ОБЛАСТЬ ТЕХНИКИ
Варианты воплощения настоящего изобретения касаются сборных электродов для дуговых плазменных горелок и, в частности, электродов, установленных в электрододержатели или в дуговую плазменную горелку с помощью резьбового соединения. Кроме того, некоторые варианты воплощения касаются сборных электродов, в которых образованы каналы для подачи охлаждающей среды к электроду.
УРОВЕНЬ ТЕХНИКИ
Дуговые плазменные горелки часто применяются в операциях металлообработки, включая резку, сварку, обработку поверхности, плавление и отжиг. Такие горелки включают электрод, поддерживающий дугу между электродом и обрабатываемой деталью в режиме дуги прямого действия. Для облегчения осуществления такой операции по электроду пропускают создающий дугу ток, который нагревает электрод до высоких значений температуры, что приводит к эрозии и сокращает срок службы электрода. Поэтому дугу обычно окружают вихревым потоком плазменного газа, а в некоторых конструкциях горелки плазменный газ и дугу окружают потоком вспомогательной текучей среды, например, газа или воды.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В вариантах воплощения настоящего изобретения, направленных на продление срока службы электрода и снижение производственных затрат, представлен электрод для дуговой плазменной горелки, обладающий улучшенной теплопередачей и изготовляемый с помощью нового способа сборки.
Один из представленных вариантов воплощения - это электрод для дуговой плазменной горелки, содержащий в целом цилиндрическую наружную стенку, торцевую стенку и выступ. Торцевая стенка соединена с дистальным торцом наружной стенки и служит опорой для эмитирующего элемента, который крепится в целом к центральной области торцевой стенки. Образованный в целом в центральной области торцевой стенки выступ имеет конфигурацию, позволяющую ему соединяться с электрододержателем с помощью разъемного соединения, при этом конфигурация выступа позволяет образовать, по меньшей мере, один канал для прохождения охлаждающей среды между выступом и электрододержателем, когда электрод вставлен в электрододержатель. В некоторых вариантах воплощения разъемное соединение может содержать резьбовое соединение, а выступ может содержать резьбу, предназначенную для разъемного соединения выступа с резьбовым патрубком охлаждения электрододержателя. В других вариантах воплощения, по меньшей мере, один канал для охлаждающей среды может быть образован резьбовым соединением.
Другой вариант воплощения настоящего изобретения представляет собой дуговую плазменную горелку, содержащую корпус горелки, форсунку, крепящуюся на одном торце корпуса горелки, электрод и электрододержатель. Электрододержатель крепится к корпусу горелки и имеет конфигурацию, позволяющую охлаждающей среде проходить внутрь электрододержателя. Электрод содержит торцевую стенку, к которой крепится эмитирующий элемент, а также выступ, образованный в целом в центральной части торцевой стенки. Электрододержатель соединяется с выступом разъемным соединением, при этом между выступом и электрододержателем образован, по меньшей мере, один канал для охлаждающей среды. Охлаждающая среда проходит через этот, по меньшей мере, один канал для охлаждающей среды и ударяется в торцевую стенку электрода. В некоторых вариантах воплощения изобретения разъемное соединение включает резьбовое соединение, а выступ может содержать резьбу для разъемного соединения с резьбовым патрубком охлаждения электрододержателя. В других вариантах воплощения этот, по меньшей мере, один канал для охлаждающей среды образован резьбовым соединением.
Другие варианты воплощения настоящего изобретения включают сборный электрод для дуговой плазменной горелки. Этот сборный электрод включает электрод и электрододержатель. Электрод содержит в целом цилиндрическую наружную стенку, торцевую стенку, соединенную с дистальным торцом наружной стенки, содержащую выступ в своей в целом центральной области, к которой крепится эмитирующий элемент. Электрододержатель соединяется с электродом разъемным соединением и содержит внутреннюю трубку для подачи охлаждающей среды к электроду и наружную трубку, окружающую внутреннюю трубку и предназначенную для отвода охлаждающей среды от электрода через зазор между внутренней и наружной трубками охлаждения. Конфигурация выступа электрода позволяет ему соединяться с внутренней трубкой охлаждения электрододержателя посредством разъемного соединения, в результате чего между выступом электрода и внутренней трубкой охлаждения образуется, по меньшей мере, один канал для охлаждающей среды, когда электрод соединен с электрододержателем. В некоторых вариантах воплощения изобретения разъемное соединение включает резьбовое соединение, а выступ может содержать резьбу для его разъемного соединения с резьбовым патрубком охлаждения электрододержателя. В других вариантах воплощения этот, по меньшей мере, один канал для охлаждающей среды образован резьбовым соединением.
Другой вариант воплощения настоящего изобретения представляет собой способ охлаждения электрода в дуговой плазменной горелке, включающий этапы подключения электрода к электрододержателю посредством разъемного соединения между ними. Электрод имеет торцевую стенку, к которой крепится эмитирующий элемент, а также выступ, образованный в целом в центральной части торцевой стенки, при этом конфигурация выступа позволяет ему соединяться с электрододержателем посредством разъемного соединения. Способ дополнительно включает подачу охлаждающей среды по патрубку охлаждения электрододержателя и, по меньшей мере, одному каналу охлаждения, образованному разъемным соединением, таким образом, что поток охлаждающей среды ударяется в торцевую стенку электрода.
