Изобретение относится к обработке металлов давлением, в частности к способам изготовления крутоизогнутых отводов протяжкой трубы через рогообразный сердечник.
Известен способ изготовления крутоизогнутых отводов из труб мерной длины путем проталкивания их силовых агрегатом через рогообразный сердечник, находящийся в нагревательной печи.
Недостатком такого способа является невысокая производительность и низкое качество отводов вследствие отклонения размеров, что вызывает необходимость применения последующих операций. Кроме того, при изготовлении отводов из отдельных заготовок значительно увеличивается расход металла из-за увеличения отходов.
Наиболее близким техническим решением, принятым в качестве прототипа, является способ изготовления отводов, заключающийся в нагреве трубы, проталкивании трубы по рогообразному сердечнику с образованием криволинейного участка трубы, калибровка и отрезка отвода [2].
Такой способ частично устраняет недостатки аналога, так как позволяет вести процесс изготовления отводов с одновременной их калибровкой и отрезкой. Однако, необходимость остановки процесса подачи трубы по рогообразному сердечнику при калибровке отводов требует дополнительных затрат времени, что снижает производительность, а отрезка дисковым инструментом, который перемещается прямолинейно во время отрезки отвода, перемещающегося при этом по радиусу, приводит из-за несоответствия движений к искажению размеров торцовой плоскости отвода, т.е. снижает качество отводов.
Кроме того, диаметр пильных дисков должен быть более 2-х диаметров отрезаемого отвода, что при изготовлении отводов крупных диаметров потребует значительных габаритов пильных дисков и всей установки, а это ограничивает область применения способа.
Целью изобретения является повышение производительности изготовления отводов за счет обеспечения непрерывности технологического процесса и повышение качества за счет точности обработки торца.
