Изобретение относится к обработке металлов давлением, в частности для изготовления изделий многопереходной штамповкой на молоте или прессе.
Известен способ изготовления изделий объемной штамповкой на молоте, включающий установку захватов в зоне штампа с противоположных сторон относительно его гравюры, подачу заготовки в штамп, ее штамповку, удаление полученной поковки из штампа и ее перенос захватами удержанием за облой [1] .
Недостатком известного способа является его невысокая производительность при многоручьевой штамповке.
Известен способ объемной штамповки на многопозиционном штампе, включающий установку захватов с противоположных сторон относительно гравюр штампа на пути течения облоя, подачу заготовки в штамп, ее деформирование с получением клещевины, сочленяющей заготовку с захватами и перенос по гравюрам штампа захватами удержанием за клещевину [2].
Цель изобретения - повышение качества получаемых изделий за счет обеспечения точности позиционирования.
Это достигается тем, что в способе объемной штамповки на многопозиционном штампе, включающем установку захватов с противоположных сторон относительно гравюр штампа на пути течения облоя, подачу заготовки в штамп, ее деформирование с получением клещевины, сочленяющей заготовку с захватами, и перенос по гравюрам штампа захватами удержанием за клещевину, согласно изобретению выполнено следующее: сочленение заготовки с захватами осуществляют на зеркале матрицы до первой гравюры, клещевину при сочленении заготовки с захватами формируют смешением ее металла относительно продольной оси заготовки к зеркалу матрицы, при этом при формировании клещевины ограничивают течение металла в направлении от клещевины к центру заготовки и удерживают ее в плоскости штампа от деформаций изгиба.
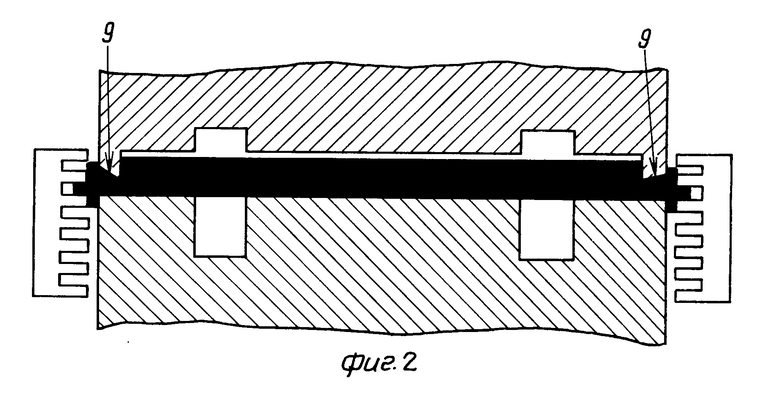
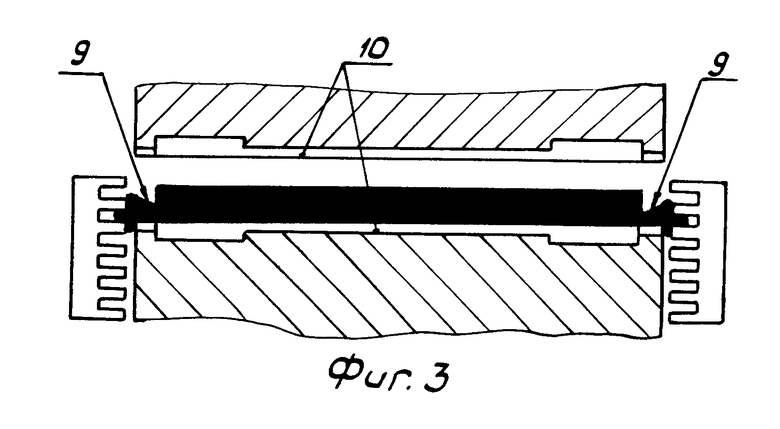
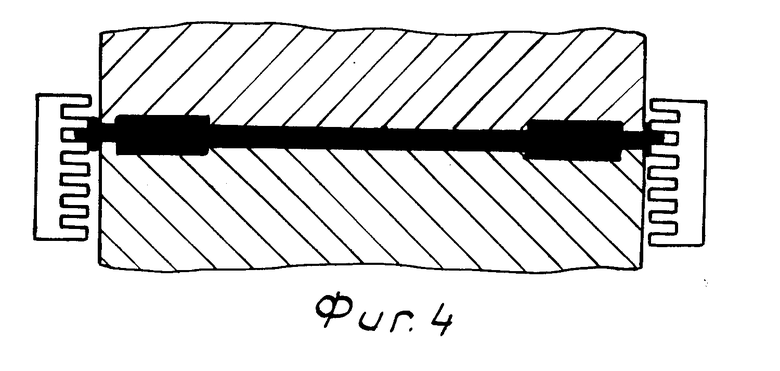
На фиг. 1 изображена позиция сочленения заготовки с захватами на штампе, иллюстрирующая взаиморасположение захватов и заготовки относительно зеркала матрицы до формирования клещевины; на фиг. 2 - штамп в момент формирования клещевины; на фиг. 3 - штамп в положении перед ударом; на фиг. 4 - окончательная позиция штампа в момент удара.