КРАТКОЕ ОПИСАНИЕ НЕСКОЛЬКИХ ПРЕДСТАВЛЕННЫХ ВИДОВ ЧЕРТЕЖА (ЧЕРТЕЖЕЙ)
Представив таким образом общее описание сущности изобретения, следует обратиться к сопутствующим чертежам, не обязательно выполненным с соблюдением масштаба, где:
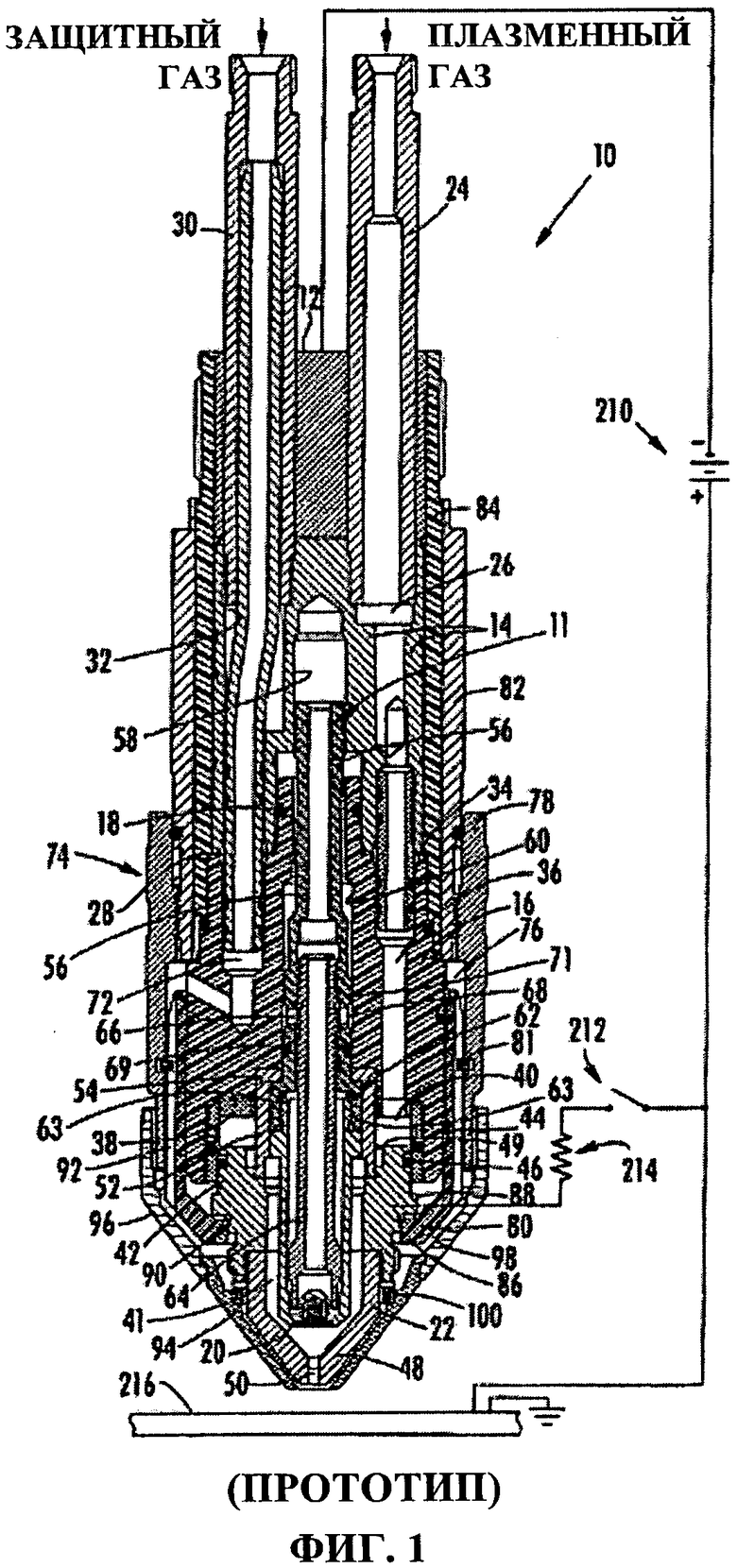
На Фиг.1 представлен в разрезе вид сбоку традиционной дуговой плазменной горелки в защитном газе, иллюстрирующий электродный узел, применяемый в прототипе;
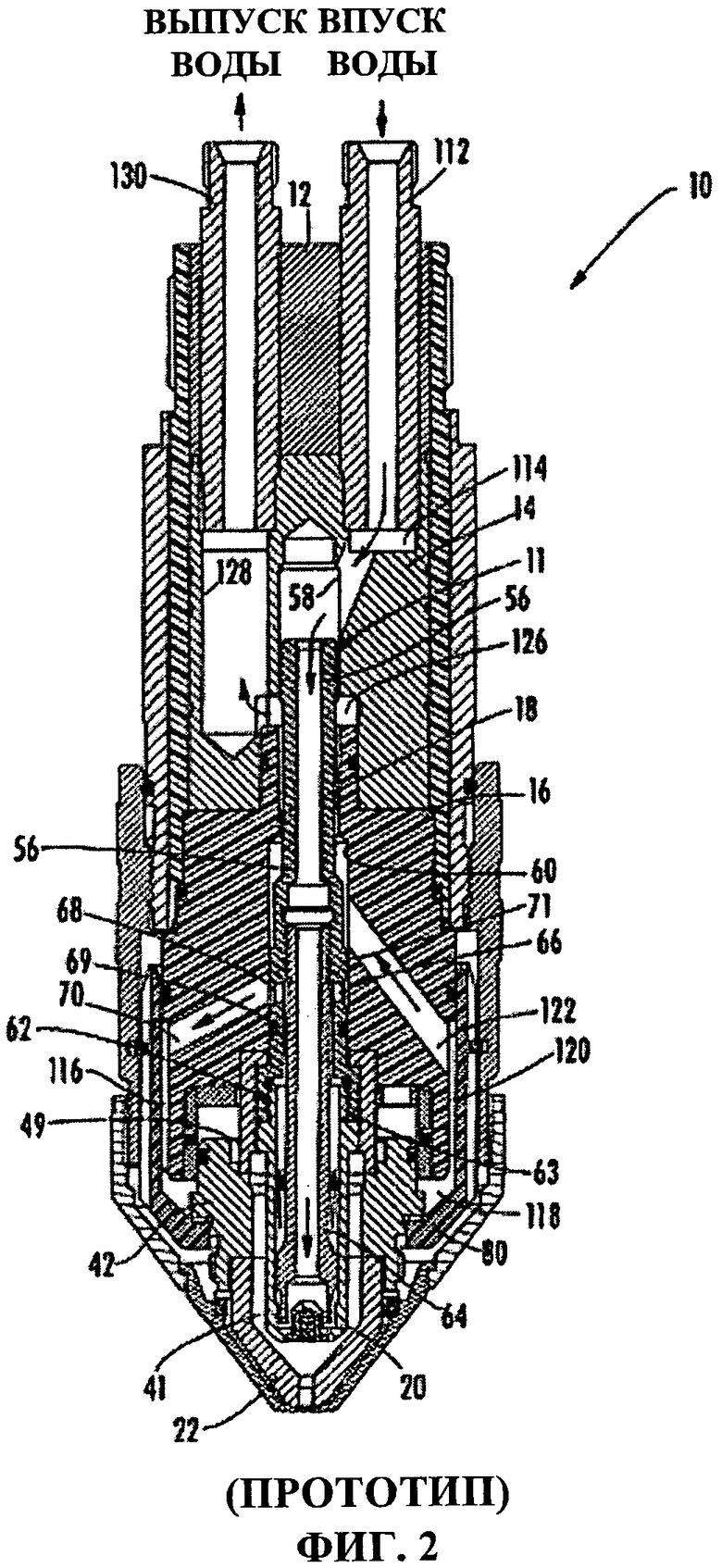
На Фиг.2 представлен вид сбоку этой горелки в разрезе, выполненном в плоскости, отличающейся от плоскости разреза по Фиг.1, и иллюстрирующий прохождение через нее охлаждающей среды;
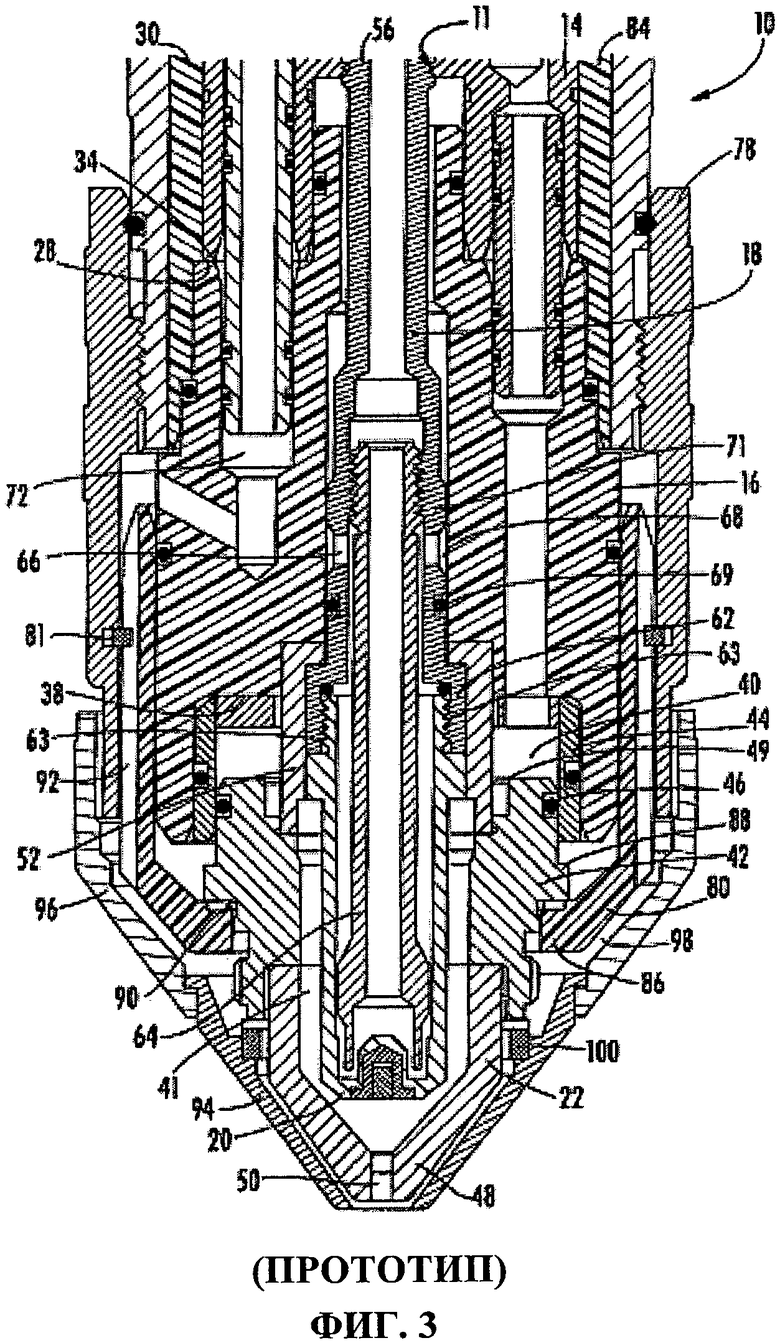
