Изобретение относится к управлению технологическими процессами и может быть использовано при автоматизированном управлении обогатительными фабриками, в частности при флотационном разделении медно-никелевого файнштейна.
Известен способ автоматического управления загрузкой в барабан мельницы (патент №1577831, кл. В02С 25/00), при котором измеряют расход руды в мельницу и уровень ее загрузки, статистически обрабатывают значения измеряемых величин, определяют уровень значимости приращений по загрузке и производительности мельницы, определяют допустимую скорость загрузки и в зависимости от знака приращения формируют управляющее воздействие по шаговому изменению подачи исходной руды. Для выработки управляющих воздействий способ предусматривает статистическую обработку исходных сигналов (параметров), определяющих скорости изменения (приращений) постоянных коэффициентов, лимитирующих уровень воздействия, что на фоне высокого уровня технологических помех при выработке управляющего воздействия не обеспечивает необходимое качество управления.
Известен способ управления процессом измельчения в барабанной мельнице (патент №206265 С1, кл. В02С 25/00), который предусматривает коррекцию задания экстремальному регулятору Δϕ загрузки мельницы в зависимости от разности текущего и заданного значения активной мощности привода мельницы, причем заданное значение мощности определяется на интервале τi по знакам наличия перегрузки с учетом коэффициента, рассчитанного статистическим путем для каждого класса мельницы. Данный способ имеет существенные недостатки, которые влияют на достоверность и точность расчета как базовой мощности, так и величины коррекции, поскольку в расчете используются коэффициенты, определяемые статистически с малой выборкой, а определение базовой мощности осуществляется не методом прогноза, а по факту числа перегрузок (nj), включая и возможные аварийные ситуации, то есть не учитывается глубина перегрузки. Использование для коррекции уставки (режима измельчения) данных по мощности привода условие необходимое, но недостаточное, необходимо учитывать и динамику изменения самой нагрузки на мельнице.
Известен способ автоматического управления (патент №2375116 С1, кл. В02С 25/00 от 10.12.2009 г.), принятый за прототип. Данный способ предусматривает управление загрузкой мельницы путем стабилизации запаса материала при отклонении его от заданного значения, коррекцию производительности мельницы по готовому продукту, определение текущих значений запаса материала и плотности пульпы с учетом переходных процессов между моментами определения приращений и выдачи управляющих воздействий, измерение текущего значения мощности, потребляемой мельницей для оценки момента перегруза, выделение высокочастотных колебаний мощности и коррекции по ним задания в контуре регулирования производительностью мельницы.
Недостатком прототипа является низкая точность определения момента перегруза по высокочастотным колебаниям мощности, так как на электрические характеристики привода мельницы, в том числе на гармонические колебания мощности влияет характер нагрузки сети: колебания сетевого напряжения и несимметричность по фазам энергетической системы питания мельниц, что приводит к снижению надежности и качества управления загрузкой измельчаемого материала в мельницу.
Техническим результатом изобретения является повышение надежности и качества управления загрузкой файнштейна в мельницу, который достигается тем, что в способе автоматического управления загрузкой файнштейна в мельницу, включающем измерение и стабилизацию на заданных значениях производительности мельницы, плотности готового продукта, измерение мощности потребляемой мельницей, определение момента приближения перегрузки мельницы и последовательное пошаговое изменение расхода файнштейна в мельницу в направлении выхода из режима перегрузки, дополнительно измеряют виброскорость мельницы и вычисляют величину обратную виброскорости. Затем формируют стеки величин обратной виброскорости и активной мощности потребляемой мельницей. Для этого задают временной интервал Δτ между соседними измерениями и количество интервалов k и формируют стеки для величин обратной виброскорости и активной мощности размерностью k+1.
Затем оценивают значения приращений величин обратной виброскорости и активной мощности потребляемой мельницей по уравнению:

где j=1 – величина, обратная виброскорости;
j=2 - активная мощность потребляемая мельницей.
ΔWji - приращения величин обратной виброскорости и активной мощности в i-й интервал времени внутри соответствующего стека;
Wj1 - первый элемент стеков;
i=1, 2, …, k соответствующего стека.
Затем, после завершения набора элементов стеков, определяют оценки величин трендов обратной виброскорости и активной мощности по математическому выражению:
где ajm - оценки значений величин трендов обратной виброскорости и активной мощности;
kji - 1, 2, …, k;
m=1, 2, …
Приближение перегрузки мельницы определяют по выполнению соотношения:

где a1m - оценка тренда величины обратной виброскорости мельницы;
a2m - оценка тренда величины активной мощности потребляемой мельницей.
