Изобретение относится к машиностроению и может быть использовано при обработке уплотнительных поверхностей трубопроводной арматуры.
Известны шлифовальные и притирочные станки, обладающие высокой жесткостью, точностью и производительностью [1] . Однако это оборудование не может быть применено для обработки уплотнений корпусных деталей трубопроводной арматуры из-за плохой доступности в зону расположения уплотнительных поверхностей.
Известно устройство для шлифобдирки и притирки уплотнительных поверхностей [2], содержащее электропровод с редуктором, приводную цепь, размещенную в коробе, посредством которой вращается планшайба с размещенными на ней обрабатывающими инструментами, имеющими возможность свободного независимого вращения вокруг своих осей.
Недостаток устройства [2] заключается в том, что подача инструмента осуществляется за счет прижима планшайбы с инструментами к обрабатывающей поверхности в направлении наименьшей жесткости устройства, что приводит к неравномерному съему материала по периметру уплотнительной поверхности и, как следствие, к невыполнению заданного угла между клиновыми уплотнительными поверхностями. Несоответствие угла между уплотнительными поверхностями клина и корпуса задвижки приводит к образованию щели между уплотнительными поверхностями при запирании задвижки и появлению утечек среды, обусловленных нарушением угловых параметров. Следующий недостаток заключается в том, что принудительное вращение планшайбы, а не обрабатывающих инструментов не обеспечивает необходимой производительности обработки, так как по существу происходит не резание, а обдирка обрабатываемой поверхности, что не исключает возможности образования на обрабатываемой поверхности глубоких рисок от попадания (заволакивания) свободных зерен абразива в зону резания.
Технической задачей изобретения является повышение точности, качества и производительности обработки уплотнений трубопроводной арматуры путем оптимизации методов обработки и рационального, с учетом конструктивных особенностей, приложения усилия резания и подачи.
Техническая задача достигается тем, что установка снабжена клиновой плитой для крепления трубопроводной арматуры и приводом принудительного вращения валов с инструментами, связанными со шпинделем, шарнирно связанным с планшайбой, установленной с возможностью свободного вращения относительно подпружиненного шпинделя.
Клиновая плита, на которую установлен корпус трубопроводной арматуры, обеспечивает предварительно горизонтальное расположение обрабатываемой уплотнительной поверхности, что позволяет при подпружиненном шпинделе обеспечить равномерные усилия на расположенных по окружности валах с обрабатывающими инструментами равные усилия прижима к обрабатываемой поверхности, а следовательно, и ровный съем материала с поверхности уплотнения.
Обеспечение принудительного вращения валов с инструментами позволило наиболее рационально осуществить обработку резанием за счет переменной частоты вращения планшайбы, которая будет зависеть от исходной величины отклонений расположения, формы, волнистости и усилия прижима (подачи) к обрабатываемой поверхности, трения в опорах с инструментами. Причем вращение планшайбы осуществляется только за счет тангенциальных усилий резания. При больших отклонениях расположения, формы и волнистости планшайба вращается равномерно из-за неравномерного по толщине съема материала. При снятии части материала уплотнительной поверхности и снижения отклонений геометрических параметров (расположение, форма, волнистость) планшайба начинает вращаться равномерно, что является критерием окончания обработки.
Таким образом, вредное в технике явление - трение в опорах и неравномерное вращение обрабатывающих инструментов (обычно приводящих к вибрациям и неравномерному съему материала) используется в установке как плавающая результирующая нагрузка, обеспечивающая перераспределение осевого усилия подачи и тангенциального усилия вращения самой планшайбы. За счет такого перераспределения нагрузок в процессе обработки обеспечиваются оптимальные условия резания и повышается производительность.
Принудительное вращение обрабатывающих инструментов с одной стороны повышает производительность обработки, а с другой - позволяет реализовать метод шлифования (в чистом виде), а не обдирку.
Шарнирное закрепление планшайбы на шпинделе не дает ей возможность самоустановки на обрабатываемой поверхности, и окончательная установка перпендикулярного расположения шпинделя относительно обрабатываемой поверхности осуществлена с помощью угла регулирования углового положения шпинделя и трубопроводной арматуры.