На Фиг.3 представлена в увеличенном виде и в разрезе нижняя часть горелки, показанной на Фиг.1, иллюстрирующая традиционный сборный электрод;
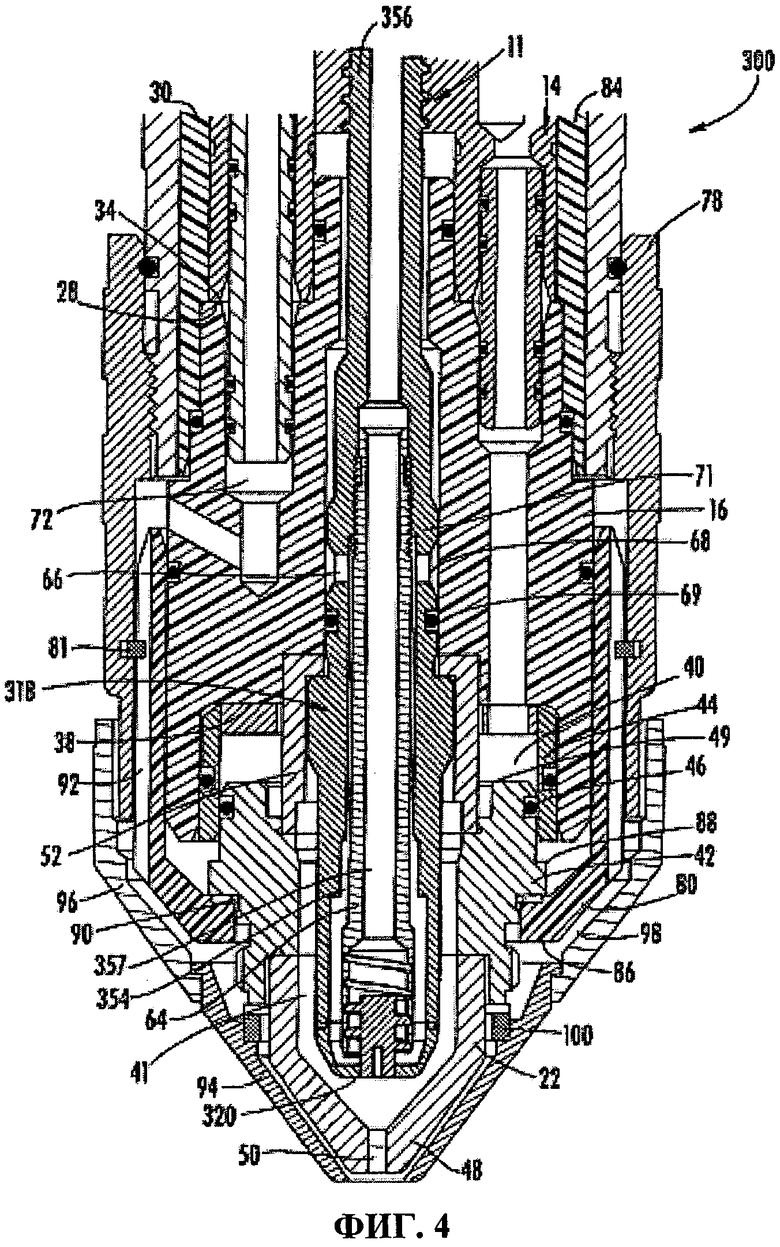
На Фиг.4 представлена в увеличенном виде и в разрезе нижняя часть плазменной дуговой горелки, иллюстрирующая один из вариантов воплощения сборного электрода в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
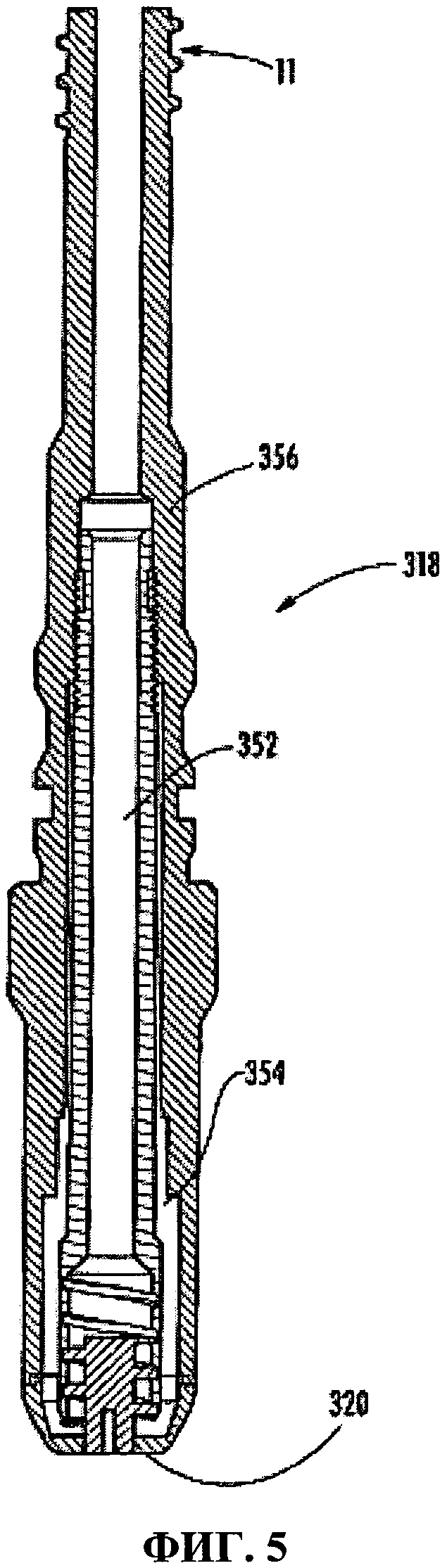
На Фиг.5 представлен вид в разрезе сборного электрода по Фиг.4 в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
На Фиг.6 представлена в увеличенном виде и в разрезе нижняя часть сборного электрода по Фиг.4 в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
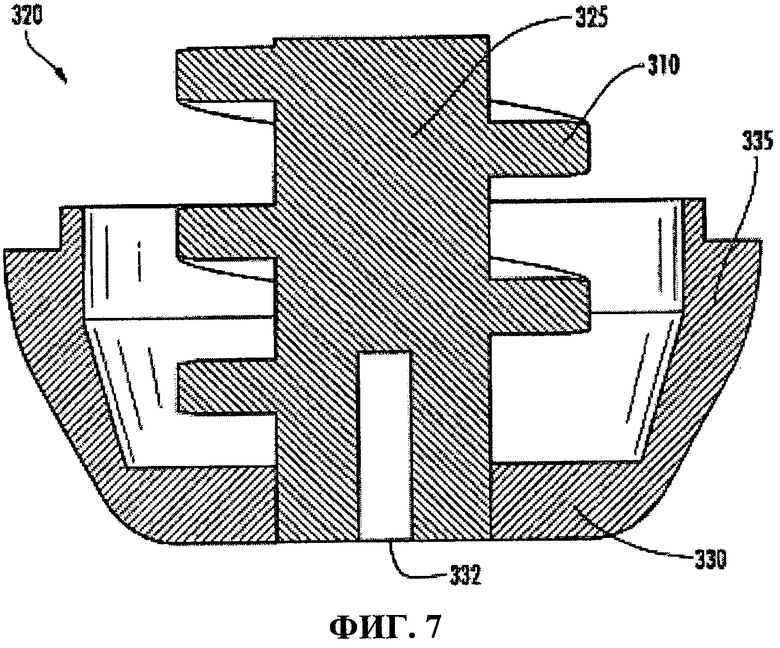