В этом случае пошагово уменьшают задание по расходу файнштейна в мельницу по следующему уравнению:

до прекращения выполнения соотношения (3).
После чего пошагово увеличивают задание по расходу файнштейна в мельницу до исходного значения действовавшего на момент начала перегруза мельницы по уравнению:

где  - текущее задание по расходу файнштейна;
- текущее задание по расходу файнштейна;
 - предыдущее задание по расходу файнштейна;
- предыдущее задание по расходу файнштейна;
ΔQ - шаг изменения задания по расходу файнштейна.
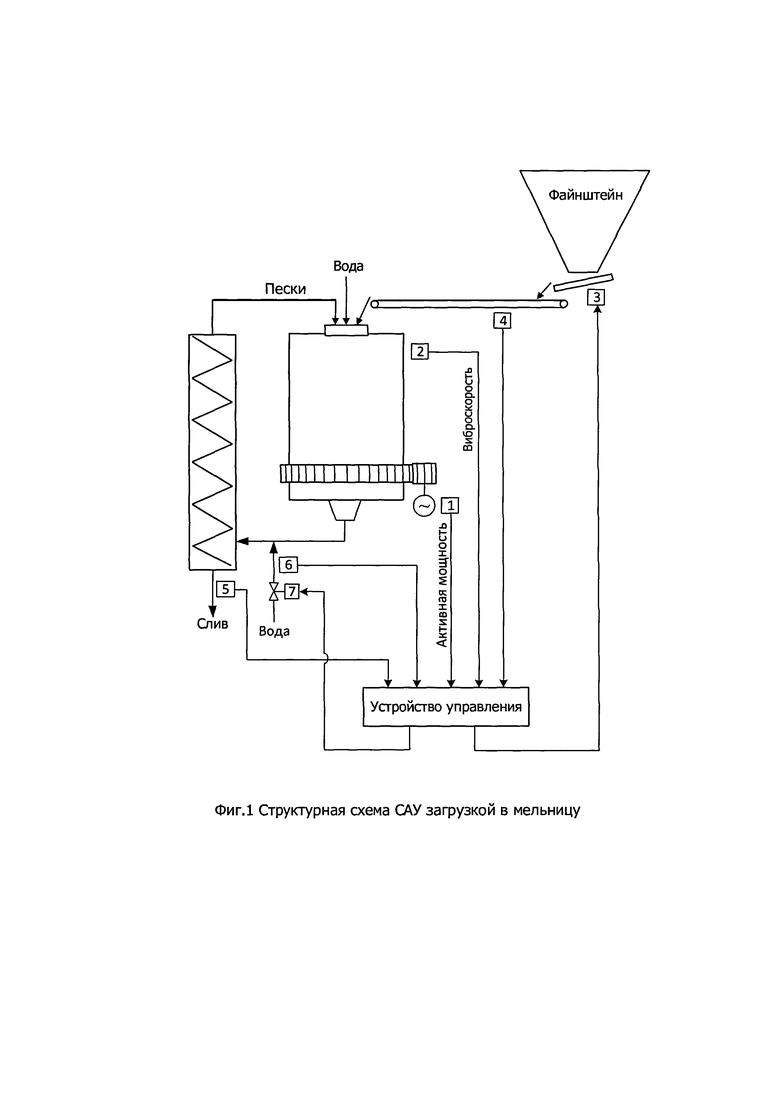
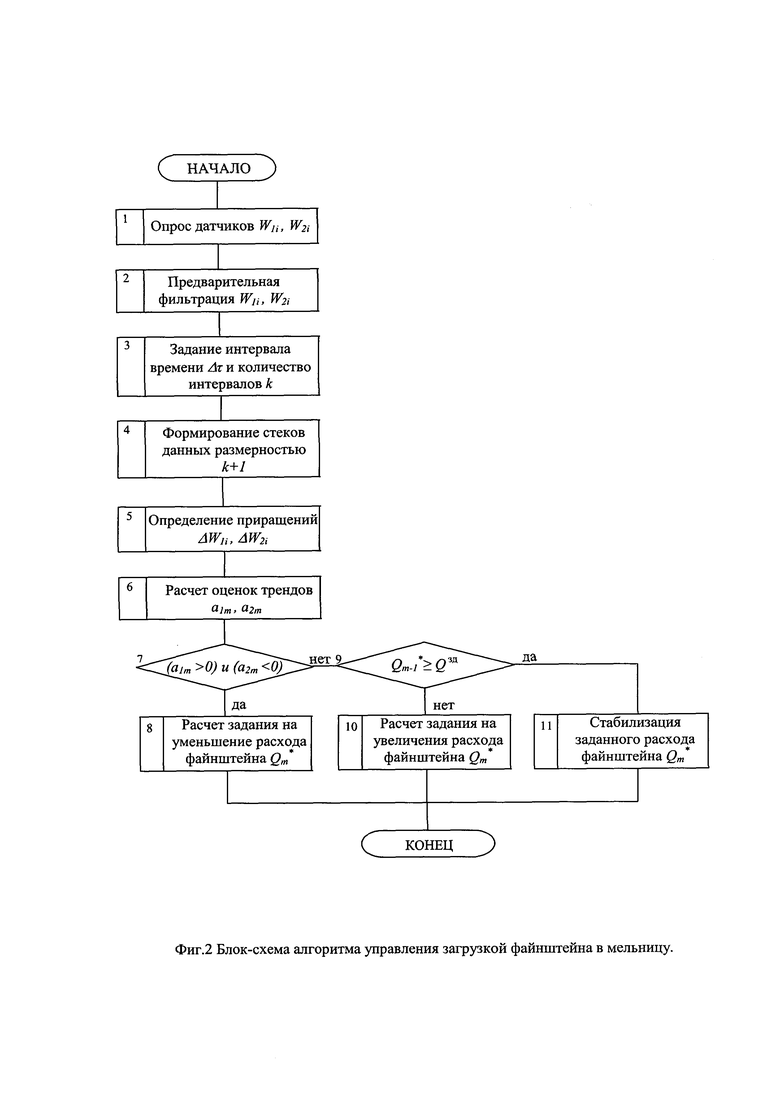
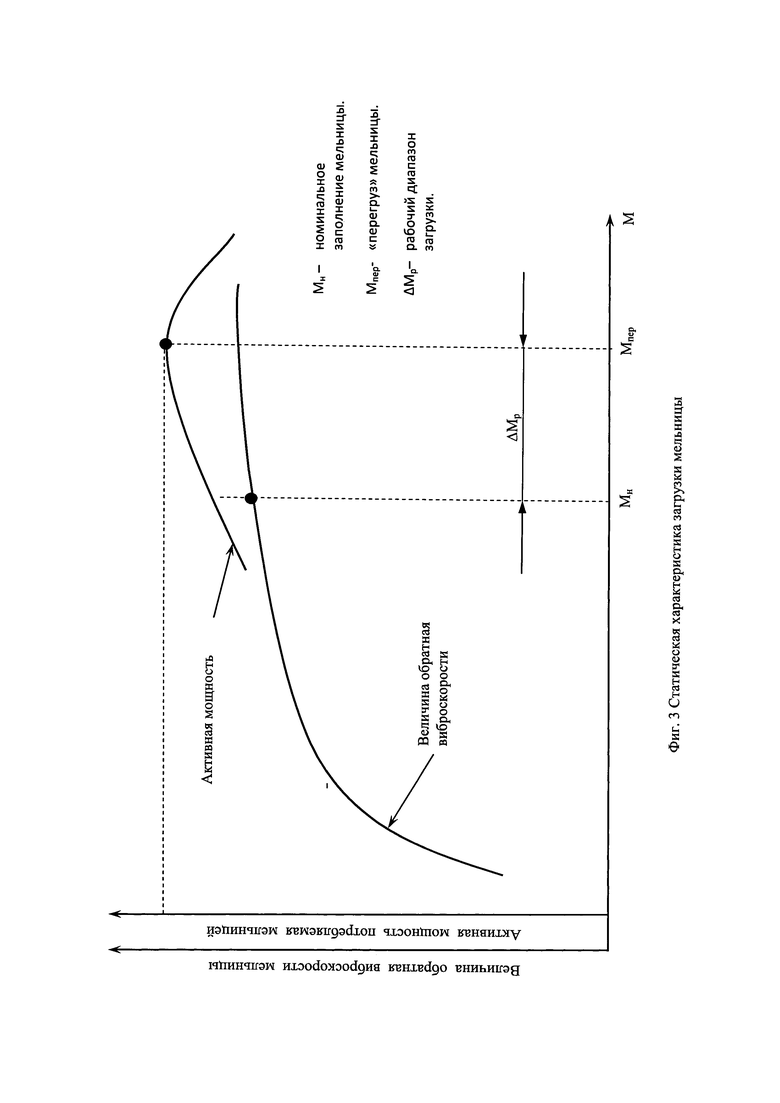
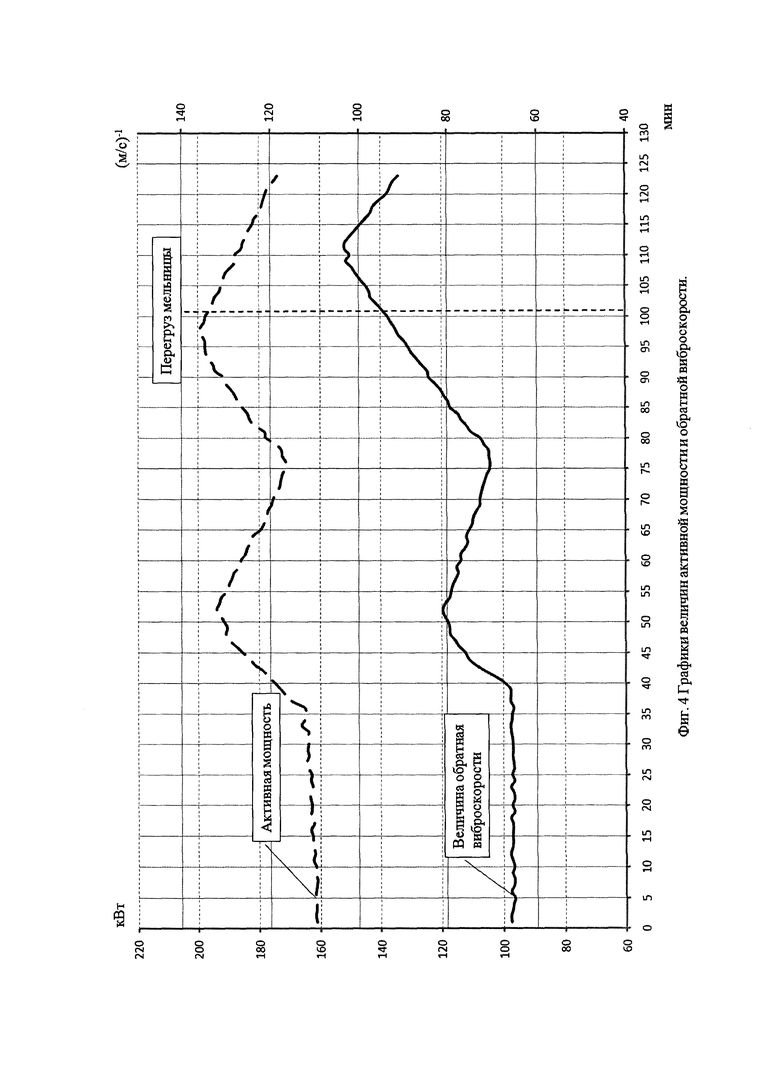
