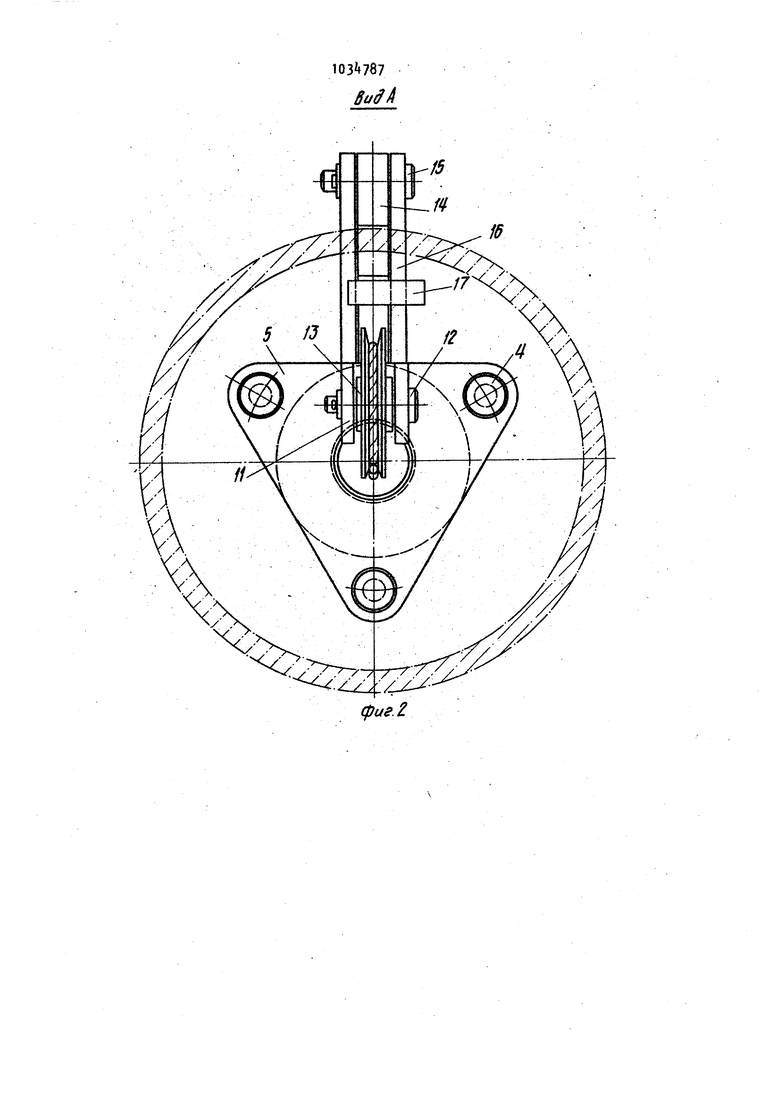
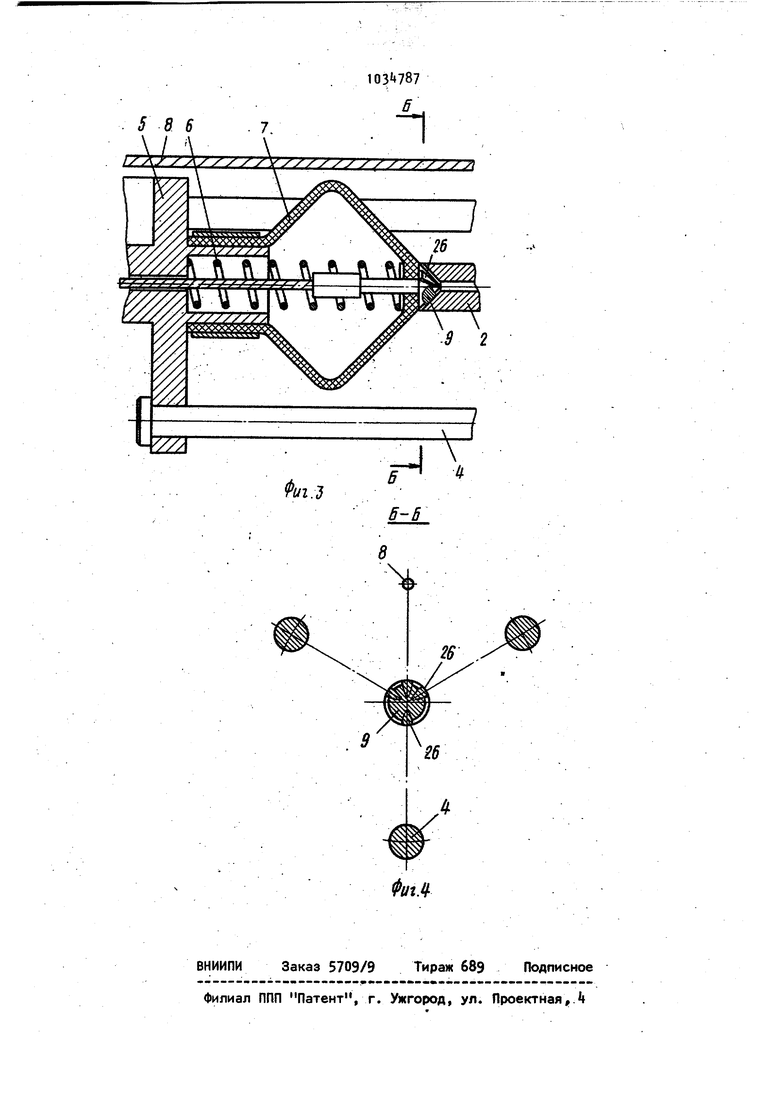
Изобретение относится к устройствам для нанесения покрытий преимущественно на внутреннюю поверхность металлических литейных форм центробежного литья и предназначено для использования на заводах, отливающих чугунные раструбные трубы центробежным способом с применением желоба, распределяющего при заливке жидкий металл по литейной форме. Известно устройство для нанесения жидких покрытий на рабочую поверхность изложниц дляотливки труб цент робежным способом, содержащее распылитель, труб017роводы для подачи жидкой краски, регулятор давления сжатого воздуха, емкость для жидкой краски и механизм перемещения распы лителя, в котором регулятор давлени жидкости выполнен в виде перепускного патрубка, соединенного с трубо проводом для подачи краски через от водные трубки с кранами, расположен ными на равной высоте, и закрепленный на горизонтальной штанге механи перемещения распылителя ГО. Недостатком этой установки является значительная неравномерности изменения напора и количества краски поступающей на поверхность изделия, так как наличие отводных трубок, расположенных на равной высоте, пробковых кранов, соединяющих перепускной патрубок с трубопроводом для .подачи жидкой краски, способствует ступенчатости изменения напора и количества распыляемой краски. При каждом открывании пробкового крана напор краски резкоуменьшается, а з тем продолжает плавно уменьшаться до открывания следующего расположен ного ниже пробкового крана. При этом вновь происходит кратковременное рез кое уменьшение напора и количества краски, поступакяцей через распылитель ма поверхность.изделий, что уху шает качество окрашенной поверхности изделия и товарный вид отливаемой трубы из-за неравномерности слоя переменного сечения покрытия. Наибояее близким к изобретению по технической сущности и достигаемому эффекту является устройство для нанесения покрытий преимущественно на внутреннюю поверхность линейных форм для центробежного литья , содержащее установленную с возможностью возвратно-поступательного перемещения каретку и закрепленнук. на ней штангу с соплом С21. Однако при нанесении с помощью известной установки слоя покрытия равномерно-переменного сечения с yMeh bmeHMeM слоя покрытия до минимального в хвостовой части литейной формы, из-за направления струи распыла жидкости, только в сторону хвостовой части как при возвратном, так и при поступательном движении распылителя внутри литейной формы между торцом втулки, ограничивающей длину трубы, и поверхностью окончания литейной формь возможно образование внутренней галтели, состоящей из излишка покрытия, особеннй при нанесении второго слоя покрытия. Наличие галтели приводит к получению в отливке трубы скругления с. наружной стороны торца хвостовой части, что является дефектом литья, так .как при скругленном торце хвостовика трубы затрудняется центрирование по буртику раструбной части, установка и соединение труб при монтаже си.стем канализации. Цель.изобретения - повышение качества покрытия за счет обеспечения возможности из.