На Фиг.7 представлен в увеличенном виде и в разрезе электрод, являющийся деталью сборного электрода по Фиг.4 в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
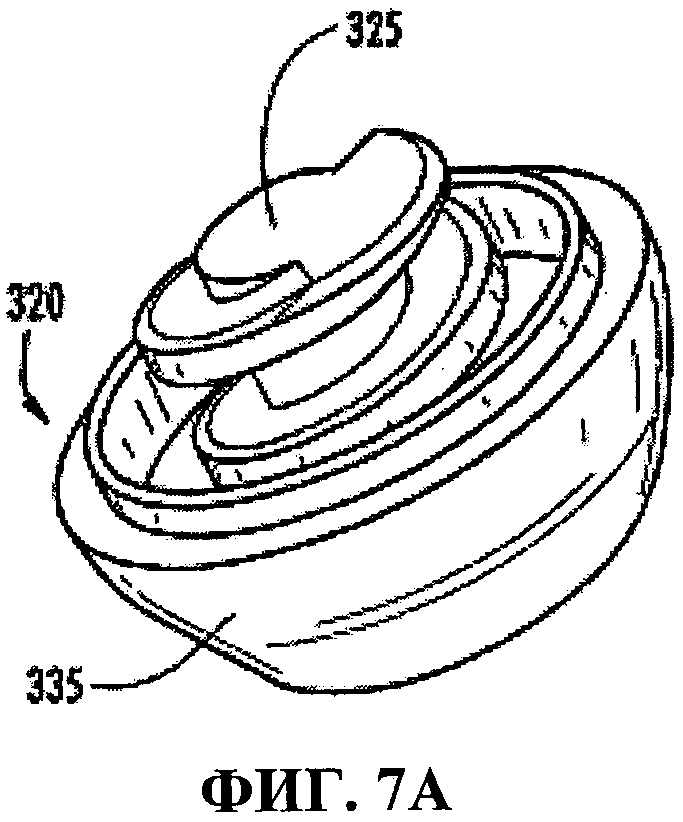
На Фиг.7А представлен вид в перспективе электрода по Фиг.7В соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
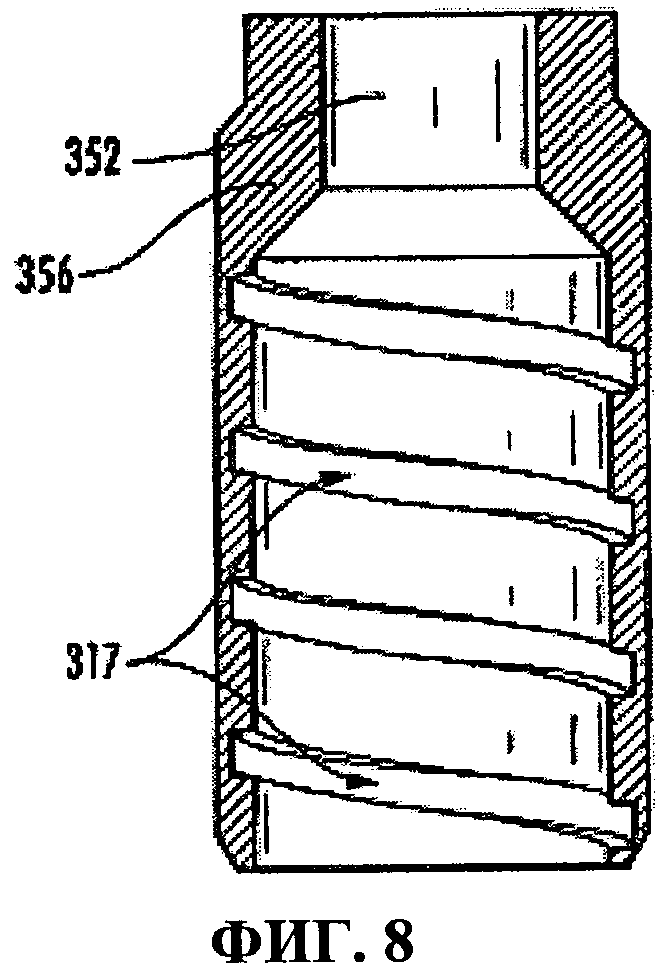
На Фиг.8 представлена в увеличенном виде и в разрезе нижняя часть электрододержателя сборного электрода по Фиг.4 в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
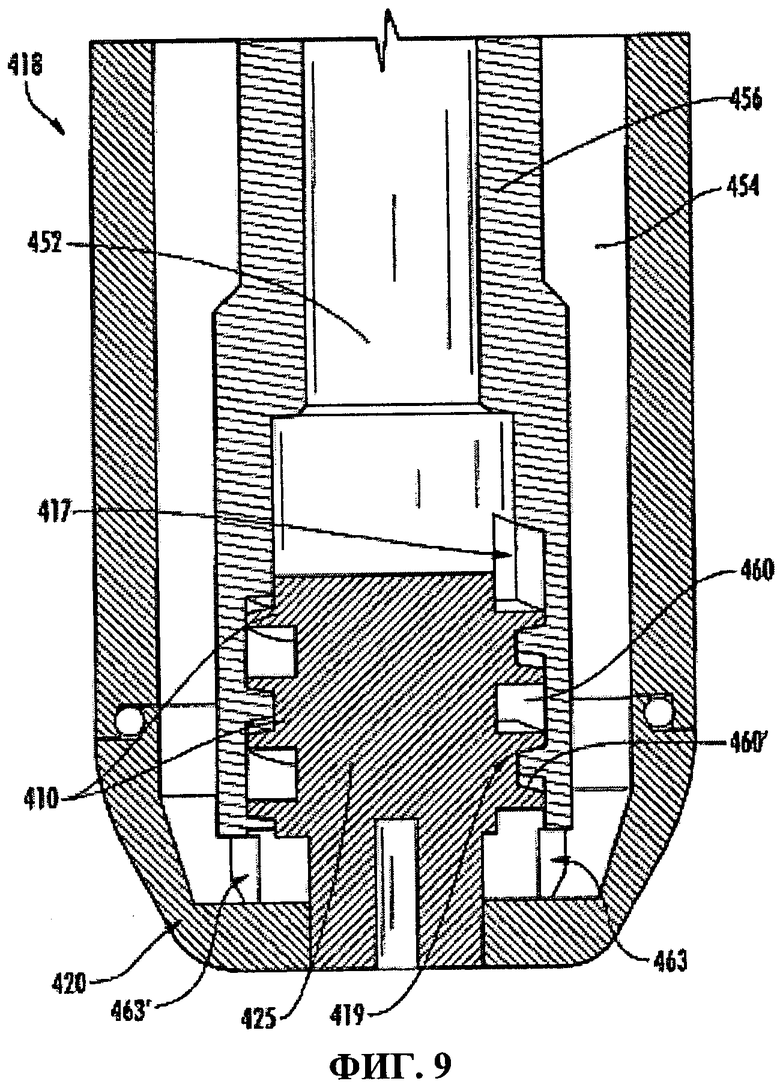
На Фиг.9 представлена в увеличенном виде и в разрезе нижняя часть другого иллюстрационного варианта воплощения сборного электрода в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