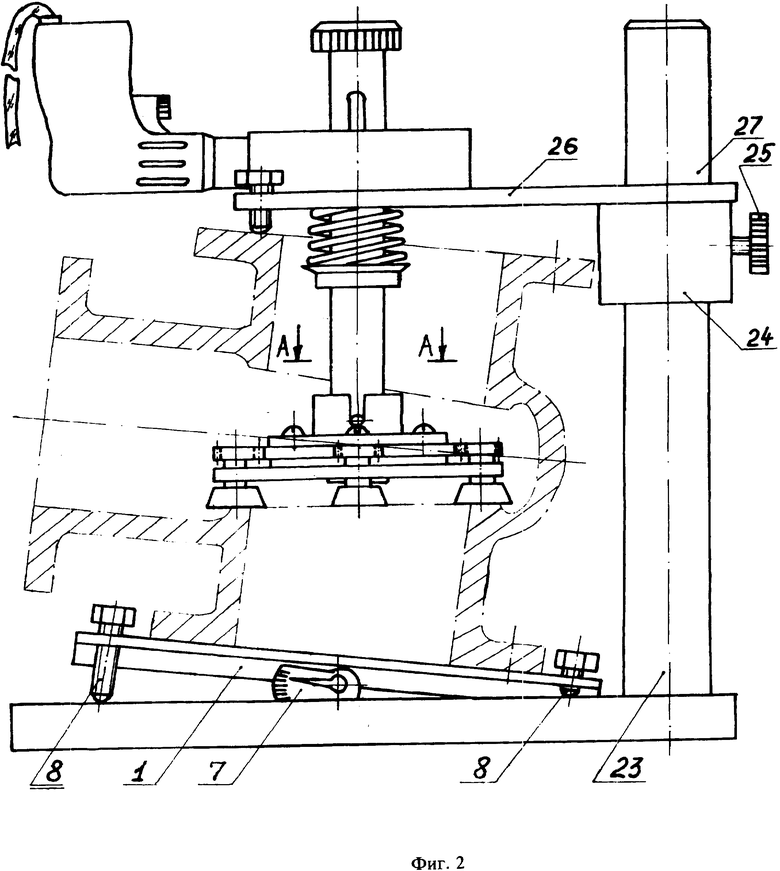
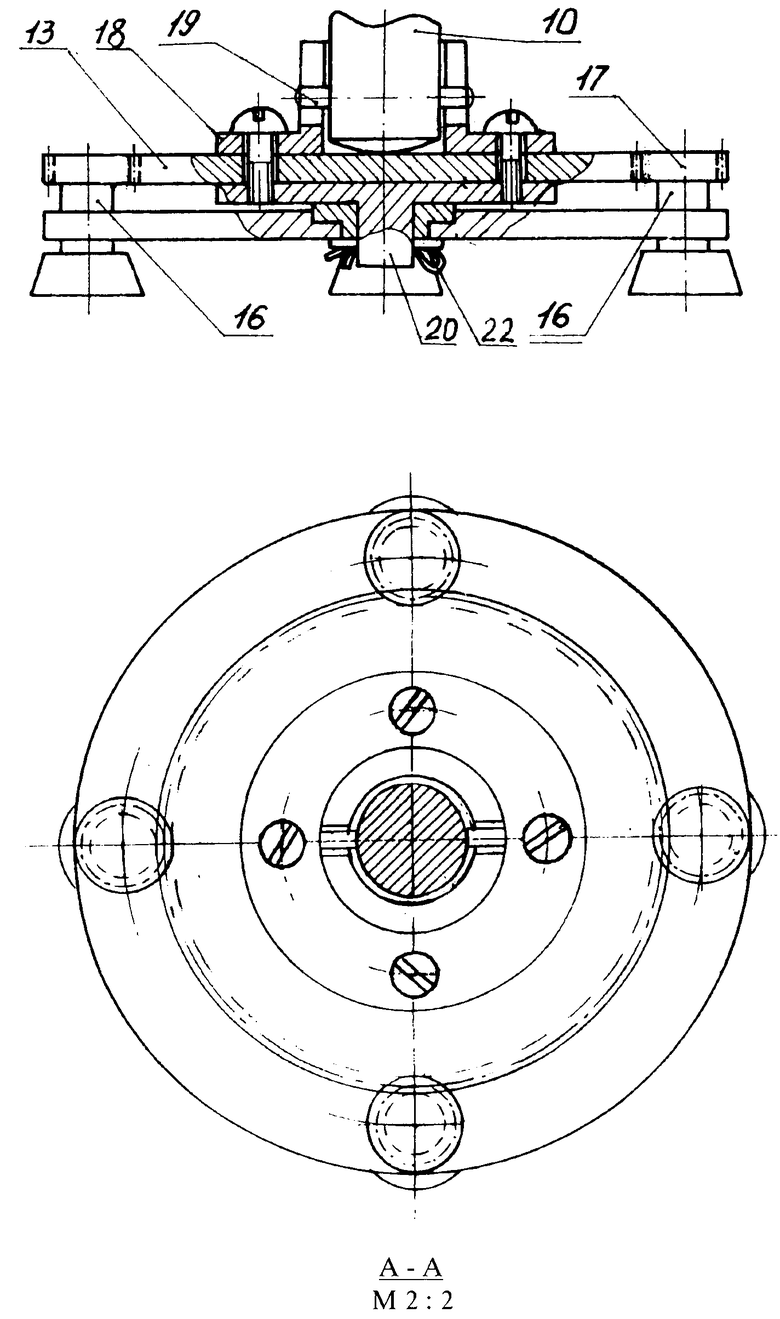
На фиг. 1 показан общий вид установки для обработки уплотнений трубопроводной арматуры с узлом регулирования углового положения платы; на фиг. 2 - общий вид установки для обработки уплотнений трубопроводной арматуры с узлом регулирования углового положения обрабатываемой трубопроводной арматуры; на фиг. 3 - планшайба с инструментами (сечение A-A- на фиг. 2).
