Изобретение относится к автоматизации процессов измельчения сырья в барабанных мельницах и может найти применение в металлургической, химической промышленности и других отраслях народного хозяйства, где применяется подготовка сырья в измельчительных агрегатах барабанного типа.
Известен способ определения перегрузки барабанной мельницы, включающий измерение электроакустического сигнала и величины активной мощности привода мельницы, определение знаков приращения этих сигналов за заданный интервал времени и фиксацию режима перегрузки при совпадении знаков приращения измеренных сигналов [1].
Недостатком этого способа является отсутствие учета флуктуаций сигналов, что снижает надежность определения режима перегрузки.
Наиболее близким по технической сущности является способ определения перегрузки барабанной мельницы, включающий измерения мощности Р привода мельницы и степени заполнения ϕ барабана на нескольких интервалах времени заданного периода ΔТ и вычисления среднеквадратических отклонений флуктуаций Р и ϕ [2].
Недостатком способа является детерминированность подхода к принятию решения о наступлении перегрузки, исходящая из признания безошибочности этого решения. Однако при достаточно больших флуктуациях сигналов требуемые величины временных интервалов, в которых определяются средние значения сигналов на основе требований к статистической обработке могут оказаться большими, чем допустимые по условиям высокой динамики процесса: перегрузка может наступить раньше, чем будет накоплена необходимая информация для принятия решения по предлагаемому способу.
При уменьшении же этих интервалов до требуемых по условию динамики процессов безошибочность определения режима не гарантируется из-за уменьшающейся надежности оценок значения сигналов, при этом возможны ошибки I и II рода с различающимися технологическими последствиями, поэтому целесообразно исходить из признания вероятностного характера процессов и использовать соответствующий аппарат теории статических решений.
Целью изобретения является повышение точности определения перегрузки барабанной мельницы.
Это достигается тем, что в способе определения перегрузки барабанной мельницы, включающем измерения мощности Р привода мельницы и степени заполнения ϕ барабана на нескольких интервалах времени заданного периода ΔТ и вычисление среднеквадратических отклонений флуктуаций Р и ϕ, для совокупности Р и ϕ оценивают априорные вероятности W1 и W2 наступления и ненаступления перегрузки, ϕ по измеренным Р и ϕ определяют для каждого временного интервала величину и знак производной  , в зависимости от среднеквадратических отклонений флуктуации Р и по найденным производным выбирают признак х режима перегрузки, определяют распределения ϕ1 (х) при условии что за период ΔТ наступила перегрузка, и ϕ2 (х) при условии, что она не наступила, определяют значения хо в реальном масштабе времени за период ΔТ, при х = хо, оценивают апостериорные вероятности W
, в зависимости от среднеквадратических отклонений флуктуации Р и по найденным производным выбирают признак х режима перегрузки, определяют распределения ϕ1 (х) при условии что за период ΔТ наступила перегрузка, и ϕ2 (х) при условии, что она не наступила, определяют значения хо в реальном масштабе времени за период ΔТ, при х = хо, оценивают апостериорные вероятности W
W
W
По найденным значениям апостериорных вероятностей W
R1 =W
R2 = 2W
и при R1 ≅R2 фиксируют начало перегрузки.
Кроме того, при малых и больших флуктуациях среднеквадратических отклонений Р и ϕ в качестве признака Х режима перегрузки выбирают соответственно усредненную на периоде ΔТ производную  и номер комбинации знаков производной на интервалах измерения из совокупности комбинаций, ранжированных в порядке возрастания вероятности W1.
и номер комбинации знаков производной на интервалах измерения из совокупности комбинаций, ранжированных в порядке возрастания вероятности W1.
