Область техники
Группа изобретений относится к технологиям нанесения защитных покрытий на цилиндрические изделия, выполненные из металлов и сплавов, повышающих их стойкость к химическому и механическому воздействию, в частности к способу нанесения защитных покрытий на проволоку, кабели или стальные канаты с использованием полимерных материалов покрытий.
Предшествующий уровень техники
Известен способ окрашивания цилиндрических изделий путем нанесения термореактивных порошковых покрытий на цилиндрические изделия, реализуемый устройством, раскрытым в RU 2325957 С2, 10.06.2008, которое включает конвейер, представляющий собой разматывающий цилиндрическое изделие (без покрытия) барабан и наматывающий цилиндрическое изделие (с покрытием) барабан, камеру нанесения покрытия с дозирующей головкой, выполненной с возможностью перемещения по окружности, средства сушки, отверждения и охлаждения.
Недостатками известного способа являются:
- использование растворителей в процессе нанесения покрытия;
- при распылении теряется огромное количество краски;
- невозможность контролировать толщину покрытия при многоразовом повторе операции нанесения покрытия.
Наиболее близким аналогом заявленного изобретения является способ нанесения покрытий на провод, реализуемый устройством, раскрытым в SU 942170 С1, 07.07.1982, и включающий нанесение покрытия на проволоку, подачу провода с нанесенным покрытием в печь и дальнейшее охлаждение.
Недостатками способа являются, как и в традиционной технологии с использованием растворителей для получения заданной консистенции краски, крайне высокая температура процесса окрашивания, свыше 700°С, и большое количество слоев наносимого покрытия (8-20).
Раскрытие изобретения
Задача, на решение которой направлена предлагаемая группа изобретений, заключается в разработке способа для получения проволоки, кабелей, канатов и тросов с защитным покрытием, наносимым под давлением с использованием полимерных материалов в отсутствие растворителей.
Техническим результатом, достигаемым при реализации заявленной группы изобретений, является снижение температуры процесса окрашивания, уменьшение количества слоев наносимого покрытия, а также повышение экологичности процесса, в виду отсутствия растворителей в процессе окраски.
Данный технический результат достигается за счет того, что устройство для нанесения защитного покрытия на цилиндрические изделия с использованием порошкообразного материала покрытия содержит составной герметичный корпус, состоящий из камеры давления, камеры перехода порошкообразного материала покрытия в высокоэластическое состояние, камеры нанесения защитного покрытия. При этом камера давления выполнена с возможностью создавать давление в устройстве и представляет собой цилиндрический канал, выполненный с возможностью непрерывного заполнения порошкообразным материалом покрытия, содержащего порошкообразный материал, одна часть которого снабжена поршнем, а другая выполнена в виде усеченного конуса. Причем камера перехода порошкообразного материала покрытия в высокоэластическое состояние представляет собой цилиндрический канал, выполненный с возможностью нагревания порошкообразного материала покрытия, одна часть которого соединена с каналом камеры давления, а другая выполнена в виде усеченного конуса. При этом камера нанесения защитного покрытия представляет собой цилиндрический канал, выполненный с возможностью заполнения материалом покрытия, находящегося в вязко-текучем состоянии, и поддержания материала покрытия в вязкотекучем состоянии, одна часть которого является узлом входа цилиндрических изделий, а другая выполнена в виде усеченного конуса и является узлом выхода цилиндрических изделий с защитным покрытием. Причем камера нанесения защитного покрытия соединена с камерой перехода порошкообразного материала покрытия в высокоэластическое состояние при помощи камеры перехода материала покрытия из высокоэластического состояния в вязкотекучее, представляющей собой цилиндрический канал, выполненный с возможностью нагревания высокоэластичного материала покрытия.
Камера давления выполнена с возможностью создания давления 2-100 МПа. Камера перехода порошкообразного материала покрытия в высокоэластичное состояние выполнена с возможностью нагрева материала до 40-400°С. Камера перехода материала покрытия из высокоэластичного состояния в вязкотекучее выполнена с возможностью нагрева материала до 50-500°С. В качестве материала защитного покрытия используют порошкообразные полимеры.
