Изобретение относится к плазменно-дуговой горелке, в частности к электроду для использования в плазменно-дуговой горелке.
Известен электрод, содержащий вытянутый трубчатый элемент, состоящий из металла с высокой теплопроводностью, например меди или ее сплавов. Передний или разрядный конец трубчатого электрода включает нижнюю торцовую стенку, имеющую эмиссионную вставку, заделанную внутри нее, которая поддерживает дугу, между держателем и вставкой установлена втулка. Вставка состоит из материала, который имеет относительно низкую работу выхода, что позволяет осуществлять термоионную эмиссию с поверхности металла при заданной температуре. В связи с низкой работой выхода вставка может легко эмитировать электроны, когда к ней приложен электрический потенциал. Обычно в качестве вставки используются гафний, цирконий и вольфрам.
Целью изобретения является получение электрода, который предназначен для использования в плазменно-дуговой горелке и может обеспечить более удлиненный срок службы, когда горелка используется в окисляющей атмосфере.
Это достигается тем, что втулка имеет радиальную толщину по крайней мере порядка 0,25 мм на переднем конце держателя и состоит из металлического материала, имеющего работу выхода, которая больше, чем работа выхода материала эмиссионной вставки.
Эмиссионная вставка имеет внешнюю торцовую поверхность, которая лежит в плоскости внешней передней поверхности держателя, и втулка имеет внешнюю круговую поверхность, которая лежит в плоскости передней поверхности держателя и окружает торцовую поверхность вставки. Диаметр внешней круговой поверхности втулки по меньшей мере в два раза больше самого длинного размера внешней торцевой поверхности эмиссионной вставки.