менения направления факела в процессе работы устройства. Цель достигается тем, что устройство для нанесения покрытий преимущественно на внутреннюю поверхность литейных форм для центробежного литья, содержащее установленную с возможностью возвратно-поступательного перемещения каретку и закрепленную на ней штангу с соплом, снабжено гибким полым отражателем, закрепленным на фланце и устанойленным на штанге с возможностью продольного перемещения, и гибкой тягой, соединенной одним концом с гибким отражателем посредством подпружиненного относительно фланца наконечника, а другим - с поворотной планкой, смонтированной на штанге с возможностью взаимодействия с .упором, установленным на пути перемещения каретки, причем гибкая тяга охватывает блок, смонтированный на фланце. Кроме того, фланец смонтирован на штанге прсредс1 вом направляющих шпилек, а поверхность наконечника, обращенная к соплу, выполнена с радиальными выступамир расположенными в направлении от оси сопла к направляющим шпилькам и гибкой тяге На (г. t изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1, 8 увеличенном масштабе; на фиг. 3 узел с полым отражателем, в увеличейном масштабе; на фиг. Лразрез Б-Б на фиг. 3. Устройство состоит из подвижной возвратно-поступательной каретки (не показана) со штангой 1, имеющей распылитель 2 на конце и соединенной трубопроводами с Запорным баком (не показан). Распылитель снабжен закрепленным на выступе 3 подвижного на направляющих шпильках 4 фланца 5f отжатым пружиной 6 гиб КИМ полым отражателем 7, соединенны гибкой тягой 8, закрепленной концом к хвостовику наконечника 9/пропущенной через -центральные отверстия 10 фланца 5 и отражателя 7 и переки той через установленный на подвижно фланце в проушинах 11 на оси 12 блок 13, с ()игурной планкой 14. Пла ка шарнирно закреплена другим концом на оси 15 в проушинах 16 на шта ге и расположена под углом в вертикальной плоскости по отношению к ги кой тяге при помощи стопорной планки 17, Направляющие шпильки жестко закреплены гайками 18 в отверстиях второго фланца 19, размещенного на конце .штанги и закрепленного BHMtoM 20. Фигурная планка при поступательном движении штанги взаимо действует с упором 21 выступом 22. Устройство для нанесения покрытий входит штангой с распылителем на конце внутрь литейной формы 23, имеющей в хвостовой части втулку 24, ограничивающую длину отлича.емой трубы. Описанное устройство для нанесения покрытий работает следующим образом. При поступлении литейной формы .23 на позицию-покраски включают при вод поступательного движения каретки со штангой 1, начиная распыление краски через сопло распылителя 2 с направлением струи В распыла жидкости при помощи гибкого полого отражателя 7 в сторону хвостовой части формы с плавным изменением напора и количества краски, поступающей на поверхность формы, с максимального в раструбной части до ми 874 нимального в хвостовой части литейной формы. После нанесения минимального слоя покрытия на поверхность торца 25 втулки 2k и поверхность окончания литейной формы 23, в положении, когда распылитель находится на некотором расстоянии,/ которое определяется опытным путём, от торца 25 втулки 2, выступ 22 фигурной планки Ш вступает во взаимодействие с упором 21. Фигурная планка.14 поворачивается на оси 15, отклоняется на расстояние D и тянет тягу 8, которая, поворачивая на-оси 12 , сжимает пружину 