На фиг.1 показана структурная схема системы автоматического управления (САУ) загрузкой файнштейна в мельницу. На фиг.2 приведена блок-схема алгоритма управления загрузкой файнштейна в мельницу. На фиг.3 представлены статические характеристики загрузки мельницы. На фиг.4 показаны графики величин активной мощности и обратной виброскорости.
Предложенный способ осуществляется следующим образом.
На фиг.1 показана структурная схема САУ загрузкой в мельницу. Для измерения активной мощности (поз.1) используется преобразователь активной мощности Е-848/13-М1. Для измерения виброскорости (поз.2) используется датчик ВК-310С. Для управления расходом файнштейна используется вибропитатель (поз.3). Расход файнштейна измеряют ленточным весоизмерителем (поз.4). Плотность слива классификатора измеряют плотномером Berthold (поз.5). Расход воды в классификатор измеряют электромагнитным расходомером Krohne (поз.6). Для изменения расхода воды в классификатор используют регулирующий клапан (поз.7).
Согласно блок-схеме алгоритма управления загрузкой файнштейна в мельницу (фиг.2), периодически измеряют величины виброскорости и активной мощности потребляемой мельницей. Затем рассчитывают величину обратную виброскорости.
На фиг.3 представлены статические характеристики загрузки мельницы: зависимость величины обратной виброскорости W1=f(M) и активной мощности потребляемой мельницей W2=f(M) от заполнения мельницы измельчаемым материалом М.