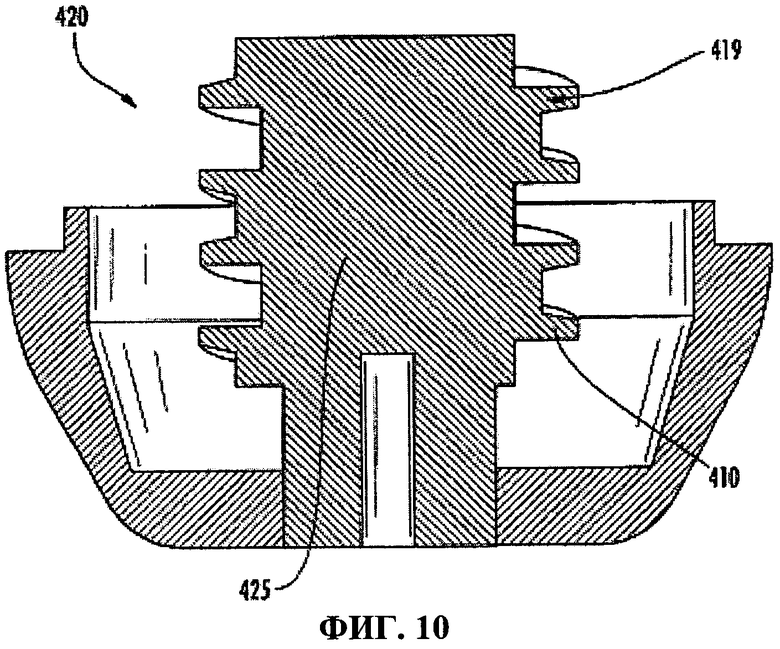
На Фиг.10 представлен в увеличенном виде и в разрезе электрод, являющийся деталью сборного электрода по Фиг.9, в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
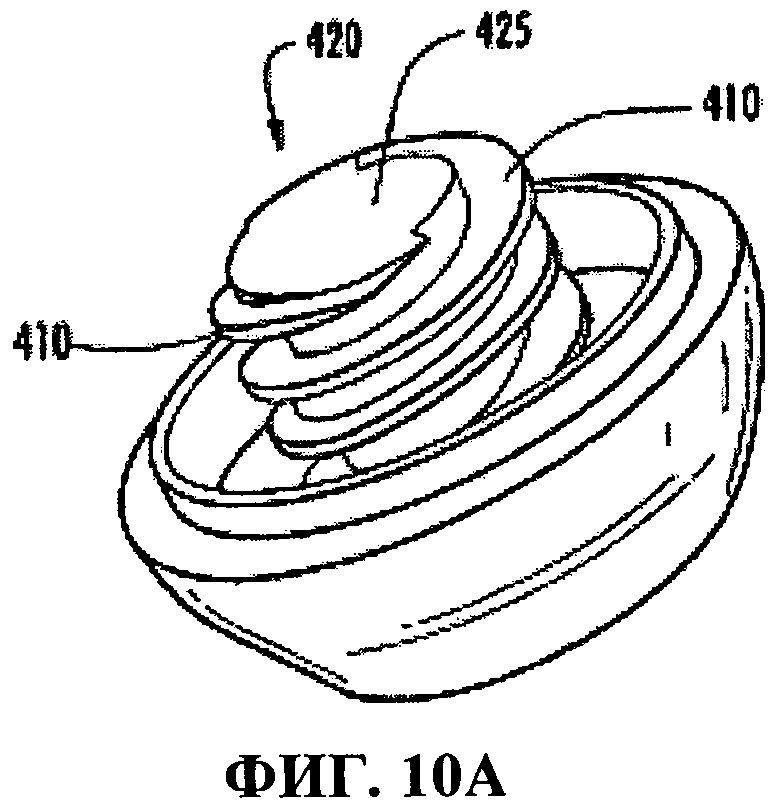
На Фиг.10А представлен вид в перспективе электрода по Фиг.10В соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
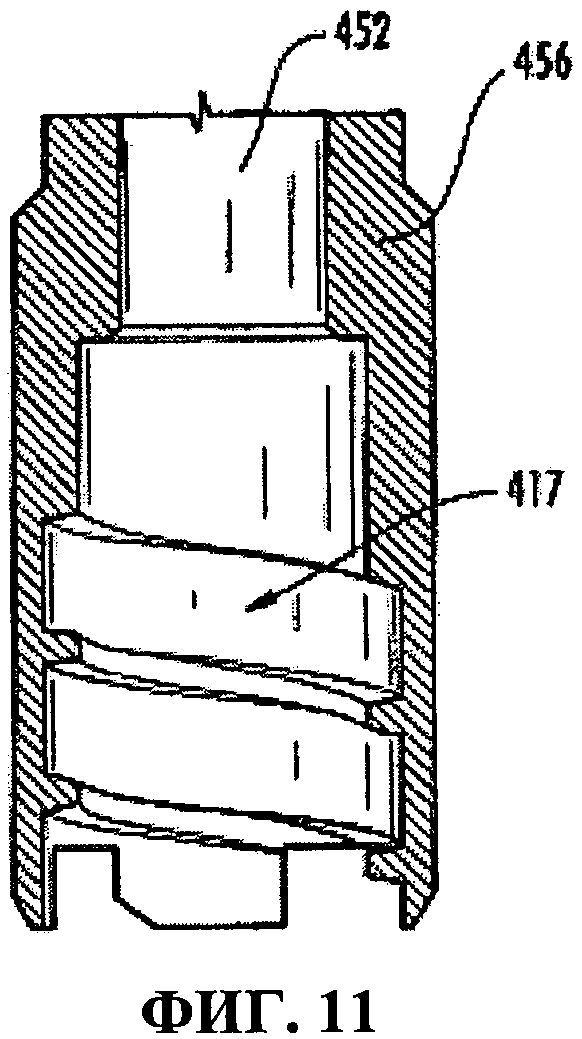
На Фиг.11 представлена в увеличенном виде и в разрезе нижняя часть электрододержателя сборного электрода по Фиг.9 в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
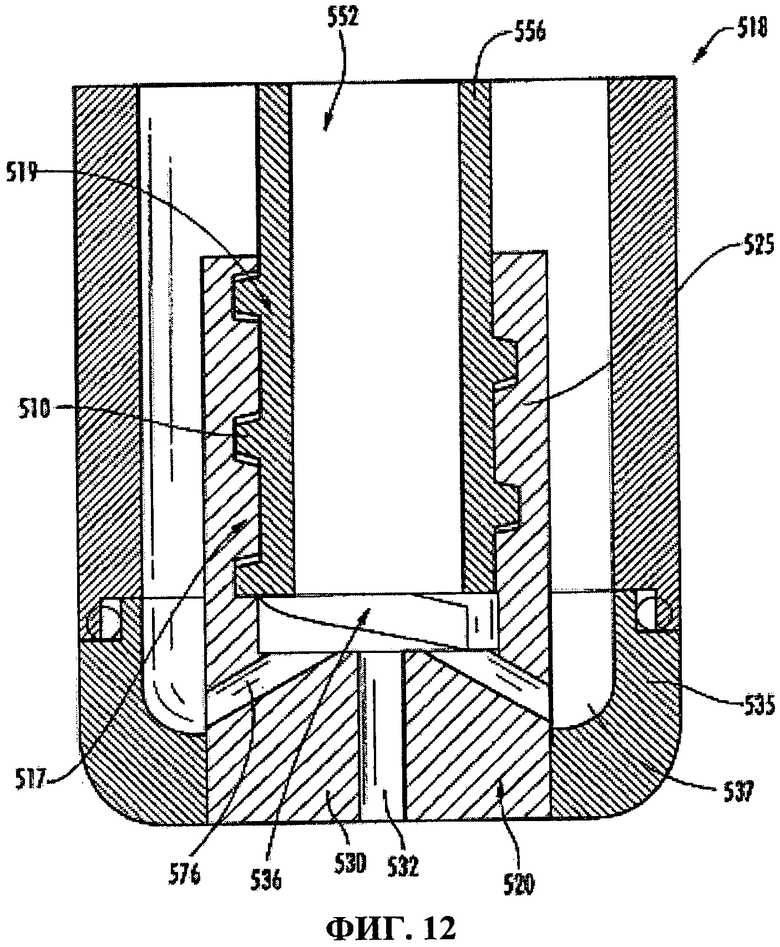
На Фиг.12 представлена в увеличенном виде и в разрезе нижняя часть другого варианта воплощения сборного электрода в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