6, деформируя отражатель 7 и изменяя направление струи В распыла покрытия в сторону, противоположную хвостовой часТи ли 1ейной формы 23 4 Одновременно подвижный флланец 5 с блоком 13 смещается на направляющих шпильках 4 на расстояние Ё, сохраняя зазор С между конической поверхностью торцз сопла 2 распылителя и конусной поверхностью наконечника 9 отражателя 7, диаметр и жесткость струй покрытия такими же, как. и при направлении струй в сторону хвостовой части формы. После изменения направления струи покрытия прекращают подачу покрытия через распылитель и включают привод BoisBpaTHoro движения каретки со штангой 1, а затем вновь вклйчают подачу покрытия через распылитель только после того, как под воздействием разжимающейся пружины 6 фигурная планка 14 повернется на оси 15 до упора в стопорную планку 17, а отражатель 7и подвижный фланец 5 с блоком 13 возвратятся в исходное положение. При этом поступление покрытия через сопло распылителя 2 начинается уже с направлением струи В распыла в сторону хвостовой части линейной формы 23, когда распылитель находится на некотором расстоянии от торца 25 втулки 24, При возвратном движении каретки со штангой 1 производится автоматическое монотонное повышение напора и количества краски, поступающей через распылитель 2, с нанесением слоя покрытия на внутреннюю поверхность литейной формы 23 равномерно переменного сечения и увеличением толщины слоя покрытия до максимального в раструбной части литейной формы. 8конце возвратного движения распылителя 2 из литейной формы 23 при вы-.
ходе распылителя из формы подача краски прекращается. Для предотвращения налипания краски на направляющие шпильки k и гибкую тягу 8 на конусной поверхности наконечника 9 выполнены k выступы (не показано), прерывающие против шпилек и тяги конусную Струю распыла и не влияющие на качество покрытия, так как нанесение покрытия производится во вращающуюся литейную форму 23 Цикл .нанесения покрытия повторяется при
поступлении очередной литейной формы 23 к устройству для нанесения покрытий. Для повышения работоспособности и долговечности отражатель 7 может быть выполнен из резиновой смеси на основе силиконовых каумуков.
Таким образом, предложенное устройство позволяет повысить качество ПО.КРЫТИЯ за счет обеспечения возможности изменения направления факела в процессе работы устройства.
со
CNI
51103 787
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий | 1978 |
|
SU719788A1 |
| Установка для нанесения покрытий | 1980 |
|
SU990406A1 |
| Раструбный стержень для изложниц центробежных машин | 1983 |
|
SU1161234A1 |
| Установка для нанесения покрытий распылением на внутренюю поверхность изделий | 1976 |
|
SU654304A1 |
| Раструбный стержень для изложницы центробежной машины | 1980 |
|
SU994108A1 |
| Водоохлаждаемый раструбный стержень для изложниц центробежных машин | 1984 |
|
SU1224098A1 |
| Раструбный стержень для изложниц центробежных машин | 1984 |
|
SU1260109A1 |
| Раструбный стержень для изложницыцЕНТРОбЕжНОй МАшиНы | 1979 |
|
SU839675A1 |
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ ЖИДКОГО МАТЕРИАЛА | 1992 |
|
RU2050277C1 |
| Центробежная машина для отливки чугунных труб | 1978 |
|
SU766740A1 |
CpuS.Z
. 7.
У У у у j У У j у:- jf jri
л