Это достигается тем, что в способе изготовления отводов, заключающемся в нагреве трубы, в проталкивании трубы по рогообразному сердечнику с образованием криволинейного участка трубы, калибровке и отрезке отвода, согласно изобретению отрезку и калибровку отвода осуществляют посредством вращения режущего и калибрующего инструмента вокруг криволинейного участка трубы, причем осью вращения служит касательная к оси криволинейного участка трубы, проведенная перпендикулярно к плоскости реза, при этом режущий и калибрующий инструмент перемещают совместно с перемещением криволинейного участка трубы относительно оси, центр которой совпадает с центром радиуса кривизны отвода, а скорость перемещения режущего и калибровочного инструмента выдерживают равной скорости схода криволинейного участка трубы с рогообразного сердечника.
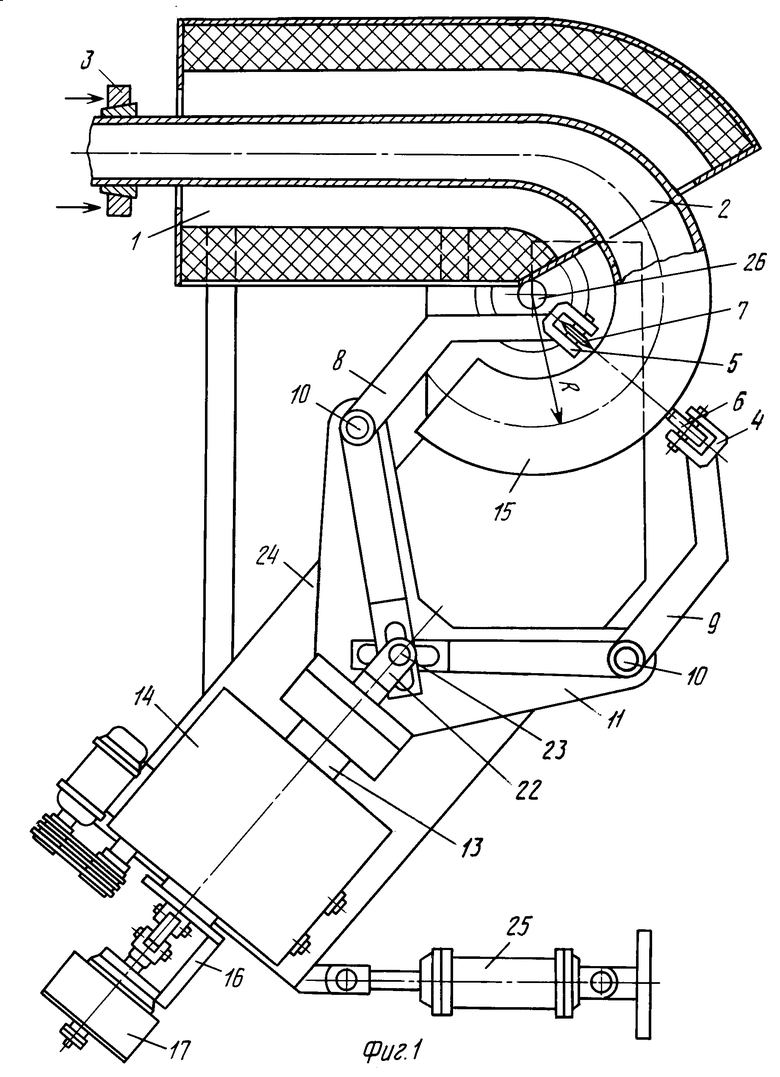
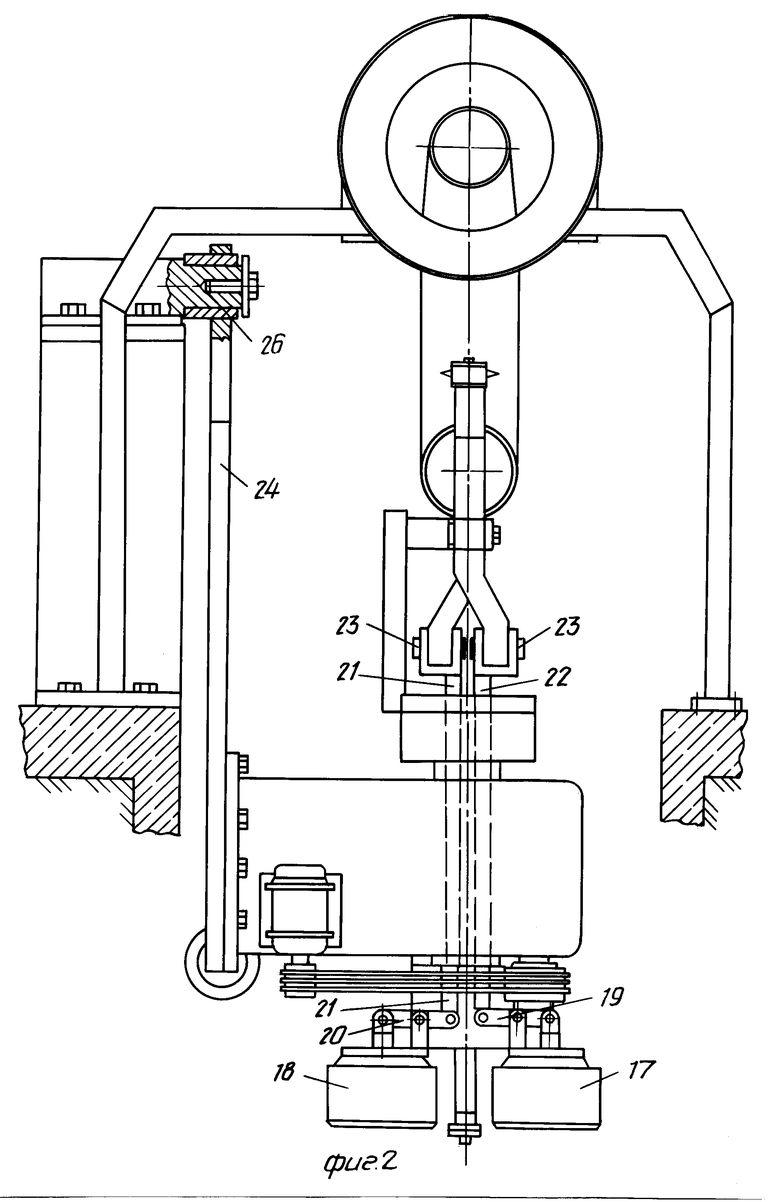
На фиг. 1 показано устройство для осуществления способа, общий вид; на фиг.2 - то же, вид спереди с некоторым поворотом.
Устройство для осуществления способа содержит нагревательную камеру (печь или индуктор) 1, рогообразный сердечник 2, силовой агрегат 3 (на чертеже показан условно), приспособление для калибровки 4 и приспособление для отрезки 5 с установленным на них соответственно калибрующим 6 и режущим 7 инструментом.
Приспособления для отрезки и калибровки расположены на свободных концах клешнеобразных рычагов 8 и 9, которые закреплены шарнирно на осях 10 опорной плиты 11. Опорная плита жестко соединена с планшайбой 12 полого шпинделя 13, который приводится во вращение от электродвигателя силовой бабки 14, вращая при этом клешнеобразные рычаги с режущим и калибрующим инструментом вокруг криволинейной части, сошедшего с рогообразного сердечника, отвода 15.
С другой стороны к шпинделю 13 на кронштейне 16 закреплены пневматические цилиндры 17 и 18, штоки которых через рычаги 19 и 20 соединены посредством тяг 21 и 22 шарнирно через оси 23 с другими концами клешнеобразных рычагов 8 и 9. Силовая бабка с приспособлениями установлена на общей каретке 24, поворачиваемой механизмом 25 вокруг оси 26, центр которой совпадает с центром радиуса кривизны R отвода 15.