Захваты манипулятора по перемещению поковок по гравюрам штампа устанавливают на пути формирования облоя, причем на таком расстоянии от гравюры, при котором еще обеспечивается прочность штампа. Мерную заготовку нагревают в индукторе до 1000-1200оС для стали и при необходимости вальцуют (придают форму). Затем ее укладывают на позицию загрузки, шибером перемещают на зеркало матрицы и фиксируют, сочленяют с захватами, для чего деформируют концы, т.е. расклинивают в захваты выплескиванием металла.
Сцепление заготовки с захватами производится за 0,02-0,001 с. Формируя клещевину (облой, за который производится захват) металл смещают к зеркалу матрицы относительно продольной оси заготовки.
Сочленяя заготовку с захватами ограничивают течение металла в заготовку, что достигается тем, что при деформировании концов металл смещают преимущественно в сторону захватов, при этом удерживают в плоскости штампа заготовку от деформации изгиба. Затем захватами за клещевину поднимают заготовку с зеркала матрицы, перемещают на один шаг и опускают на предварительную гравюру до уровня зеркала матрицы, так как на этом уровне произведено сочленение ее с захватами. В процессе штамповки схват заготовки с захватами частично переоформляется в соответствии с формой гравюры, сечением перемычки и взаиморасположением последних относительно захватов. То же самое происходит и на последующей позиции (окончательной).
Перемещение поковок из одной позиции на другую осуществляют во время рабочего хода бабы молота (вверх-вниз), при этом время контакта заготовки со штампом отчисляется десятыми долями секунды (0,1-0,2 с). Получение поковки осуществляется за время, зависящее от количества позиций, например за 2,8 с при четырех позициях, при температуре 1000 - 1200оС. Перемещают заготовку с одной позиции на другую в пределах 0,5 с. В режиме последовательно непрерывных ударов один рабочий ход совершают за 0,7 с. Этому времени соответствует время получения одной окончательной поковки при условии непрерывной подачи заготовок в позицию загрузки на каждый удар молота.
Штамп (фиг. 1) содержит матрицу 1, пуансон 2 и захваты 3 в виде стандартных зубчатых цепей, установленных с обеих сторон штампа с возможностью горизонтально-поступательного и вертикаль- но-возвратного движений.
Первая позиция штампа расположена на зеркале 4 матрицы и снабжена прорезями 5 для размещения шибера, подающего заготовку 6 в штамп и удерживающего ее на позиции через эти прорези 5.
Пуансон 2 снабжен пазом 7, соответствующим форме заготовки, и ножом 8. Рабочей поверхностью ножа придан наклон в сторону захватов.
Заготовку из стали, нагретую до 1000-1200оС перемещают шибером через прорези 5 на первую позицию, которая расположена прямо на зеркале матрицы и удерживают (шибером) на ней до ее сочленения с захватами 3.