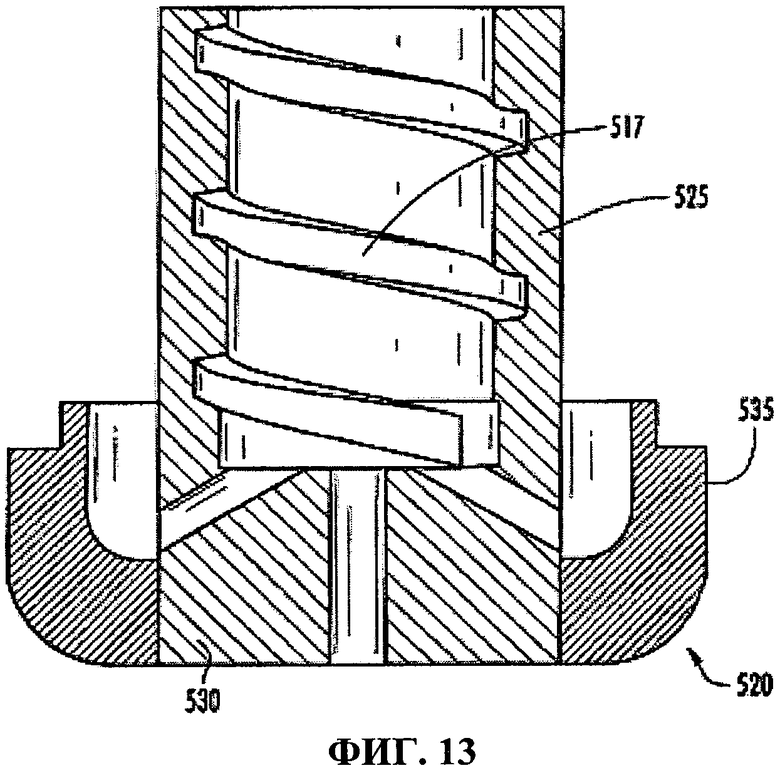
На Фиг.13 представлен в увеличенном виде и в разрезе электрод, являющийся деталью сборного электрода по Фиг.12, в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
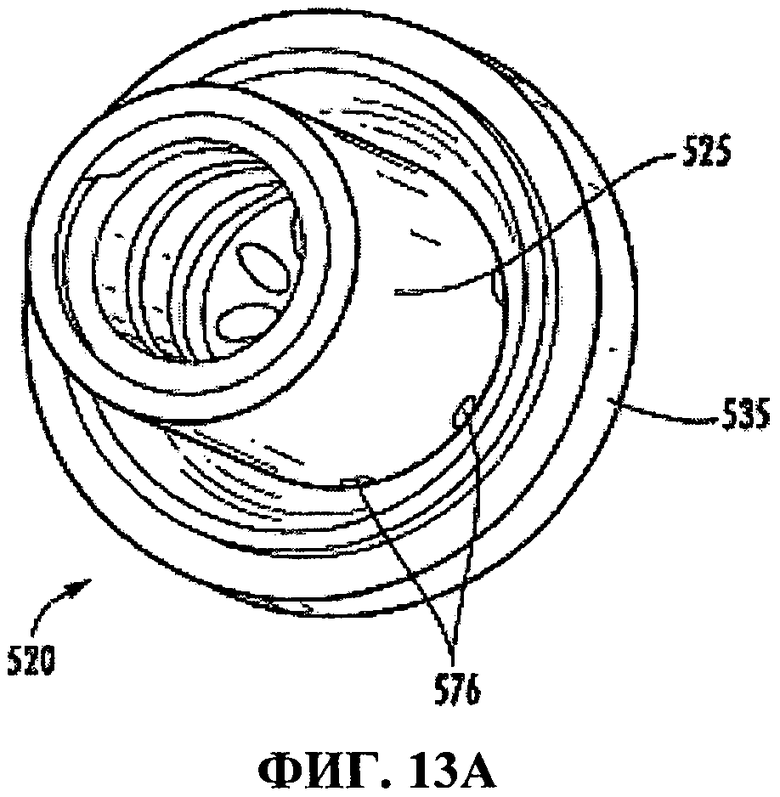
На Фиг.13А представлен вид в перспективе электрода по Фиг.13 в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
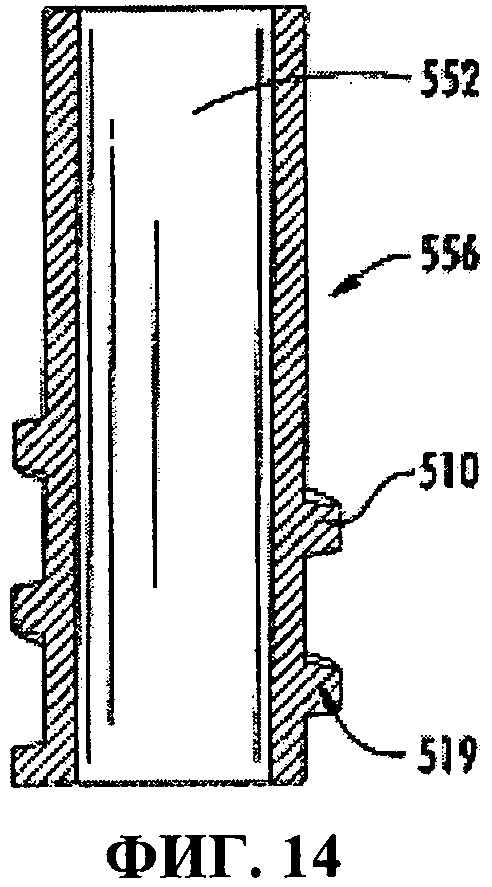
На Фиг.14 представлен в увеличенном виде и в разрезе электрододержатель сборного электрода по Фиг.12 в соответствии с некоторыми представленными здесь вариантами воплощения изобретения;
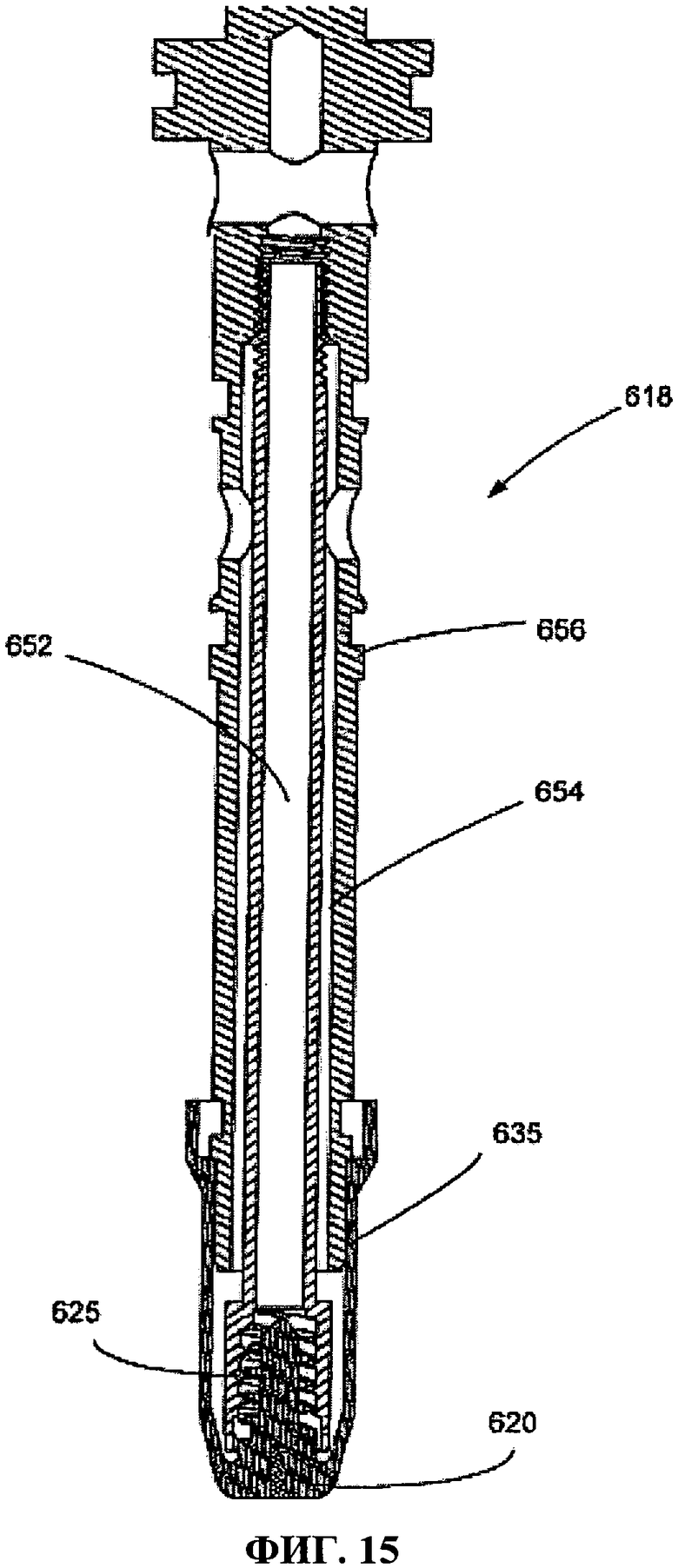
На Фиг.15 представлен в разрезе другой вариант воплощения сборного электрода в соответствии с некоторыми представленными здесь вариантами воплощения изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Далее настоящее изобретение будет описано более подробно со ссылкой на сопутствующие чертежи, на которых показаны некоторые, но не все варианты воплощения настоящего изобретения. Действительно, настоящее изобретение может быть воплощено во многих различных формах и не ограничивается представленными здесь вариантами воплощения; представленные здесь варианты воплощения предназначены для того, чтобы данное раскрытие удовлетворяло соответствующим юридическим требованиям. Аналогичные элементы на всех чертежах обозначены аналогичными номерами.