Способ осуществляется следующим образом. С помощью силового агрегата 3 (на чертеже показан условно) длинномерная труба непрерывно подается на рогообразный сердечник 2, который находится в нагревательной камере 1 (печь или индуктор). Пpоходя через рогообразный сердечник, нагретая часть трубы подвергается деформированию и приобретает криволинейную форму соответствующего диаметра и радиуса кривизны.
За пределами нагревательного устройства и рогообразного сердечника изгибаемый отвод 15 своим торцом доходит до выдвижного упора (на чертеже не показан), который устанавливается в зависимости от угла отрезаемого отвода и включает вращение шпинделя. В процессе вращения шпинделя режущий 7 и калибрующий 6 инструмент вращаются вокруг криволинейного участка трубы и подаются к поверхности отрезанного отвода 15 путем поворота рычагов 8 и 9 относительно осей 10 от действия пневмоцилиндров 17 и 18 через рычаги 19 и 20 и тяги 21 и 22. Индивидуальная подача инструмента 6 и 7 обусловлена различными скоростями и усилиями при отрезке и калибровке отвода.
При этом отрезка и калибровка отвода происходит без остановки процесса протяжки отводов, так как режущий и калибрующий инструмент осуществляет еще и движение совместно с движением сходящего с рогообразного сердечника криволинейного участка трубы со скоростью, равной скорости выхода криволинейного участка трубы с рогообразного сердечника. Это достигается тем, что все устройство для отрезки и калибровки установлено на каретке 24, которая осуществляет движение относительно оси 26, центр которой совпадает с центром радиуса кривизны R отвода 15.
Движение устройства совместно с отводом и с одинаковой скоростью происходит как за счет толкающей силы отвода, так и за счет гидравлического цилиндра 25 с регулируемой скоростью передвижения штока или за счет другого известного механизма.
В качестве режущего инструмента применяются режущие дисковые ролики, в качестве калибрующего - цилиндрический ролик.
Кроме дисковых роликов способ позволяет применять для отрезки отвода газокислородный резак, плазматрон воздушно-плазменной резки, лазерное режущее устройство, резец и даже пильный диск и абразивный круг с соответствующим приводом их вращения.
Способ позволяет отрезать отводы на угол от 15 до 90о.
Использование предлагаемого способа обеспечивает непрерывность процесса изготовления отводов из длинномерных труб с одновременной калибровкой торцов путем обкатки их роликом и отрезкой, что обеспечивает повышение производительности труда. При этом отрезка и калибровка обеспечивают точность размеров, что способствует повышению качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изготовления крутоизогнутых отводов | 1975 |
|
SU614847A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| Инструмент для изготовления отводов из труб | 1981 |
|
SU975138A1 |
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| Рогообразный сердечник | 1979 |
|
SU871890A1 |
| Способ изготовления изогнутых отводов | 1984 |
|
SU1247117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2011 |
|
RU2465087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ И УСТРОЙСТВО ДЛЯ ИХ ФОРМООБРАЗОВАНИЯ | 2009 |
|
RU2405645C1 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1340863A1 |
| Рогообразный сердечник | 1986 |
|
SU1391770A1 |
Использование: для изготовления крутоизогнутых отводов. Сущность изобретения: трубную заготовку протягивают в нагретом состоянии через рогообразный сердечник, затем отрезают и калибруют путем вращения режущего и калибрующего инструмента вокруг криволинейного участка трубы. При этом осью вращения является касательная к оси криволинейного участка трубы, проведенная перпендикулярно к плоскости реза, а режущий и калибрующий инструмент перемещают совместно с перемещением криволинейного участка трубы вдоль своей оси, центр которой совпадает с центром радиуса кривизны отвода. Скорость перемещения режущего и калибрующего инструмента равна скорости схода криволинейного участка трубы с рогообразного сердечника. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДОВ, заключающийся в нагреве трубы, проталкивании трубы по рогообразному сердечнику для образования криволинейного участка трубы, калибровке и отрезке отвода, отличающийся тем, что, с целью повышения производительности изготовления отводов и повышения качества готового изделия путем обеспечения непрерывности технологического процесса и точности обработки торцов, отрезку и калибровку отвода осуществляют путем вращения режущего и калибрующего инструмента вокруг криволинейного участка, причем осью вращения является касательная к оси криволинейного участка трубы, проведенная перпендикулярно к плоскости реза, при этом режущий и калибрующий инструмент перемещают одновременно с перемещением криволинейного участка трубы вдоль своей оси, центр которой совпадает с центром радиуса кривизны отвода со скоростью перемещения режущего и калибрующего инструмента, равной скорости схода криволинейного участка трубы с рогообразного сердечника.
| СБОРКА ОДНОРАЗОВОГО ЛЕЗВИЯ СКАЛЬПЕЛЯ И ОПОРНАЯ РУЧКА СКАЛЬПЕЛЯ МНОГОКРАТНОГО ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2605795C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