Мн - номинальное заполнение мельницы;
Мпер - «перегруз» мельницы;
ΔMp - рабочий диапазон загрузки.
Из статических характеристик видно, что выход из состояния перегруза осуществляется сдвигом аварийной точки влево относительно значения Мпер, путем пошагового уменьшения задания по загрузке в мельницу. Для достижения этой цели, задают интервал времени Δτ между соседними измерениями виброскорости и активной мощности и задают количество интервалов времени k. После этого заполняют соответствующие стеки данных размерностью k+1 значениями величин обратной виброскорости и активной мощности. Затем определяют приращения величин обратной виброскорости и активной мощности по уравнению:

где j=1 - величина обратная виброскорости;
j=2 - активная мощность потребляемая мельницей;
ΔWji - приращения величин обратной виброскорости и активной мощности в i-й интервал времени внутри соответствующего стека;
Wj1 - первый элемент стеков; i=1, 2, …, k соответствующего стека.
После этого, с использованием метода наименьших квадратов, рассчитывают оценки трендов величин обратной виброскорости и активной мощности по уравнению:
где ajm - оценки значений величин трендов обратной виброскорости и активной мощности; kji=1, 2, …, k;
m=1, 2, …
Затем проверяют знаки оценок трендов величин обратной виброскорости и активной мощности. В случае выполнения соотношения:

что означает наступление момента перегруза мельницы, начинают пошагово уменьшать задание по загрузке файнштейна в мельницу по уравнению:
до прекращения выполнения соотношения:

После чего пошагово увеличивают задание по расходу файнштейна в мельницу до исходного значения действовавшего на момент начала перегруза мельницы по уравнению:
Пример конкретного выполнения
Задание по расходу файнштейна составляло 24 т/ч.