Установка состоит из клиновой плиты 1, на которую устанавливают обрабатываемые детали трубопроводной арматуры 2 (например, корпус клиновой задвижки, как показано на фиг. 1). На верхний фланец магистрального патрубка установлена балка 3, которая закреплена болтами 4 с гайками 5.
В центре балки расположен узел регулирования углового положения шпинделя, выполненный из шарнирно закрепленной платы 6, на оси шарнира которой размещено отсчетное угломерное устройство 7. Установка необходимого угла наклона платы выполнена с помощью двух упорных винтов 8. На плате 6 закреплен червячный редуктор 9, через ось червячного колеса которого проходит шпиндель 10, имеющий возможность перемещения в осевом направлении в червячном колесе. Шпиндель прижат в осевом направлении к планшайбе 14 пружиной 11, усилие которой регулируется гайкой 12. Нижний торец шпинделя оканчивается полусферой, передающей осевое усилие пружины на зубчатое колесо 13, которое (усилие) передается через планшайбу 14, валы 16 и установленные на валах обрабатывающие инструменты (шлифовальные круги или притиры) 15 на обрабатываемую поверхность. Обрабатывающие инструменты 15 получают принудительное вращение от шпинделя через зубчатое колесо 13 и зубчатые колеса 17, установленные на всех валах 16 с инструментами.
Крутящий момент передается от шпинделя колесу 13 (фиг. 3) через стакан с пазом 18, закрепленный винтами на верхнем торце колеса и палец 19. На нижнем торце зубчатого колеса 13 жестко закреплен полувал 20, проходящий через подшипник скольжения 21, зафиксированный в этом положении шплинтом 22.
В установке фиг. 2 клиновая плита заменена на узел регулирования углового положения трубопроводной арматуры с плитой 1, на шарнире которой размещено отсчетное угломерное устройство 7. Плита фиксируется в необходимом угловом положении винтами 8. Справа на плите 1 жестко закреплена вертикальная стойка 23, на которой перемещается втулка 24, закрепляемая на необходимой высоте 25. На торце втулки винтами 27 горизонтально установлена балка 26, на которой расположены приводные механизмы.
Установка работает следующим образом. Обрабатываемое изделие 2 размещают на клиновую плиту 1 фиг. 1. Закрепляют на верхнем магистральном патрубке поперечную балку 3 болтами 4 с гайками 5, затем винтами 8 устанавливают плату с редуктором параллельно обрабатываемой плоскости уплотнения так, чтобы шпиндель 10 установки был направлен в центр обрабатываемого уплотнения.
Обрабатываемое изделие 2 при снятой втулке 24 с балкой 26 (фиг. 2) устанавливают на плиту 1 узла регулирования углового положения и упорами 8 добиваются горизонтального расположения уплотнения арматуры, затем надевают на стойку 23 втулку 24 с балкой 26 и зажимают на необходимой высоте винтом 25. Затем перемещают редуктор с электроприводом по горизонтальной балке 26 так, чтобы сферический конец шпинделя проходил через центр обрабатываемого уплотнения, и закрепляют редуктор в этом положении винтами (не показано). После выставки (на обоих установках фиг. 1 и 2) поднимают шпиндель 10, при этом деформируют (сжимают) пружину 11. Через патрубок арматуры устанавливают на уплотнение планшайбу с инструментами и опускают шпиндель. Прокручивают шпиндель 10 от привода и обрабатывают уплотнение до установки плавного и равномерного вращения планшайбы, при этом вся поверхность должна быть обработана. Затем заменяют планшайбу со шлифовальными кругами на планшайбу с чугунными притирами, смазывают обрабатываемую поверхность притирочной пастой (пастами) и притирают.