Сочленение (клещевина 9) производится ударным деформированием, при котором первоначально контактируют с заготовкой ножи 8 пуансона 2. Наклонная поверхность ножей направляет металл преимущественно в захваты, тем самым ограничивая его течение в заготовку, тем не менее течение металла в заготовку обуславливает деформацию изгиба заготовки. Поэтому для ограничения этого изгиба процесс на позиции схвата предусматривает воздействие пуансона на заготовку поверхностью паза 7, что удерживает ее в плоскости штампа от деформации изгиба (см. фиг. 2).
При движении пуансона вверх захваты за клещевину 9 поднимают заготовку, переносят на один шаг и опускают (см. фиг. 3). Теперь заготовка располагается над предварительной гравюрой на уровне зеркала матрицы, т.е. на уровне ее сочленения с захватами на первой позиции. В таком положении относительно гравюры 10 заготовка штампуется, при этом клещевины 9 частично переоформляются.
Затем все повторяется. Баба молота поднимает пуансон. Захваты 3 поднимают поковку из гравюры, переносят на один шаг и опускают ее в окончательную гравюру (см. фиг. 4). При штамповке на этой позиции поковка получает окончательную форму, а клещевина опять частично переофоpмляется. За окончательно сформированные клещевины поковка выводится за пределы штампа и из рабочей зоны молота.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАНИПУЛЯТОР К ШТАМПОВОЧНОМУ МОЛОТУ | 1990 |
|
RU2036040C1 |
| Способ штамповки гаечных ключей | 2023 |
|
RU2827963C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для молотовой штамповки | 1979 |
|
SU814545A1 |
| Открытый штамп для объемной штамповки | 1976 |
|
SU588053A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045369C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Молотовой штамп | 1990 |
|
SU1808457A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при изготовлении изделий многопереходной штамповкой на молотах или прессах. Цель изобретения - повышение качества получаемых изделий за счет обеспечения точности позиционирования. Способ объемной штамповки включает сочленение заготовок с захватами 3 выплеском металла в захваты с помощью ножей 8 на пуансоне 2. Формирование клещевины осуществляется на зеркале 4 матрицы 1, при этом ограничивается течение металла в заготовку. Заготовка удерживается от деформации изгиба посредством поверхности паза 7 на пуансоне 2. 4 ил.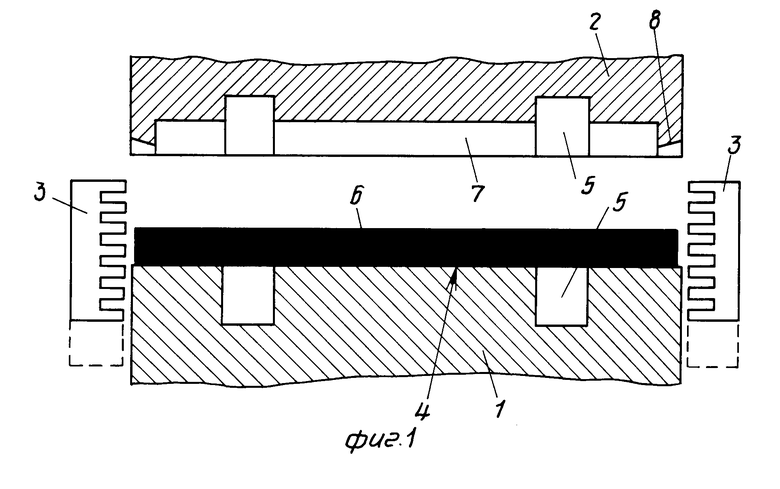
СПОСОБ ОБЪЕМНОЙ ШТАМПОВКИ на многопозиционном штампе, включающий установку захватов с противоположных сторон относительно гравюр штампа на пути течения облоя, подачу заготовки в штамп, ее деформирование с получением клещевины, сочленяющей заготовку с захватами, и перенос по гравюрам штампа захватами удержанием за клещевину, отличающийся тем, что, с целью повышения качества получаемых изделий путем обеспечения точности позиционирования, сочленение заготовки с захватами осуществляют на зеркале матрицы до первой гравюры, клещевину при сочленении заготовки с захватами формируют со смещением ее металла относительно продольной оси заготовки к зеркалу матрицы, при этом при формировании клещевины ограничивают течение металла в направлении от клещевины к центру заготовки и удерживают ее в плоскости штампа от деформации изгиба.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 923693, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