Указанный технический результат достигается также за счет того, что способ получения цилиндрических изделий с защитным покрытием, при нанесении порошкообразного материала покрытия на цилиндрические изделия, с использованием устройства по п. 1, включающий следующие стадии:
а) подготовка порошкообразного материала покрытия, включающая предварительный нагрев порошкообразного материала покрытия, содержащего порошкообразный материал, для перехода материала покрытия в высокоэластическое состояние с последующим нагревом материала покрытия для перехода его из высокоэластического состояния в вязкотекучее;
б) нанесение покрытия на цилиндрические изделия в камере нанесения защитного покрытия путем ее протягивания через нагретый материал покрытия в вязкотекучем состоянии, находящийся под давлением;
в) отверждение и охлаждение материала покрытия,
при этом для нанесения более одного слоя покрытия стадии «а»-«в» повторяют.
В камере нанесения окрашенного покрытия создают давление 2-100 МПа. Переход порошкообразного материала покрытия из порошкообразного состояния в высокоэластическое осуществляют при температуре 40-400°С. Переход порошкообразного термореактивного материала покрытия из высокоэластического состояния в вязкотекучее осуществляют при температуре 50-500°С. Отверждение происходит при температуре 150-500°С и атмосферном давлении. В качестве материала защитного покрытия используют порошкообразные полимеры.
Краткое описание чертежей
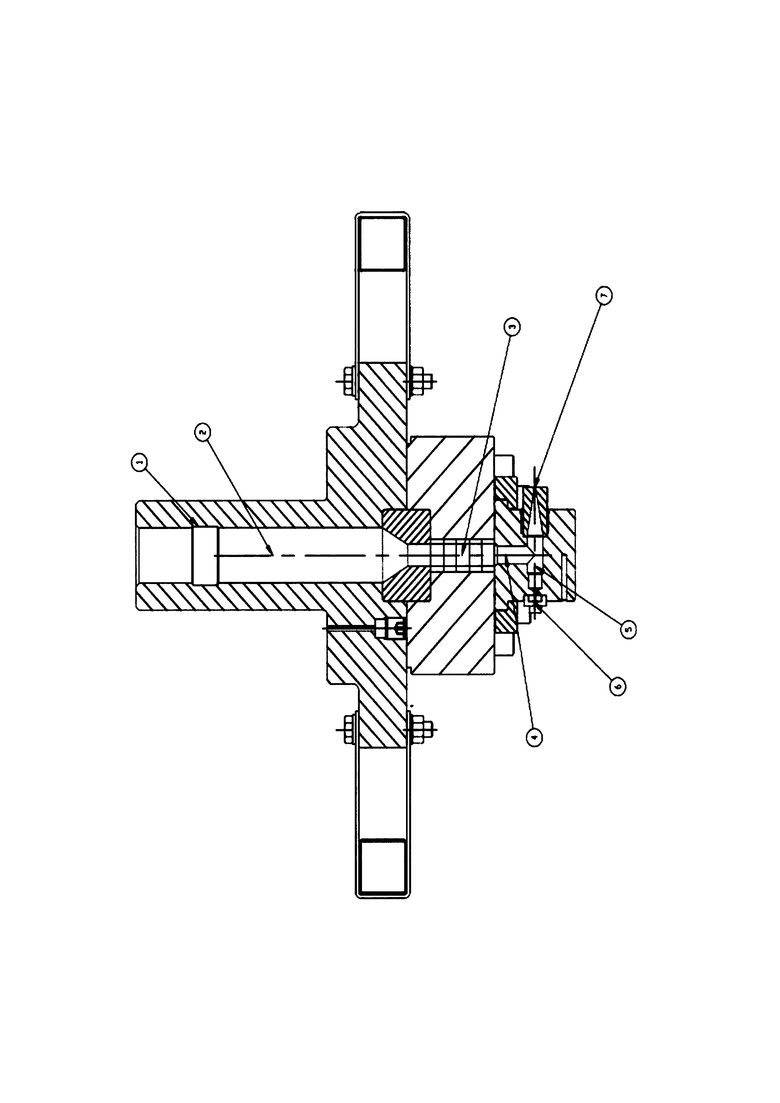
Сущность группы изобретений поясняется чертежом, где на Фиг. 1 изображено устройство для нанесения защитного покрытия на цилиндрические изделия.