Оценку тренда обратной виброскорости и активной мощности проводили по пяти последним измерениям. В этом случае количество интервалов времени между измерениями k=4. Интервал времени между соседними измерениями Δτ был принят равным 1 минуте.
Используя уравнения 1 и 2, определим значения оценок трендов величин обратной виброскорости а11 и активной мощности а21:


Последующие значения a1m и a2m рассчитываются аналогично. В таблице 1 приведены численные значения расчетов.
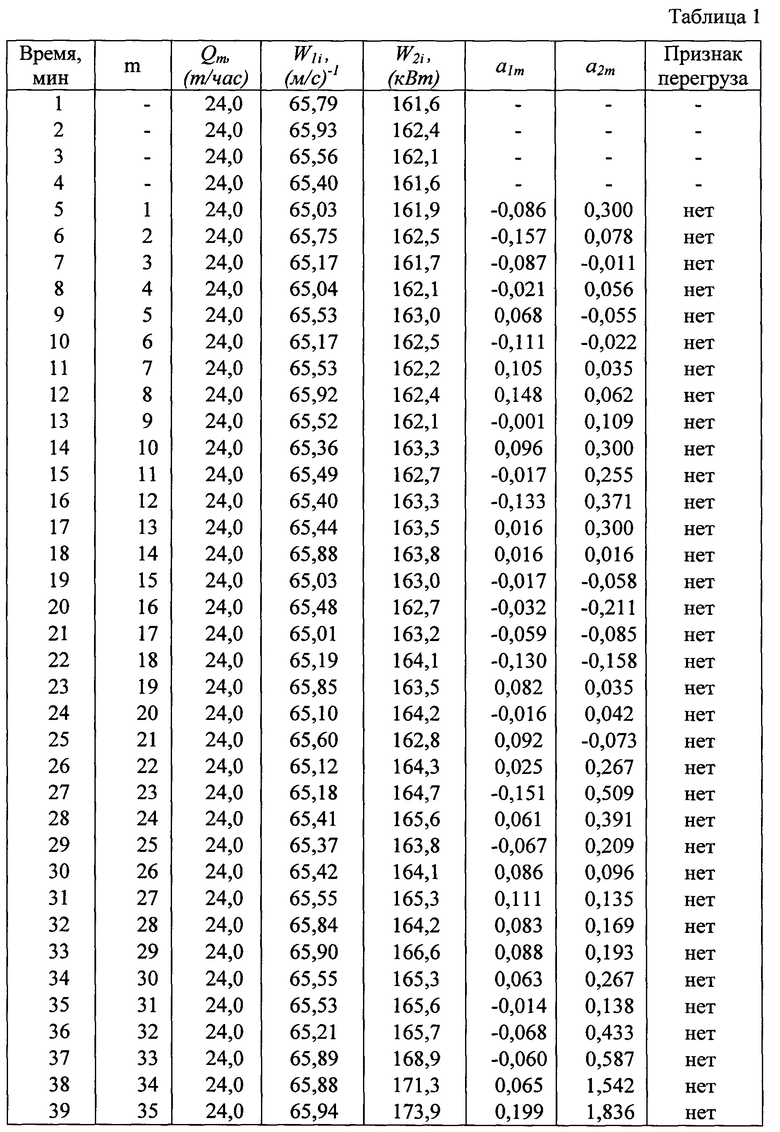
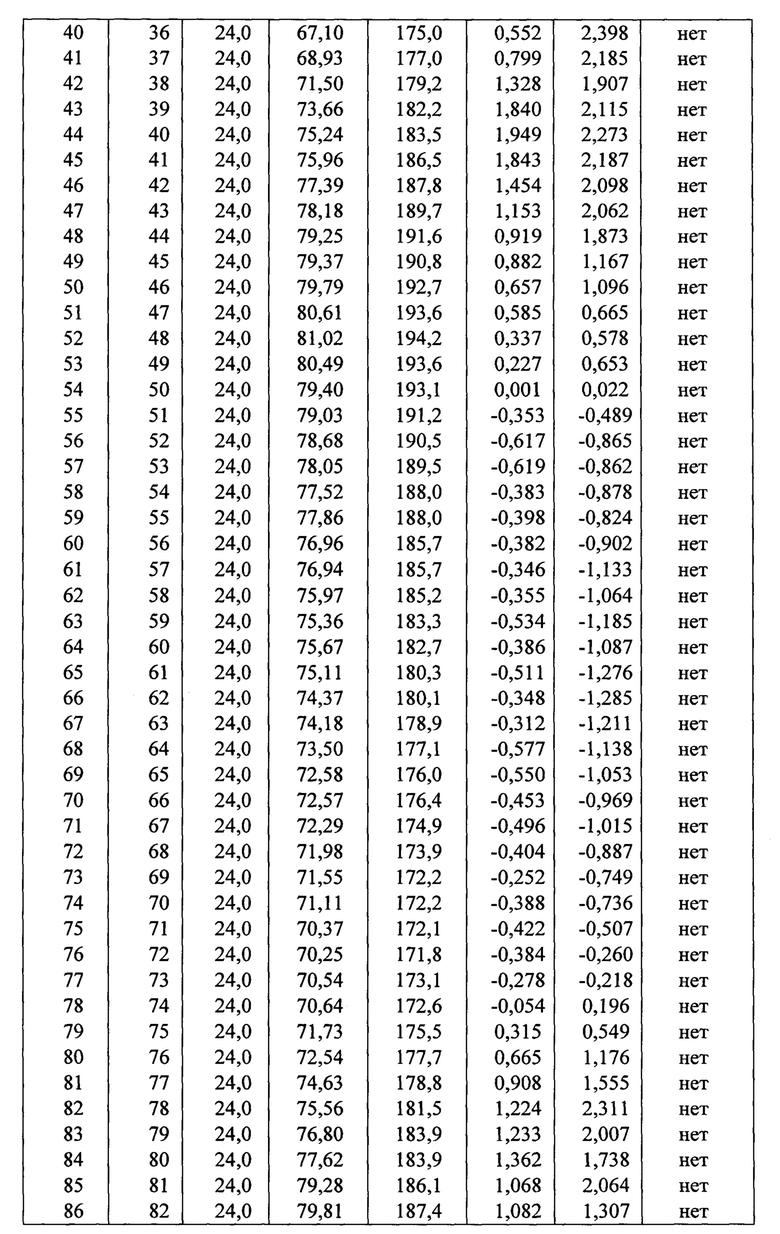
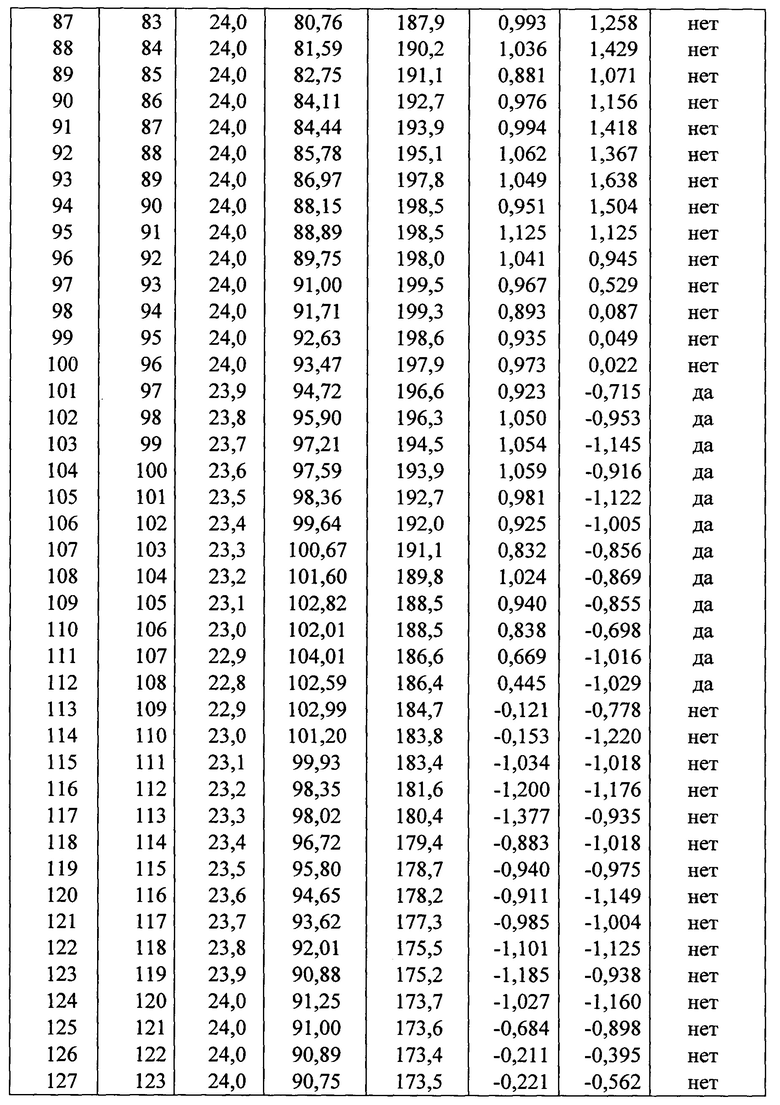
Как видно из таблицы 1, на 101-й минуте сформировалось условие перегруза мельницы (a1m>0) и (a2m<0). Задание по расходу файнштейна стали уменьшать на 100 кг в минуту. Через 11 минут величина обратная виброскорости мельницы стала уменьшаться (a1m<0) и с этого момента начали каждую минуту увеличивать задание по расходу файнштейна с тем же шагом 100 кг/мин до восстановления исходного задания по расходу файнштейна 24 т/ч.
Использование предлагаемого способа автоматического управления загрузкой файнштейна в мельницу позволяет повысить точность определения момента перегруза мельницы измельчаемым материалом, своевременно выходить из режима перегруза мельницы с последующим безударным возвращением к исходному заданию по расходу файнштейна, что также повышает надежность работы системы автоматического управления загрузкой файнштейна в мельницу и безопасность работы оборудования.
Одновременно предупреждается снижение выхода готового класса -45 мкм в сливе классификатора мельницы в случае ее «перегруза», что позволяет при флотационном разделении файнштейна снизить сумму вторых металлов в медном и никелевом концентратах на 0,04%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ АГРЕГАТОМ МОКРОГО ИЗМЕЛЬЧЕНИЯ С ЗАМКНУТЫМ ЦИКЛОМ | 2006 |