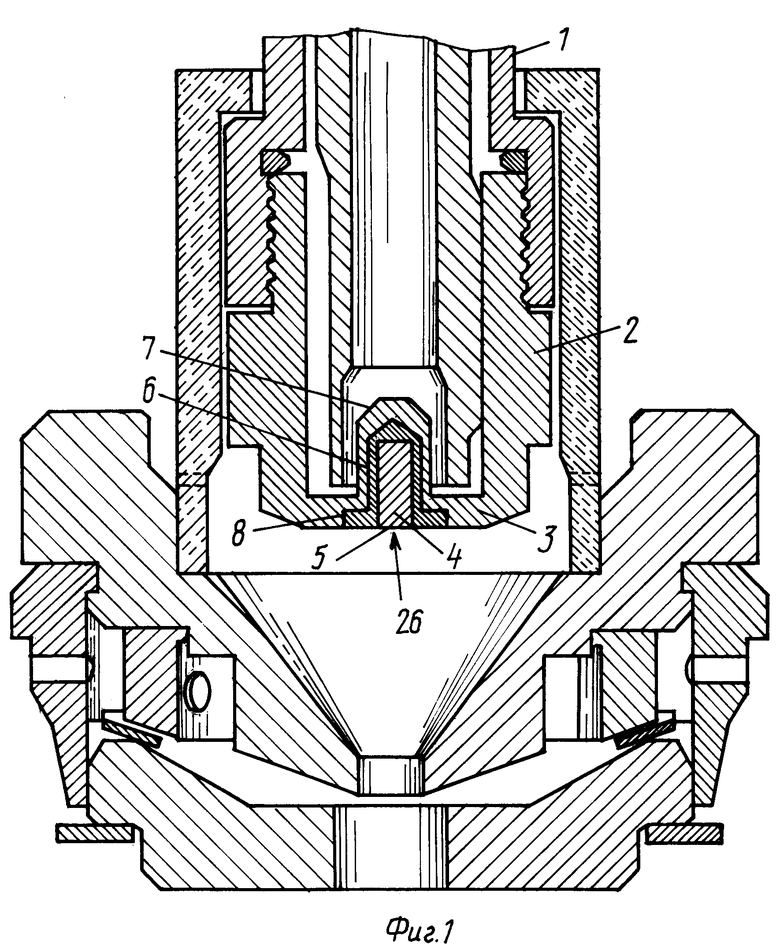
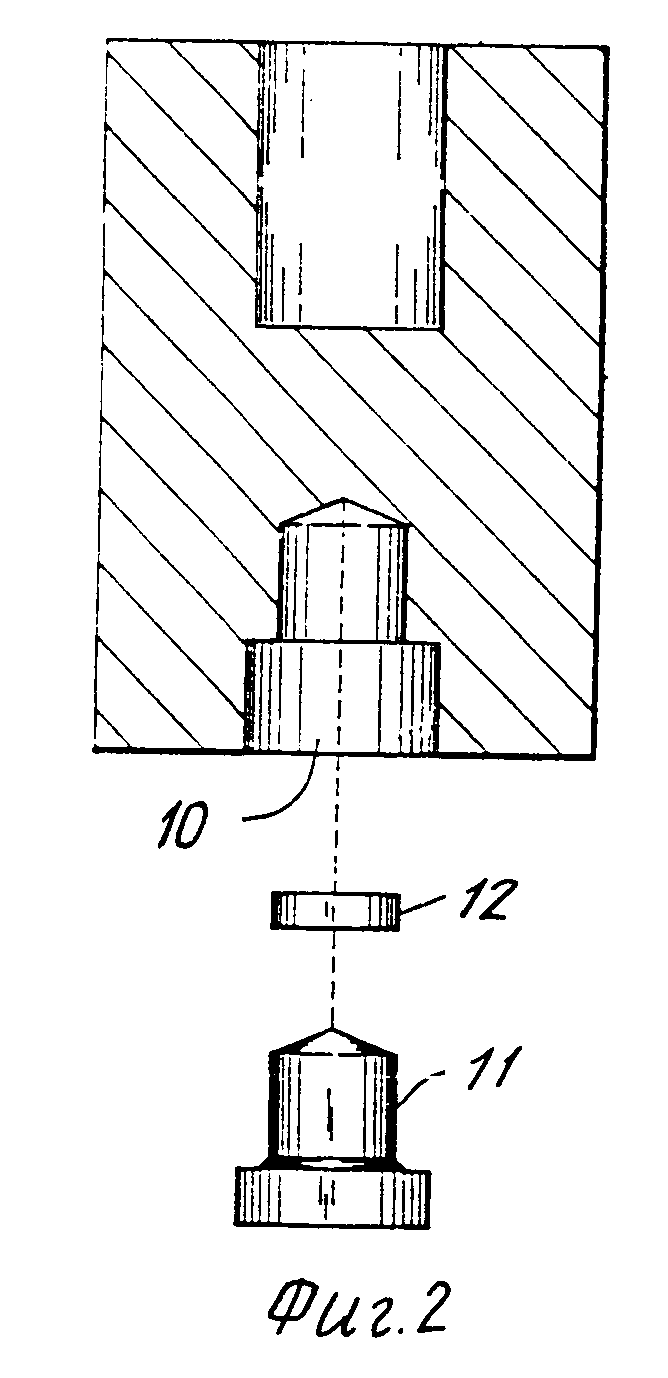
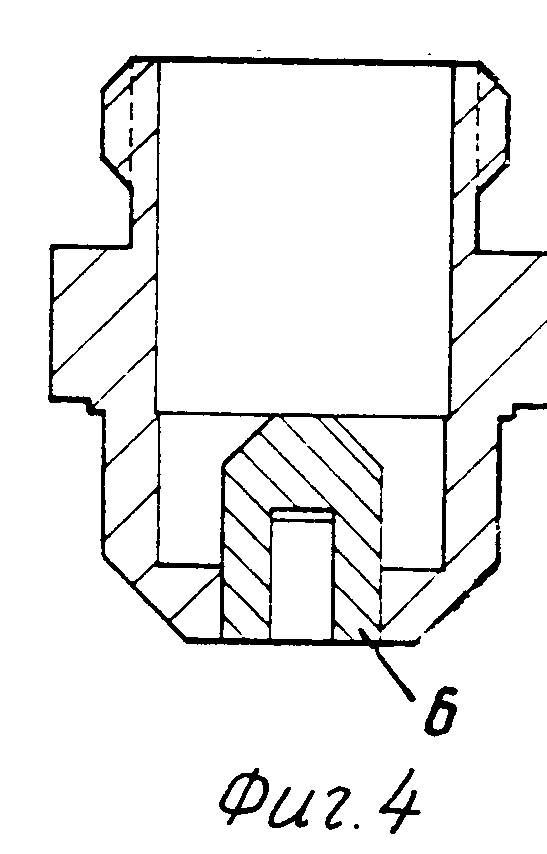
На фиг.1 представлена плазменно-дуговая горелка с предложенной конструкцией электрода; на фиг. 2 - способ изготовления держателя электрода; на фиг.3 - электрод, в котором втулка имеет форму усеченного конуса; на фиг.4 - электрод, у которого втулка непосредственно контактирует с охлаждающей водой; на фиг. 5 - вытянутый электрод; на фиг.6 - вытянутый электрод с втулкой, имеющей форму усеченного конуса.
Электрод состоит из верхнего трубчатого элемента 1 и нижнего, чашеобразного держателя 2. Верхний трубчатый элемент имеет вытянутую открытую трубчатую конструкцию и определяет продольную ось горелки. На нижней торцовой части трубчатого элемента выполнена внутренняя резьба. Задний конец держателя имеет внешнюю резьбу и при помощи резьбового соединения соединяется с нижней торцовой частью верхнего трубчатого элемента.
Держатель 2 открыт на своем заднем конце таким образом, что он имеет чашеобразную конфигурацию и внутреннюю полость 3. В держателе установлена цилиндрическая эмиссионная вставка 4, которая располагается коаксиально вдоль продольной оси и имеет круглую внешнюю торцовую поверхность 5, лежащую в плоскости передней поверхности держателя 2. Эмиссионная вставка 4 выполнена из металлического материала, который имеет относительно низкую работу выхода, в диапазоне от 2,7 до 4,2 эВ, таким образом, что она легко эмитирует электроны при приложении к ней электрического потенциала. В качестве таких материалов используют гафний, цирконий, вольфрам и их сплавы.