1 - поршень;
2 - камера давления;
3 - камера перехода порошкообразного материала покрытия в высокоэластическое состояние;
4 - камера перехода материала покрытия высокоэластического состояния в вязкотекучее;
5 - камера нанесения защитного покрытия;
6 - узел входа цилиндрических изделий;
7 - узел выхода цилиндрических изделий с защитным покрытием.
Осуществление группы изобретений
Защитное покрытие наносят на цилиндрические изделия, выполненные из металлов и сплавов: проволоку, кабели или стальные канаты.
В качестве материала защитного покрытия используют порошкообразные полимеры, которые выдерживают давление 2-100 МПа, при этом обладают свойством перехода и поддержания указанных выше агрегатных состояний при соответствующих указанным выше температурам перехода из одного агрегатного состояния в другое и отвердевающие при температуре 50-500°С. В качестве таких полимеров можно привести полиамидные, полиамидимидные, полиэфирные, полиэфиримидные, поливинилформалевые, эпоксидные и полиуретановые смолы.
Порошкообразные полимеры, при необходимости, с пигментной добавкой, в качестве которой применяют любые природные и синтетические органические и неорганические пигменты, например двуокись титана, технический углерод, железный сурик, охру, ультрамарин и др.
Пигмент вводят в количестве 1-15 мас.% от порошкообразного термореактивного материала.
На фиг. 1 изображено устройство для нанесения защитного покрытия на цилиндрические изделия, содержащее составной герметичный корпус, состоящий из камеры давления (2), камеры перехода порошкообразного материала покрытия в высокоэластическое состояние (3) и камеры нанесения защитного покрытия (5). При этом камера давления (2) выполнена с возможностью создавать давление в устройстве для нанесения защитного покрытия на цилиндрические изделия и представляет собой цилиндрический канал, выполненный с возможностью непрерывного заполнения порошкообразного материала покрытия, содержащего порошкообразный материал, одна часть которого снабжена поршнем (1), а другая выполнена в виде усеченного конуса. Причем камера (3) перехода порошкообразного материала покрытия в высокоэластическое состояние представляет собой цилиндрический канал, выполненный с возможностью нагревания порошкообразного материала покрытия, одна часть которого соединена с каналом камеры давления (2), а другая выполнена в виде усеченного конуса. При этом камера нанесения защитного покрытия (5) представляет собой цилиндрический канал, выполненный с возможностью заполнения материалом покрытия в вязкотекучем состоянии и поддержания материала покрытия в вязкотекучем состоянии, одна часть которого является узлом (6) входа цилиндрических изделий, а другая выполнена в виде усеченного конуса и является узлом (7) цилиндрических изделий с защитным покрытием. Причем камера нанесения защитного покрытия (5) соединена с камерой (3) перехода порошкообразного материала покрытия в высокоэластическое состояние при помощи камеры (4) перехода материала покрытия из высокоэластического состояния в вязкотекучее, представляющей собой цилиндрический канал, выполненный с возможностью нагревания высокоэластического материала покрытия.
Камера давления выполнена с возможностью создавать в устройстве для получения проволоки с защитным покрытием давление 2-100 МПа в зависимости от материала покрытия. В частности, при использовании полиэфирного покрытия необходимо создавать давление 10-18 МПа.
Камера перехода порошкообразного материала покрытия в высокоэластическое состояние выполнена с возможностью нагрева материала до 40-400°С в зависимости от материала покрытия. В частности, при использовании полиэфирных смол необходимо создавать температуру 70-80°С.
Камера перехода материала покрытия из высокоэластического состояния в вязкотекучее выполнена с возможностью нагрева материала до 81-120°С в зависимости от материала покрытия. В частности, при использовании полиэфиримидного полимера необходимо создавать температуру 90-100°С.