Затем привод выключают, изделие переворачивают и обрабатывают второе уплотнение в той же последовательности.
Технико-экономический эффект заключается в повышении точности и производительности обработки. Отклонение формы уменьшается в два раза, волнистость - в 11 раз, производительность повышается на 40%, шероховатость поверхности уменьшается до 1,0 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛАПАН ЗАПОРНЫЙ СИЛЬФОННЫЙ | 1994 |
|
RU2103578C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2015 |
|
RU2615100C1 |
| МНОГОДИСКОВАЯ ШЛИФОВАЛЬНАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 2015 |
|
RU2604087C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| Стенд для испытания фланцевой арматуры на долговечность | 1977 |
|
SU646209A1 |
| СТАНОК ПЕРЕНОСНОЙ ДЛЯ ПРИТИРКИ СЕДЛОВЫХ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ В КОРПУСЕ ЗАДВИЖКИ | 2014 |
|
RU2553752C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2028870C1 |
| ТОКАРНЫЙ СТАНОК | 2003 |
|
RU2261156C2 |
| Устройство для установочных перемещений | 1985 |
|
SU1296372A1 |
Использование: в машиностроении при обработке уплотнительных поверхностей трубопроводной арматуры. Сущность: установка содержит поперечную балку, привод с редуктором принудительного вращения валов с инструментами, расположенных на вращающейся планшайбе, и узел регулирования углового положения шпинделя и трубопроводной арматуры. Последняя крепится на клиновой плите, связанной с узлом регулирования углового положения. Возможен вариант, когда с узлом регулирования углового положения связана смонтированная на поперечной балке плата, несущая редуктор с подпружиненным шпинделем. 2 з.п.ф-лы, 3 ил.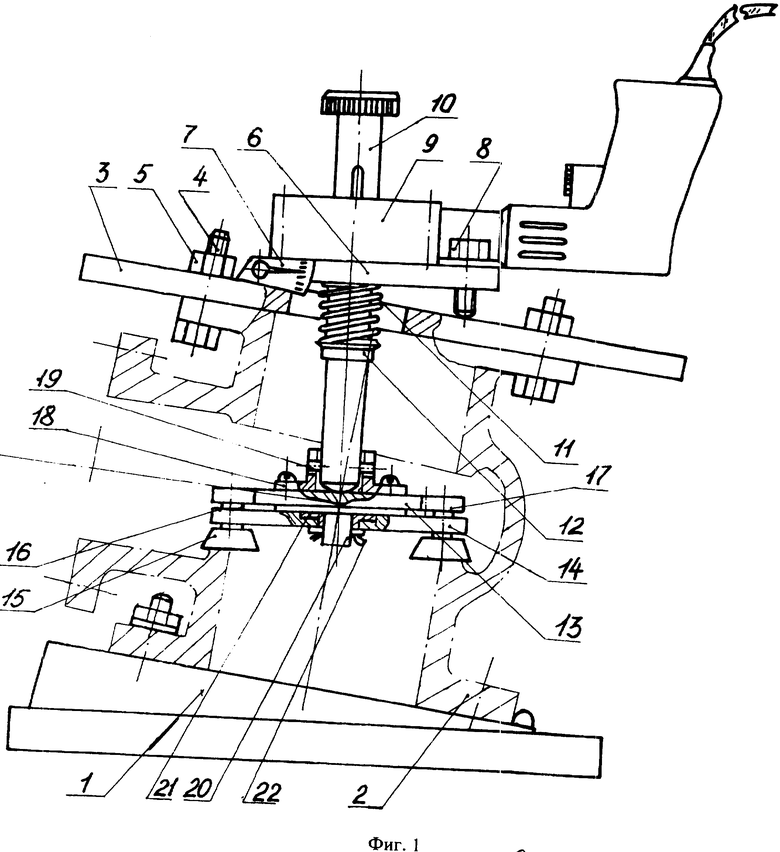
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Корсакова В.С | |||
| Основы технологии машиностроения.-М.: Машиностроение, 1977, с.125-135 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| GB, патент, 1522888, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