Втулка 6 располагается коаксиально с эмиссионной вставкой 4, причем втулка имеет периферическую стенку и замкнутую донную стенку 7, которые металлургически связаны со стенками полости. Далее втулка 6 включает круговой фланец 8, расположенный в расточенной внешней торцовой части полости таким образом, что она образует внешнюю круговую поверхность, которая лежит в плоскости передней поверхности держателя 2. Эта втулка имеет радиальную толщину по крайней мере порядка 0,25 мм у передней поверхности и по всей ее длине и внешний диаметр этой круговой поверхности у передней поверхности равен по крайней мере двойному диаметру эмиссионной вставки 4. Вставка обычно имеет диаметр порядка 20, 32 мм и аксиальную длину, порядка 4,064 мм, а круговой фланец 8 втулки 6 обычно имеет внешний диаметр порядка 6,4516 мм. Внешний диаметр остающейся части втулки обычно равен 3,9878 мм.
Эта втулка состоит из металлического материала, имеющего работу выхода, которая больше, чем работа выхода материала держателя, а также больше, чем работа выхода материала эмиссионной вставки. В этом смысле является предпочтительным, чтобы втулка состояла из металлического материала, имеющего работу выхода, по крайней мере, равную порядка 4,3 эВ.
В таблице приведены свойства металлов.
После достаточного охлаждения электрода серебро при много более низкой температуре будет иметь высокую теплопроводность. Так как окисление и эмиссия электронов увеличиваются при высокой температуре, то пониженная точка плавления и более низкая работа выхода серебра становятся менее значительными.
