Изобретение относится к машиностроению и может быть использовано в прецизионных узлах вращения, например, шпиндельных узлах измерительных устройств кругломеров.
Известен также шпиндельный узел, содержащий шпиндель, в котором его конические поверхности опор и опоры корпуса выполнены с одинаковым направлением конусности, а на сопряженных конических поверхностях опор выполнен регулярный микрорельеф в виде чередующихся цилиндрических и плоских кольцевых поверхностей, который получен совместной приработкой опор корпуса и шпинделя, причем перекрытие конических поверхностей корпуса и шпинделя выполнено таким образом, что обеспечивается беспрепятственное перемещение шпинделя в осевом направлении по мере изнашивания конических поверхностей [1].
Недостаток устройства заключается в том, что наличие продуктов изнашивания в зоне контакта уменьшает фактическую площадь контакта поверхностей, а также уменьшает контактную жесткость узла из-за деформации продуктов изнашивания от осевых и радиальных нагрузок и увеличивает трение в опорах.
Недостаток узла заключается также в том, что долговечность узла с одной конической опорой ниже, чем с несколькими.
Известен также способ обработки подшипниковых узлов, по которому производят притирку подшипника по точному валу, изготовленному из мягкого материала.
По этому способу в случае изготовления вала или притира из свинца осуществляют сухую притирку, а в случае притирки упорных подшипников используют чугунные притиры, причем для получения требуемой формы опорной поверхности изменяют профиль притирки [2].
Недостаток способа обработки заключается в том, что точность подшипника, обработанного мягким притиром, оказывается недостаточной из-за трудности получения высокой точности на мягком материале, а также из-за взаимозависимости формы притира (при его выполнении из чугуна) и формы обрабатываемой поверхности.
Целью изобретения является повышение точности вращения и долговечности.
Это достигается тем, что на опорных поверхностях шпинделя выполнены радиальные канавки, площадь поперечного сечения которых возрастает по мере удаления от оси вращения, причем на опоре большего диаметра, предназначенной для снятия точностных характеристик, канавки выполнены сквозными, а на опоре меньшего диаметра закрытыми со стороны торца с меньшим диаметром, при этом к опоре меньшего диаметра подведен трубопровод смазки, а сама опора соединена с предварительно напряженной в осевом направлении упругой муфтой.
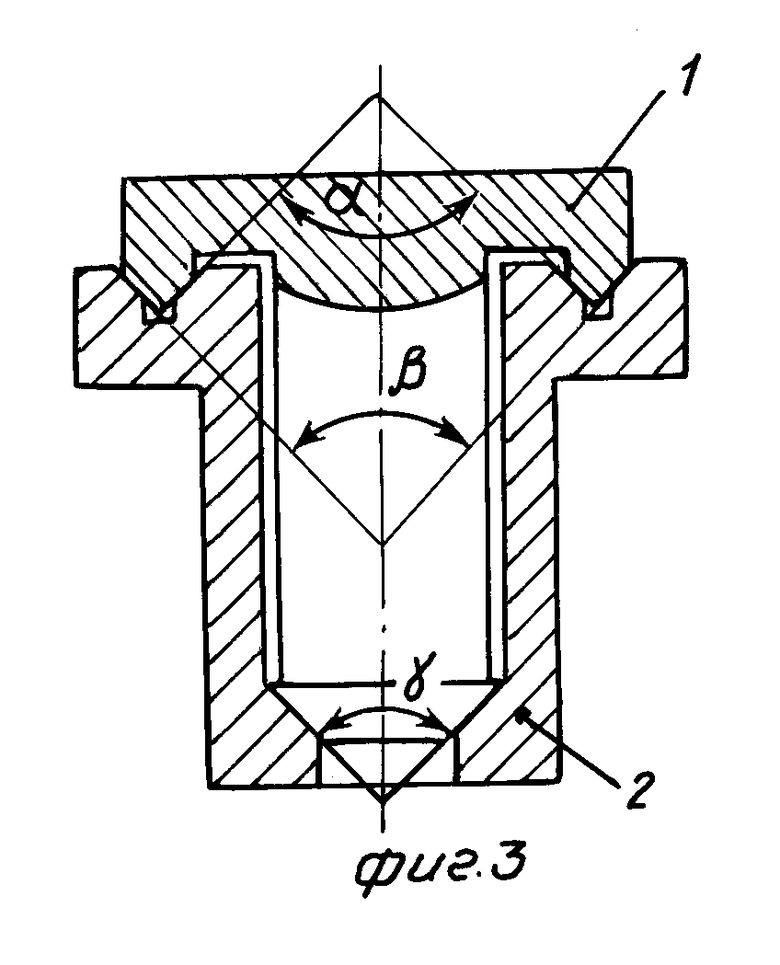
Одна из конических опор имеет смежное направление и выполнена V-образной, а опоры конические выполнены с противоположным направлением конусности.