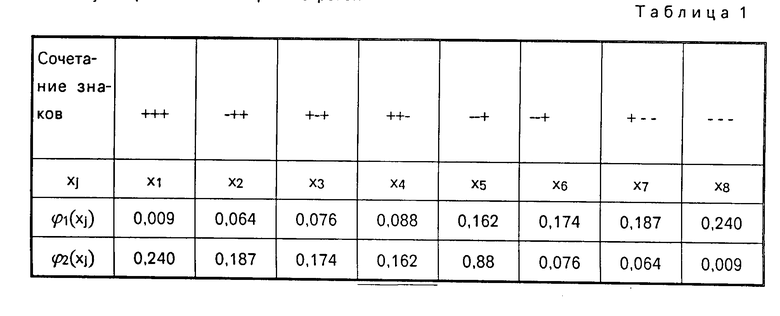
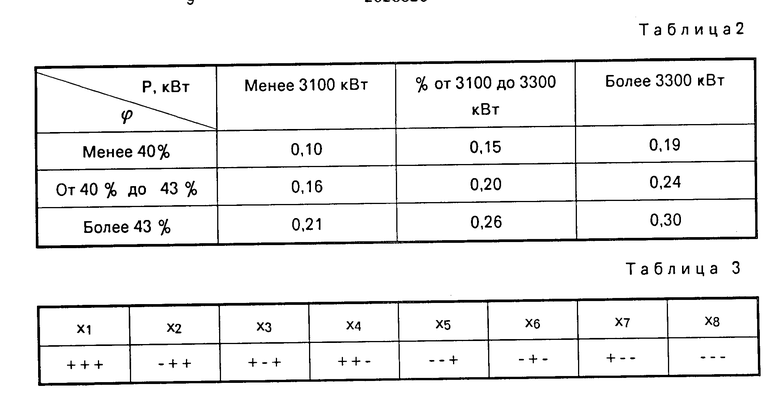
В табл.1 представлены значения признака Xj, а также условные распределения ϕi(xj); в табл. 2 - матрицы априорных вероятностей W1 для различных рабочих режимов; в табл.3 - пример условных распределений ϕ1(x), i = 1,2, где ϕ1 (x) - распределения вероятностей xj при условии, что в рассматриваемом интервале ΔТ наступила перегрузка; ϕ2 (x) - распределение вероятностей xj при условии ненаступления перегрузки в рассматриваемом интервале.
Сущность способа заключается в следующем.
При определении наступления перегрузки возможны ошибки двух видов: ошибка I рода (по терминологии некоторых приложений - "ложная тревога"), когда фиксируется режим перегрузки при его фактическом отсутствии, ошибки II рода ("пропуск цели"), когда фиксируется отсутствие перегрузки при его фактическом наступлении. Очевидно, что технологические последствия ошибок I и II рода неравнозначны.
Ошибки I рода приводят к отклонению от оптимального режима процессов измельчения вследствие принятия мер по выходу из режима перегрузки (при его фактическом отсутствии);
ошибки II рода, помимо отклонения от оптимального режима, могут привести к полному "завалу" мельницы, с тяжелыми технологическими и техническими последствиями.
Это учитывается при формировании платежной матрицы вида
C = 

 где СП и С22 - потери при правильных решениях (в данном случае естественно считать СП = С22 = 0),
где СП и С22 - потери при правильных решениях (в данном случае естественно считать СП = С22 = 0),
С12 - потери при ошибке I рода ("ложная тревога");
С21 - потери при ошибке II рода ("пропуск цели")
В связи с изложенным выше С21 > С12.
Величина  - коэффициент неравнозначности ошибок I и II рода - определяет запас устойчивости при функционировании системы.
- коэффициент неравнозначности ошибок I и II рода - определяет запас устойчивости при функционировании системы.
В рассматриваемом примере приведены элементы платежной матрицы для условий мельницы самоизмельчения типа ММС-90-30.
Априорная вероятность W1 наступления перегрузки в заданный интервал времени ΔТ зависит от текущих значений основных режимных параметров - степени ϕ заполнения мельницы и активной мощности Р привода мельницы - увеличивается при увеличении значений ϕ и Р. Поэтому, если по условиям эксплуатации основные режимные параметры ϕ и Р меняются в широких пределах, то для достаточно надежного определения априорной вероятности W1 наступления режима перегрузки весь диапазон изменения режимных параметров необходимо разделить на несколько (3...4) достаточно узких интервалов.
Для каждого рабочего режима определяется априорная вероятность наступления режима перегрузки обработкой статистической информации, собранной при эксплуатации измельчительного агрегата, как частота наступлений режима перегрузки в заданный интервал Δ Т, по отношению к общему количеству наблюдаемых интервалов ΔТ.