Устройство работает следующим образом. Порошкообразный материал покрытия подается в камеру давления (2) устройства для нанесения защитного покрытия. Поршень (1) давит на материал, проталкивая его к концу камеры давления (2), и создает давление 2-100 МПа. После выхода порошкообразного материала покрытия из камеры давления (2), он попадает в камеру (3) перехода порошкообразного материала покрытия в высокоэластическое состояние, где он нагревается до температуры 40-400°С и переходит в высокоэластическое состояние. В камере (3) перехода порошкообразного термореактивного материала покрытия в высокоэластическое состояние материал покрытия находится под давлением 2-100 МПа. Далее высокоэластичный материал покрытия из камеры (3) перехода порошкообразного материала покрытия в высокоэластическое состояние попадает в камеру (4) перехода материала покрытия из высокоэластического состояния в вязкотекучее, где он нагревается до температуры 50-500°С и переходит в вязкотекучее состояние. В камере (4) перехода материала покрытия из высокоэластического состояния в вязкотекучее материал покрытия находится под давлением 2-100 МПа. Затем материал покрытия из камеры (4) перехода материала покрытия из высокоэластического состояния в вязкотекучее попадает в камеру нанесения защитного покрытия (5), заполненную материалом покрытия в вязкотекучем состоянии и в которой поддерживается температура материала покрытия на уровне 50-500°С и давление - 2-100 МПа.
Способ получения проволоки с защитным покрытием с применением порошковых полимеров осуществляют следующим образом. Подают цилиндрическое изделие, например стальную проволоку, через узел входа цилиндрических изделий (6) в камеру нанесения защитного покрытия (5) устройства для нанесения защитного покрытия на проволоку, которая заполнена материалом покрытия в вязкотекучем состоянии, подготовленным в соответствии с вышеуказанными операциями над порошкообразным термореактивным материалом покрытия в устройстве для нанесения защитного покрытия на цилиндрические изделия. В камере нанесения защитного покрытия осуществляют нанесение покрытия на стальную проволоку путем ее пропускания через нагретый до температуры 50-500°С и находящийся под давлением 2-100 МПа материал покрытия в вязкотекучем состоянии. Затем стальная проволока с нанесенным защитным покрытием через узел (7) выхода цилиндрических изделий с защитным покрытием выходит из камеры нанесения защитного покрытия и попадает в эмаль-печь (не показана) для отверждения материала покрытия при температуре в эмаль-печи 150-500°С и атмосферном давлении. Температура отверждения выбирается в зависимости от материала покрытия. Из эмаль-печи стальная проволока с защитным покрытием попадает в камеру охлаждения (не показана). Для нанесения более одного слоя покрытия операции способа повторяют для достижения необходимой толщины или свойств покрытия.
Таким образом, предлагаемое изобретение позволяет получить проволоку, кабели или стальные канаты с защитным покрытием, содержащим 3-5 слоев, снизить температуру в эмаль-печи до 150-50000С и полностью отказаться от использования растворителей.
Изобретение было раскрыто выше со ссылкой на конкретный вариант его осуществления. Для специалистов могут быть очевидны и иные варианты осуществления изобретения, не меняющие его сущности, как она раскрыта в настоящем описании. Соответственно, изобретение следует считать ограниченным по объему только нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЭМАЛИРОВАННОГО ОБМОТОЧНОГО ПРОВОДА И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЭМАЛИРОВАННОГО ОБМОТОЧНОГО ПРОВОДА | 2014 |
|
RU2586951C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭМАЛИРОВАННОГО ОБМОТОЧНОГО ПРОВОДА И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОРОШКООБРАЗНОГО ТЕРМОРЕАКТИВНОГО МАТЕРИАЛА ПОКРЫТИЯ НА ПРОВОЛОКУ | 2014 |
|
RU2592329C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2316682C2 |
| НАНОГИБРИДНЫЙ ЗАЩИТНЫЙ КОМПОЗИТ | 2009 |
|
RU2420704C1 |
| Термопластичный препрег и способ его изготовления | 2020 |
|
RU2733604C1 |