При изготовлении неэмиссионной втулки также пригодны сплавы, в которых по крайней мере 50% состава содержит один или более перечисленных металлов. Далее эта втулка может состоять из сплава, содержащего медь и второго металла, который выбирается из перечисленных металлов и их сплавов.
Предлагаемый электрод имеет цилиндрическую заготовку 9 из меди или медного сплава. На передней поверхности затем формируют, расточенную полость 10, например сверлением.
Затем формируют вторую заготовку 11, которая, например, может состоять из меди и имеет такую конфигурацию и размеры, чтобы она входила в полость 10. Форма серебряной заготовки 11 может быть получена при помощи машинной обработки, но более предпочтительно формировать заготовку 11 при помощи процесса холодной высадки аналогичного процессу, обычно используемому при изготовлении гвоздей.
Затем серебряная заготовка 11 вводится в полость 10 путем введения сначала диска 12, изготовленного из твердого серебряного припоя, в полость. Материал припоя содержит сплав, состоящий из 71% серебра, 0,5% никеля и остальное медь. Кроме того, может быть добавлено небольшое количество флюса таким образом, чтобы удалить окислы с поверхности меди. После того, как в полость введен диск 12, вводится серебряная заготовка 11, а затем эта сборка подогревается до температуры, достаточной только для плавления материала припоя, который имеет относительно низкую температуру плавления по сравнению с другими компонентами. Во время процесса подогрева серебряная заготовка вдавливается в полость 10, что заставляет расплавленный материал припоя протекать вверх и полностью покрывать всю поверхность раздела между серебряной заготовкой 11 и полостью. При охлаждении припой обеспечивает получение относительно тонкого покрытия, которое служит для связи заготовки 11 с полостью, причем покрытие имеет толщину порядка 0,0254-0,127 мм.
Для завершения изготовления держателя 2, серебряная заготовка 11 просверливается по оси, и в полученное отверстие вводится цилиндрическая эмиссионная вставка 4. Передняя поверхность сборки затем обрабатывается при помощи машинной обработки для обеспечения гладкой внешней поверхности.
На фиг.3 показан электродный держатель 2, в котором неэмиссионная втулка 6, которая окружает вставку 4, имеет внешнюю конфигурацию усеченного конуса.
На фиг. 4 держатель 2 имеет сквозное сверление в нижней стенке, а неэмиссионная втулка 6 проходит через сверление, и располагается таким образом, чтобы осуществлялся непосредственный контакт с охлаждающей водой внутри держателя.
На фиг.5 показан вытянутый твердый электрод, имеющий продольное сверление, проходящее по всей длине, причем вытянутая вставка 4 и окружающая неэмиссионная втулка 6 проходит по всей длине электрода.
Электрод на фиг.6 имеет аналогичную конструкцию, но содержит вставку 4 и втулку 6, которая имеет форму усеченного конуса на каждом конце.




Использование: в плазменно-дуговых горелках для сварки, резки, обработки поверхности, отжига и плавки металла. Сущность изобретения: между эмиссионной вставкой и держателем электрода устанавливают втулку, имеющую радиальную толщину со стороны рабочего торца не менее 0,25 мм. Втулка выполнена из материала с работой выхода больше, чем работа выхода материала эмиссионной вставки. Втулка может быть выполнена из серебра, золота, платины, родия, иридия, палладия, никеля и их сплавов, или из сплава, содержащего медь, и металлов, выбранных из группы: серебро, золото, платина, родий, иридий, палладий, никель и их сплавы. Эмиссионная вставка может выполняться из гафния, циркония, вольфрама и их сплавов. 4 з.п. ф-лы, 6 ил., 1 табл.
| АНТИОСТЕОПОРОЗНОЕ СРЕДСТВО | 2015 |
|
RU2582973C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