|
RU2320417C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ | 1998 |
|
RU2149062C1 |
| Способ контроля загрузки шаровой мельницы | 1989 |
|
SU1620141A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РАБОТОЙ МЕЛЬНИЦЫ САМОИЗМЕЛЬЧЕНИЯ | 2008 |
|
RU2375116C1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ МЕЛЬНИЦЫ САМОИЗМЕЛЬЧЕНИЯ | 1995 |
|
RU2080932C1 |
| Способ регулирования максимальной производительности шаровой мельницы | 1976 |
|
SU654290A1 |
| Способ управления измельчительным агрегатом | 1990 |
|
SU1727910A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ В МЕЛЬНИЧНОМ АГРЕГАТЕ | 2006 |
|
RU2300798C1 |
| СПОСОБ ОПТИМАЛЬНОГО УПРАВЛЕНИЯ ИЗМЕЛЬЧИТЕЛЬНЫМ АГРЕГАТОМ ЗАМКНУТОГО ЦИКЛА | 1997 |
|
RU2146175C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛА В БАРАБАННОЙ МЕЛЬНИЦЕ | 2022 |
|
RU2797096C1 |
Изобретение относится к способу управления загрузкой мельницы, который может быть использован в горнообогатительной промышленности при измельчении руд для предупреждения перегруза мельниц. В способе перегруз определяют по изменению трендов активной мощности, потребляемой мельницей, и величины обратной виброскорости мельницы, которые измеряют через заданный интервал времени. Задают количество интервалов времени к, формируют стеки данных, содержащие измеренные значения в количестве k+1, после чего определяют приращения величин обратной виброскорости и активной мощности в i-ый интервал времени внутри соответствующего стека по математическому выражению
ΔWji=Wj(i+1) - Wj1,
где j=1 - величина, обратная виброскорости;
j=2 - активная мощность;
Wj1 - первый элемент соответствующего стека;
i=1, 2, …, k.