| СПОСОБ НАНЕСЕНИЯ ПОРОШКООБРАЗНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ИЗДЕЛИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2296626C2 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ МЕТАЛЛОКОНСТРУКЦИЙ ПОЛИМЕРНЫМ МАТЕРИАЛОМ | 2000 |
|
RU2186682C1 |
| Способ получения покрытий | 1978 |
|
SU942812A1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ИЗ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА НА РЕЗИНУ | 2021 |
|
RU2762570C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТЕРМОПЛАСТИЧНЫХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ТРУБ | 2009 |
|
RU2417884C2 |
Изобретение относится к технологиям нанесения защитных покрытий на цилиндрические изделия, повышающих стойкость к химическому и механическому воздействиям на поверхность изделий, в частности к способу получения защитных покрытий на металлические или стальные проволоки, кабели или канаты, образованные из пучка металлической или стальной проволоки с использованием полимерных материалов покрытий. Устройство для нанесения защитного покрытия на цилиндрические изделия с использованием порошкообразного полимерного материала покрытия содержит составной герметичный корпус, состоящий из камеры давления, камеры перехода материала покрытия в высокоэластическое состояние, камеры нанесения защитного покрытия. Камера давления выполнена с возможностью создавать давление в устройстве и представляет собой цилиндрический канал, выполненный с возможностью непрерывного заполнения материалом покрытия. Одна часть канала снабжена поршнем, а другая выполнена в виде усеченного конуса. Камера перехода материала покрытия в высокоэластическое состояние представляет собой цилиндрический канал, выполненный с возможностью нагревания материала покрытия. Одна часть канала соединена с каналом камеры давления, а другая - выполнена в виде усеченного конуса. Камера нанесения защитного покрытия представляет собой цилиндрический канал, выполненный с возможностью заполнения материалом покрытия, находящегося в вязкотекучем состоянии и поддержания материала покрытия в вязкотекучем состоянии. Одна часть цилиндрического канала является узлом входа цилиндрических изделий, а другая выполнена в виде усеченного конуса и является узлом выхода цилиндрических изделий с нанесенным защитным покрытием. Камера нанесения защитного покрытия соединена с камерой перехода материала покрытия в высокоэластическое состояние при помощи камеры перехода материала покрытия из высокоэластического состояния в вязко-текучее, представляющей собой цилиндрический канал, выполненный с возможностью нагревания высокоэластичного материала покрытия. Способ получения проволоки с защитным покрытием с использованием порошкообразного полимерного материала покрытия на цилиндрические изделия с использованием устройства включает стадию подготовки материала покрытия. Стадия подготовки включает предварительный нагрев материала покрытия, содержащего порошкообразный полимерный материал и пигмент для перехода материала покрытия в высокоэластическое состояние с последующим нагревом материала покрытия для перехода его из высокоэластического состояния в вязко-текучее. Затем осуществляют нанесение покрытия на цилиндрические изделия в камере нанесения защитного покрытия путем ее пропускания через нагретый материал покрытия в вязко-текучем состоянии, находящийся под давлением. Кроме того, производят отверждение и охлаждение материала покрытия, при этом для нанесения более одного слоя покрытия стадии повторяют. Техническим результатом группы изобретений является снижение температуры процесса окрашивания, уменьшение количества слоев наносимого покрытия, а также повышение технологичности процесса в связи с отсутствием растворителей в процессе окраски. 2 н. и 10 з.п. ф-лы, 1 ил.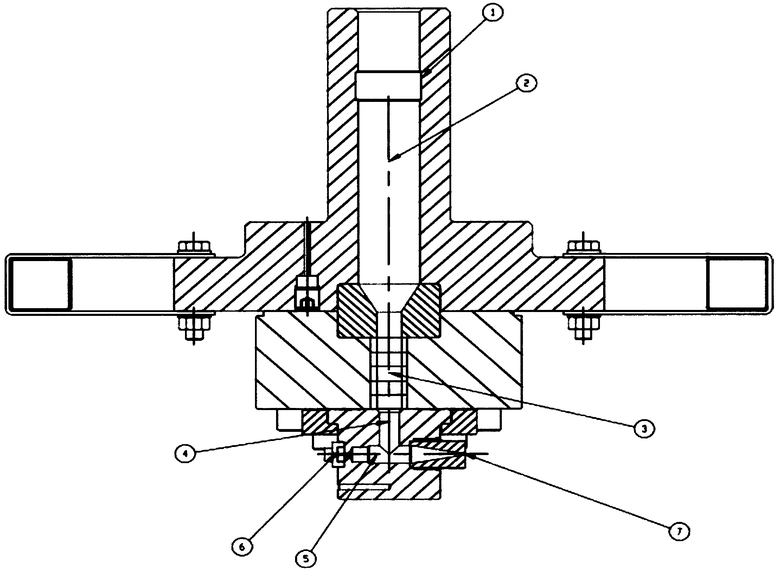