Условные распределения вероятностей ϕ1(х) оценивают статистически, фиксируя значения признака Х при наступлении (i = 1) режима перегрузки в течение анализируемого периода ΔТ, при его ненаступлении (i = 2).
Выбор признака х режима перегрузки зависит от точности измерения сигналов активной мощности привода мельницы Р и уровня заполнения барабана мельницы ϕ. При достаточно высокой точности целесообразен выбор в качестве признака х величины производной  , усредненной по n = 3 измерениям в течение заданного интервала ΔТ. При больших флуктуациях сигналов и/или малой точности измерений предпочтительнее в качестве признака х рассматривать дискретную величину - номер комбината n знаков производной, измеренных в течение интервала ΔТ, при этом комбинации знаков ранжируются в порядке возрастания вероятности наступления режима перегрузки (это соответствует возрастанию доли отрицательных знаков).
, усредненной по n = 3 измерениям в течение заданного интервала ΔТ. При больших флуктуациях сигналов и/или малой точности измерений предпочтительнее в качестве признака х рассматривать дискретную величину - номер комбината n знаков производной, измеренных в течение интервала ΔТ, при этом комбинации знаков ранжируются в порядке возрастания вероятности наступления режима перегрузки (это соответствует возрастанию доли отрицательных знаков).
Если заданный интервал ΔТ разделен на n = 3 первичных интервала и на каждом из них определен знак производной  , то возможны восемь комбинаций знаков (см. табл.3).
, то возможны восемь комбинаций знаков (см. табл.3).
В реальном масштабе времени по измеренному за период ΔТ значению признака Хо вычисляют величины условного риска, связанные с решением о наступлении (i = 1) или ненаступлении (i = 2) режима перегрузки при условии
x = xo; Ri= cij·W
cij·W /W
/W
W
W
Если R1 ≅R2, то фиксируется начало перегрузки, иначе - устойчивое функционирование измельчительного агрегата.
Данный способ позволит более точно и обоснованно определить момент начала режима перегрузки с учетом неравнозначности технологических последствий возможных ошибок I и II рода, появляется возможность рационально устанавливать требуемый запас устойчивости, корректируя величины С12 и С21, что приводит к повышению производительности измельчительного агрегата при заданном качестве помола.
П р и м е р. Анализируемый интервал ΔТ = 1,5 мин делится на n = 3 первичных интервала Δ t = 0,5 мин.
В связи с высоким уровнем флуктуации сигналов мощности привода Р и степени заполнения ϕ значения признака х представляются в дискретном виде - как номер сочетания трех знаков  (оценки производной) в ранжированной последовательности таких сочетаний.
(оценки производной) в ранжированной последовательности таких сочетаний.
Для каждого первичного интервала Δt определяется знак производной  , затем - значение признака xj, для анализируемого интервала ΔТ.
, затем - значение признака xj, для анализируемого интервала ΔТ.
В первой строке табл.1 представлены все возможные сочетания трех знаков, расположенных в порядке возрастания вероятности перегрузки при данном сочетании, во второй строке - дискретные значения признака xj, в третьей и четвертой строках - значения функций ϕ1(xj) и ϕ2(xj) соответственно.
В табл. 2 представлены априорные вероятности W1 для каждого рабочего режима в зависимости от значения сигналов мощности привода Р и степени заполнения барабана мельницы ϕ.
Экспертным путем определены элементы платежной матрицы С - потери при ошибках I или II рода:
C = 

Поскольку существенно лишь отношение С21/С12 целесообразно принять С12 = 1, а С21 = 2 > С12 - по экспертной оценке.
Если текущие значения, например, Р = =3200 кВт, и f = 43%, априорная вероятность наступления режима перегрузки в рассматриваемый интервал ΔТ в соответствии с табл.2 равна W1 = 0,20.
и W2 = 1 - W1 = 0,80
При значении признака xj, например Х5 = {--+} апостериорная вероятность наступления режима перегрузки:
W = 0,317
= 0,317
W = 0,683
= 0,683
Величина условного риска
R1/x5 = 0 х 0,317 + 0,683 = 0,683
R2/x5 = 2,0 х 0,317 + 0 х 0,683 = 0,634
Поскольку R2/x5 < R1/x5 фиксируется отсутствие наступления режима перегрузки.