Затем определяют оценки трендов по математическому выражению
где αjm - оценки трендов величин обратной виброскорости и активной мощности;
kji=1, 2, …, k; m=1, 2, …
При этом перегруз мельницы определяют по выполнению соотношения α1m>0 и α2m<0. При перегрузе мельницы пошагово уменьшают загрузку измельчаемого материала. После выхода из перегруза пошагово увеличивают загрузку мельницы до восстановления исходного расхода измельчаемого материала в мельницу. Способ обеспечивает повышение точности определения перегруза мельницы, что позволяет снизить сумму вторых металлов в медном и никелевом концентратах. 4 ил., 1 табл., 1 пр.
Способ автоматического управления загрузкой файнштейна в мельницу, включающий измерение и стабилизацию на заданных значениях производительности мельницы и плотности готового продукта, измерение мощности, потребляемой мельницей, определение момента приближения перегрузки мельницы и последовательное пошаговое изменение расхода файнштейна в мельницу в направлении выхода из режима перегрузки, отличающийся тем, что дополнительно измеряют виброскорость мельницы и вычисляют величину, обратную виброскорости, задают интервал времени Δτ между соседними измерениями виброскорости и активной мощности, задают количество интервалов времени k и формируют стеки данных для величин обратной виброскорости и активной мощности размерностью k+1, затем оценивают значения приращений величин обратной виброскорости и активной мощности, потребляемой мельницей по математическому выражению
ΔWji=Wj(i+1) - Wj1,
где j=1 - величина обратная виброскорости;
j=2 - активная мощность, потребляемая мельницей;
ΔWji - приращения величин обратной виброскорости и активной мощности в i-ый интервал времени внутри соответствующего стека;
Wj1 - первый элемент соответствующего стека;
i=1, 2, …, k,
затем, после завершения набора элементов стеков, определяют периодически через интервал времени Δτ оценки трендов величин обратной виброскорости и активной мощности по математическому выражению:
где ajm - оценки трендов величин обратной виброскорости и активной мощности;
kji=1, 2, …, k;
m=1, 2, …,
затем определяют момент приближения перегруза мельницы по выполнению соотношения
(a1m>0) и (a2m<0),
где a1m - оценка тренда величины обратной виброскорости мельницы;
a2m - оценка тренда величины активной мощности, потребляемой мельницей,
затем, при выполнении условия [(a1m>0) и (a2m<0)], пошагово уменьшают задание по расходу файнштейна в мельницу по уравнению:
до завершения действия условия [(a1m>0) и (a2m<0)], после чего пошагово увеличивают задание по расходу файнштейна в мельницу до исходного значения на момент начала перегруза мельницы по уравнению:
где  - текущее задание по расходу файнштейна;
- текущее задание по расходу файнштейна;
 - предыдущее задание по расходу файнштейна;
- предыдущее задание по расходу файнштейна;
ΔQ - шаг изменения задания по расходу файнштейна.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ | 2005 |
|
RU2300422C2 |
| Способ мокрого помола руд и материалов | 1989 |
|
SU1629100A1 |
| Способ переработки медноникелевого файнштейна | 1977 |
|
SU657088A1 |
| Устройство управления автоматической загрузкой дробилок | 1983 |
|
SU1128981A1 |
| Способ переработки медно-никелевого файнштейна | 2016 |
|
RU2639193C2 |
| US 6270554 B1, 07.08.2001. | |||