1. Устройство для нанесения защитного покрытия на цилиндрические изделия с использованием порошкообразного полимерного материала покрытия, содержащее составной герметичный корпус, состоящий из камеры давления, камеры перехода порошкообразного полимерного материала покрытия в высокоэластическое состояние, камеры нанесения защитного покрытия, при этом камера давления выполнена с возможностью создавать давление в устройстве и представляет собой цилиндрический канал, выполненный с возможностью непрерывного заполнения порошкообразным полимерным материалом покрытия, содержащего порошкообразный полимерный материал, одна часть которого снабжена поршнем, а другая выполнена в виде усеченного конуса, причем камера перехода порошкообразного полимерного материала покрытия в высокоэластическое состояние представляет собой цилиндрический канал, выполненный с возможностью нагревания порошкообразного полимерного материала покрытия, одна часть которого соединена с каналом камеры давления, а другая выполнена в виде усеченного конуса, при этом камера нанесения защитного покрытия представляет собой цилиндрический канал, выполненный с возможностью заполнения материалом покрытия, находящегося в вязкотекучем состоянии, и поддержания материала покрытия в вязкотекучем состоянии, одна часть которого является узлом входа цилиндрических изделий, а другая выполнена в виде усеченного конуса и является узлом выхода цилиндрических изделий с нанесенным защитным покрытием, причем камера нанесения защитного покрытия соединена с камерой перехода порошкообразного полимерного материала покрытия в высокоэластическое состояние при помощи камеры перехода материала покрытия из высокоэластического состояния в вязкотекучее, представляющей собой цилиндрический канал, выполненный с возможностью нагревания высокоэластичного материала покрытия.
2. Устройство по п. 1, отличающееся тем, что камера давления выполнена с возможностью создания давления 2-100 МПа.
3. Устройство по п. 1, отличающееся тем, что камера перехода порошкообразного полимерного материала покрытия в высокоэластическое состояние выполнена с возможностью нагрева материала до 40-400°C.
4. Устройство по п. 1, отличающееся тем, что камера перехода материала покрытия из высокоэластического состояния в вязкотекучее выполнена с возможностью нагрева материала до 50-500°C.
5. Устройство по п. 1, отличающееся тем, что в качестве защитного покрытия применены порошкообразные полимеры.
6. Способ получения проволоки с защитным покрытием с использованием порошкообразного полимерного материала покрытия на цилиндрические изделия с использованием устройства по п. 1, включающий следующие стадии:
а) подготовка порошкообразного полимерного материала покрытия, включающая предварительный нагрев порошкообразного полимерного материала покрытия, содержащего порошкообразный полимерный материал и пигмент для перехода материала покрытия в высокоэластическое состояние с последующим нагревом материала покрытия для перехода его из высокоэластического состояния в вязкотекучее;
б) нанесение покрытия на цилиндрические изделия в камере нанесения защитного покрытия путем ее пропускания через нагретый материал покрытия в вязкотекучем состоянии, находящийся под давлением;
в) отверждение и охлаждение материала покрытия,
при этом для нанесения более одного слоя покрытия стадии «а»-«в» повторяют.
7. Способ по п. 6, отличающийся тем, что в камере нанесения окрашенного покрытия создают давление 2-100 МПа.
8. Способ по п. 6, отличающийся тем, что переход порошкообразного полимерного материала покрытия из порошкообразного состояния в высокоэластическое осуществляют при температуре 40-400°C.
9. Способ по п. 6, отличающийся тем, что переход порошкообразного термореактивного материала покрытия из высокоэластичного состояния в вязкотекучее осуществляют при температуре 50-500°C.
10. Способ по п. 6, отличающийся тем, что отверждение материала покрытия происходит при температуре 150-500°C и атмосферном давлении.
11. Способ по п. 6, отличающийся тем, что в качестве материала защитного покрытия используют порошкообразные полимеры.
12. Способ по п. 6, отличающийся тем, что нанесение покрытия осуществляют без использования растворителей.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ | 2003 |
|
RU2325957C2 |
| ПЬЕЗОАКСЕЛЕРОМЕТР | 2015 |
|
RU2582910C1 |
| Устройство для эмалирования проводов | 1978 |
|
SU942170A1 |
| US 5993551 A, 30.11.1999 | |||
| US 4220115 A, 02.09.1980 | |||
| DE 10031030 A1, 17.01.2002. | |||