Если в тех же условиях признак xj примет значения x6 = {+ - +}, то W1/x6 = 0,368, W2/x6 = 0,632 и условные риски примут значения R1/x6 = 0,632, R2/x6 = 0,736.
Так как R1/x6 < R2/x6, фиксируется наступление режима перегрузки и принимаются меры по его устранению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ В БАРАБАННОЙ МЕЛЬНИЦЕ | 1992 |
|
RU2062656C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ | 1998 |
|
RU2149062C1 |
| Способ сопровождения крылатой ракеты при огибании рельефа местности в различных тактических ситуациях | 2021 |
|
RU2760951C1 |
| Способ автоматического управления загрузкой файнштейна в мельницу | 2023 |
|
RU2819227C1 |
| Способ комплексирования информации при определении направления беспилотного летательного аппарата на воздушный объект и величины предполагаемого промаха | 2022 |
|
RU2794733C1 |
| Способ аналого-цифрового измерения параметров при автоматической фрагментации электрокардиосигналов | 2016 |
|
RU2636905C1 |
| ВОЛНОВОДНЫЙ АКУСТИЧЕСКИЙ ТРАНСФОРМАТОР (КОНЦЕНТРАТОР) | 2000 |
|
RU2183141C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ СЕЙСМИЧЕСКОГО УДАРА | 2008 |
|
RU2377602C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДВИЖЕНИЕМ РОБОТИЗИРОВАННОГО БЕСПИЛОТНОГО ЛЕТАТЕЛЬНОГО АППАРАТА В АВТОНОМНОМ РЕЖИМЕ | 2020 |
|
RU2733453C1 |
| Способ оценки эксплуатационных характеристик услуги абсолютной навигации системы ГЛОНАСС | 2019 |
|
RU2722092C1 |
Изобретение относится к автоматизации процессов измельчения сырья в барабанных мельницах и может найти применение в различных отраслях промышленности. Способ определения перегрузки барабанной мельницы включает определение начала режима перегрузки измельчительного агрегата барабанного типа. В нормальном режиме работы измельчительного агрегата оценивают априорные вероятности начала перегрузки мельницы в заданный интервал времени ΔT условные распределения вероятностей признака перегрузки, а также элементы платежной матрицы, по которым учитываются экономические потери при ошибочном определении начала перегрузки (ошибка I рода) и потери, когдафиксируется отсутствие перегрузки при его фактическом наступлении (ошибка II рода). В реальном масштабе времени определяют количественное значение признака перегрузки, вычисляют апостериорную вероятность начала перегрузки и величины условного риска. В качестве признака режима перегрузки берется в зависимости от величины флуктуаций сигналов мощности и внутримельничного заполнения величина произвольной  усредненная по трем интервалам времени, или номер сочетания трех знаков производной . 3 табл.
усредненная по трем интервалам времени, или номер сочетания трех знаков производной . 3 табл.
 в зависимости от среднеквадратических отклонений флуктуаций P и ϕ по найденным производным выбирают признак x режима перегрузки, определяют распределение f1(x) при условии, что за период DT наступила перегрузка, и f2(x) при условии, что она не наступила, определяют значения X0 в реальном масштабе времени за период ΔT, при X = X0 оценивают апостериорные вероятности W
в зависимости от среднеквадратических отклонений флуктуаций P и ϕ по найденным производным выбирают признак x режима перегрузки, определяют распределение f1(x) при условии, что за период DT наступила перегрузка, и f2(x) при условии, что она не наступила, определяют значения X0 в реальном масштабе времени за период ΔT, при X = X0 оценивают апостериорные вероятности W
по найденным значениям апостериорных вероятностей W
R1= W
R2= 2W
и при R1 ≅ R2 фиксируют начало перегрузки. и номер комбинации знаков производной на интервалах измерения из совокупности комбинаций, ранжированных в порядке возрастания вероятности W1.
и номер комбинации знаков производной на интервалах измерения из совокупности комбинаций, ранжированных в порядке возрастания вероятности W1.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Термоанемометр постоянного тока | 1975 |
|
SU526828A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