Шпиндельный узел снабжен стаканом с фланцем с размещенным на последнем механизмом центрирования и нивелирования, стакан закреплен на торце шпинделя со стороны опоры, предназначенной для снятия точностных характеристик, при этом фланец стакана обращен в сторону опоры с меньшим диаметром для смещения его центра тяжести в сторону осевого перемещения шпинделя при изнашивании опор, а в дне стакана выполнено осевое коническое отверстие, в котором размещена введенная сферическая опора, предназначенная для размещения на ее плоской поверхности планшайбы, причем радиус упомянутой опоры выбирается из условия расположения центра сферической поверхности над рабочей плоскостью планшайбы.
В конических опорах шпинделя одна из частей опор выполнена из материала повышенной твердости.
Притир, предназначенный для обработки одной из частей узла и соответствующий по форме обрабатываемой поверхности, берут из материала, твердость которого соответствует твердости материала упомянутой обрабатываемой части.
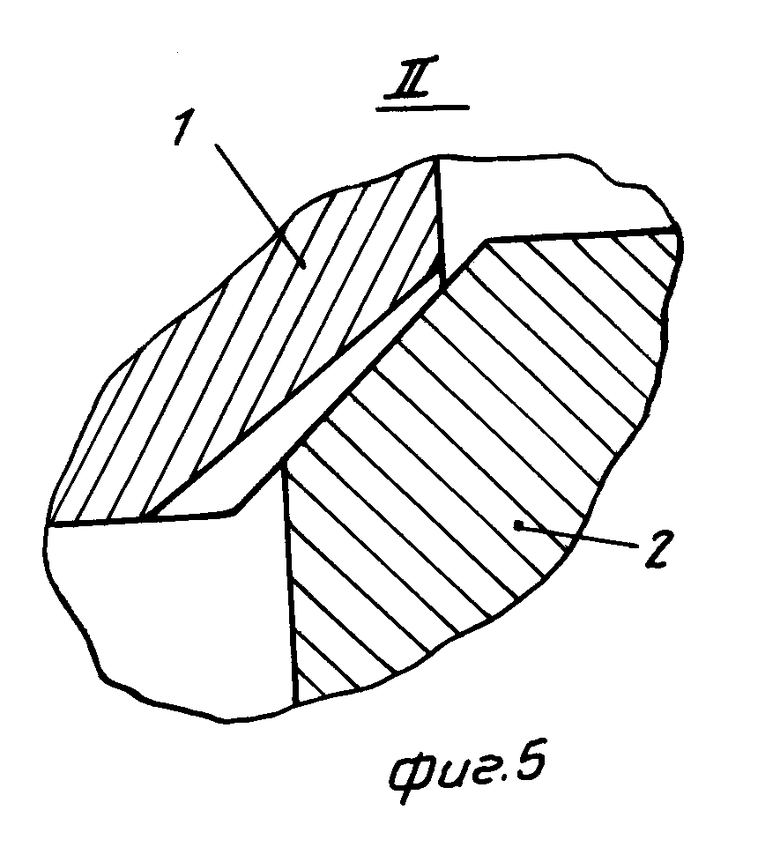
На фиг. 1 изображен шпиндельный узел, общий вид; на фиг. 2 - вариант выполнения конических опор шпинделя и корпуса со встречным направлением конусности; на фиг. 3 - вариант выполнения верхней опоры У-образной , со смежным направлением конусности; на фиг. 4 - узел I на фиг. 1 (выполнение канавок на опоре шпинделя с меньшим диаметром конических поверхностей); на фиг. 5 - узел II на фиг. 1 (выполнение канавок на конической опоре шпинделя с большим диаметром конической поверхности).
Шпиндельный узел (фиг. 1) состоит из жесткого металлического шпинделя 1, в верхней и нижней части которого выполнены конические поверхности, являющиеся для шпинделя опорами. Конические поверхности направлены конусами в разные стороны, но выполнены с одинаковыми углами конусности α=β. Ось вращения шпинделя проходит через вершины конусов О1 О2. Шпиндель своими коническими опорными поверхностями установлен на конические опорные поверхности корпуса 2, выполненного из материала повышенной твердости, чем твердость материала шпинделя. На опоре шпинделя меньшего диаметра выполнены радиальные канавки 3, площадь поперечного сечения которых возрастает по мере удаления от оси вращения шпинделя и сходит на нет на меньшем диаметре контакта (d) конической поверхности (фиг. 4), и сквозного прохода по всей образующей конической поверхности не имеют.
На конической опоре шпинделя большего диаметра также выполнены радиальные канавки 4, площадь поперечного сечения которых возрастает по мере удаления от оси вращения шпинделя, но канавки имеют сквозной проход по всей образующей конической поверхности (см. фиг. 5). К опоре меньшего диаметра, к той зоне, где начинаются радиальные канавки, подведен трубопровод 5 смазки, соединенный с резервуаром 6 смазки. Замкнутый контур для смазки образован трубопроводом 5, канавками 3, зазором между шпинделем и корпусом 7, канавками 4, кольцевой канавкой стока, выполненной вокруг шпинделя 8, и трубопроводом стока 9 в резервуар 6.
Шпиндель получает вращение от электродвигателя 10, редуктора 11, выходной вал которого проходит через отверстие в шпинделе и соединен с предварительно сжатой в осевом направлении упругой муфтой 13. На верхнем торце шпинделя (на торце вблизи опоры, с которой снимаются характеристики точности вращения) закреплен стакан с фланцем, на котором закреплены под углом 90о два механизма нивелирования 14, и два механизма центрирования 15, расположенных также под углом 90о. Оба типа механизмов выполнены в виде червячных редукторов, валы червяков соединены с ручками ручного управления Н и Ц, а валы червячных колес у редукторов нивелирования соединены с торцовыми кулачками 16, обеспечивающими вертикальное перемещение планшайбы 17.
Валы червячных колес механизмов центрирования соединены с эксцентриками 18, опирающимися на жесткие опоры 19, к которым планшайба поджата пружиной растяжения 20. К механизмам нивелирования планшайба поджата с помощью трех пружин 21, расположенных по ее периферии под углом 120о. В центре планшайбы расположена сферическая опора 22, центр сферы которой Оз расположен над поверхностью планшайбы. Корпус шпиндельного узла закреплен на станине 23.
Шпиндельный узел работает следующим образом. Шпиндель своими опорами устанавливают на конические поверхности опор корпуса, деформируют в осевом направлении упругую муфту 13, так что во время эксплуатации будет постоянно прижимать шпиндель к опорам корпуса. Включают электропривод и вращают шпиндель, который при вращении засасывает из резервуара через трубопровод 5 смазку, которая, проходя через радиальные канавки шпинделя 3 и 4, вымывает продукты изнашивания, которые выпадают в осадок в резервуаре 6.
При выполнении одной из деталей шпиндельного узла из материала повышенной твердости шпиндельный узел собирают, причем берут сопряженные детали (одна из которых выполняет функцию притира) одинаковой высокой твердости и вращают до наступления на сопряженных конических поверхностях сплошной полосы задранного контакта. Затем одну из деталей (бывшую притиром) удаляют и заменяют на аналогичную пониженной твердости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельный узел | 1986 |
|
SU1337227A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ (ВАРИАНТЫ) | 2014 |
|
RU2556157C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| Станок для обработки торцовых поверхностей | 1977 |
|
SU738772A1 |
| Шпиндельный узел | 1981 |
|
SU952550A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ | 2015 |
|
RU2621524C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1995 |
|
RU2106951C1 |
| Автомат для изготовления седлообразных катушек | 1977 |
|
SU736190A1 |
| Шпиндельный узел | 1980 |
|
SU917930A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |


Использование: изобретение относится к машиностроению. Сущность изобретения: шпиндель 1 с коническими опорами скольжения установлен на конические опоры корпуса 2, на поверхности опор шпинделя выполнены радиальные канавки 3 для смазки, причем на верхней опоре канавки выполнены сквозными, а на нижней - замкнутыми и к ним подведен трубопровод смазки, шпиндель 1 соединен с напряженной в осевом направлении упругой муфтой 13. Одна из конических опор шпинделя выполнена V -образной, а конические опоры выполнены с противоположным направлением конусности. Шпиндельный узел снабжен стаканом с фланцем, на котором размещены механизмы центрирования 15 и нивелирования 14, причем центр тяжести упомянутых механизмов смещен вниз для устойчивости. В стакане размещена сферическая опора, на плоской поверхности которой размещена планшайба. В конических опорах узла одна из частей выполнена из материала повышенной твердости, которую обрабатывают притиром той же твердости. 2 с.и. 4 з.п. ф-лы, 5 ил.
ШПИНДЕЛЬНЫЙ УЗЕЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Подшипники с газовой смазкой | |||
| Под ред | |||
| Грэссема Н.С | |||
| и Пауэлла Дж.У., М.: Мир, 1966, с.255-256, 260-261. | |||