В дуговых плазменных горелках часто применяются электроды, содержащие удлиненный трубчатый элемент, образованный из материала с высокой теплопроводностью (например, из меди, медного сплава, серебра и т.п.). Передний или разрядный торец трубчатого электрода включает нижнюю торцевую стенку, на которой закреплен эмитирующий элемент, поддерживающий дуговой разряд. Противоположный конец электрода удерживает электрод в горелке посредством разъемного соединения (напр., резьбового соединения) с электрододержателем. Электрододержатель в типичном случае представляет собой удлиненную конструкцию, прикрепленную к корпусу горелки резьбовым соединением на конце, противоположном концу, к которому крепится электрод. Резьбовое соединение между электрододержателем и электродом удерживает электрод в электрододержателе.
Эмитирующий элемент электрода изготовлен из материала с относительно низкой работой выхода, которую в данной отрасли характеризуют скачком потенциала, измеряемым в электрон-вольтах (эВ) и обеспечивающим термическую эмиссию электронов с поверхности металла при данной температуре. Благодаря такой низкой работе выхода, этот элемент, к которому приложен электрический потенциал, без труда эмитирует электроны. Обычно эмитирующий элемент изготовляют из таких материалов, как гафний, цирконий, вольфрам и их сплавы.
Форсунка окружает разрядный торец электрода и обеспечивает путь для прохождения дуги к обрабатываемой детали. Для того, чтобы гарантировать прохождение дуги через форсунку, а не через ее поверхность в стандартном процессе работы с дугой прямого действия, к электроду и форсунке прикладывается разный электрический потенциал. Поэтому важно, чтобы форсунка и электрод были электрически изолированы друг от друга, и в типичном случае это достигается за счет определенного физического зазора между этими компонентами. Объем этого зазора чаще всего заполняется потоком воздуха или другого газа, применяемого в данной операции.
Плазменная дуга выделяет большое количество теплоты. Компонентом горелки, подвергающимся наиболее интенсивному нагреванию, является электрод. Для того, чтобы продлить срок службы дуговой плазменной горелки в целом желательно, чтобы, несмотря на это выделение тепла, температура различных компонентов горелки была как можно ниже. В некоторых горелках в электрододержателе образован или просверлен канал, по которому циркулирует охлаждающая среда, например, вода, охлаждающая электрод изнутри.
Несмотря на применение водяного охлаждения, электрод имеет ограниченный срок службы и считается расходной деталью. Поэтому в процессе нормальной работы оператор горелки должен периодически заменять использованный электрод, для чего ему сначала нужно снять форсунку, а затем выкрутить электрод из электрододержателя. Затем он вкручивает новый электрод в электрододержатель и устанавливает на место форсунку, чтобы дуговая плазменная горелка вновь была готова к работе.
Другие соображения, относящиеся к конструкции электрода, включают требования к резьбовому соединению между электрододержателем и электродом. Например, это резьбовое соединение должно быть достаточно прочным, чтобы надежно удерживать электрод в электрододержателе. Кроме того, через электрододержатель к электроду проходит ток значительной величины, в некоторых случаях при операциях резки этот ток достигает 1000 ампер. Поэтому резьбовое соединение должно обеспечить контактную поверхность между электродом и электрододержателем с достаточно большой площадью для прохождения этого тока. И, наконец, затраты на изготовление этого электрода должны быть как можно меньше, в особенности потому, что этот электрод является часто заменяемой расходуемой деталью.
Следовательно, существует необходимость продлить срок службы электрода посредством более эффективных способов охлаждения, одновременно поддерживая на низком уровне расходы на изготовление электрода и электрододержателя.
Ниже со ссылкой на Фиг.1-3 представлено описание традиционной дуговой плазменной горелки, на усовершенствование которой направлено настоящее изобретение. На Фиг.4 показана дуговая плазменная горелка 300, в которой применяются электрод и электрододержатель в соответствии с некоторыми вариантами воплощения настоящего изобретения. Таким образом, описание Фиг.4-15 дает более подробную иллюстрацию вариантов воплощения настоящего изобретения.
На Фиг.1-3 показана традиционная дуговая плазменная горелка 10. Горелка 10 представляет собой горелку для работы в защитной атмосфере, создающую вихревую завесу или струю защитного газа, окружающую электрическую дугу в процессе работы горелки. Горелка 10 включает корпус верхнего или тыльного изолятора 12 в целом цилиндрической формы (который может быть сформирован из герметизирующего компаунда или подобного материала), главный корпус 14 горелки в целом цилиндрической формы, связанный с корпусом тыльного изолятора 12 (изготовленный в целом из токопроводящего материала, например, металла), корпус нижнего или переднего изолятора 16 в целом цилиндрической формы, связанный с главным корпусом 14 горелки, сборный электрододержатель 18, расположенный по длине внутри главного корпуса 14 горелки и корпуса переднего изолятора 16 и поддерживающий электрод 20 внутри свободного конца сборного электрододержателя, а также сборную форсунку 22, связанную с корпусом изолятора 16 вблизи электрода 20.
Соединительная трубка 24 для подачи плазменного газа проходит через корпус тыльного изолятора 12 и соединяется резьбовым соединением (не показано) с каналом 26 подачи плазменного газа в главном корпусе 14 горелки. Канал 26 подачи плазменного газа проходит через главный корпус 14 горелки до его нижнего торца 28 с целью подачи плазменного газа (иногда называемого газом резки), такого как кислород, воздух, азот или аргон к соответствующему каналу в корпусе изолятора 16.
Соединительная трубка 30 для подачи защитного газа проходит через корпус тыльного изолятора 12 и соединяется резьбовыми соединениями с каналом 32 подачи защитного газа в главном корпусе 14 горелки. Канал 32 подачи защитного газа проходит через главный корпус 14 горелки до его нижнего торца 28 с целью подачи защитного газа, такого как аргон или воздух, к соответствующему каналу в корпусе изолятора 16.
Корпус изолятора 16 имеет верхний торец 34, примыкающий к нижнему торцу 28 главного корпуса горелки. Канал 36 подачи плазменного газа проходит через корпус изолятора 16 от его верхнего торца 34 и входит в раззенкованное цилиндрическое отверстие 38 в нижнем торце корпуса изолятора 16. Как будет описано ниже, раззенкованное отверстие 38 совместно с верхним торцом сборной форсунки 22 образует камеру 40 плазменного газа, откуда плазменный газ подается к форсунке основного или плазменного газа горелки. Таким образом, плазменный газ из соответствующего источника поступает в камеру 40 плазменного газа, пройдя через соединительную трубку 24 подачи плазменного газа, через канал 26 подачи плазменного газа в главном корпусе 14 горелки, в канал 36 подачи плазменного газа в корпусе изолятора 16, который совмещен с каналом 26, и поступает в камеру 40.
Сборная форсунка 22, показанная состоящей из двух деталей, содержит верхний форсуночный элемент 42, имеющий верхнюю часть в целом цилиндрической формы, вставляемую в металлическую вставную муфту 44, вставленную в раззенкованное отверстие 38 корпуса изолятора 16. Кольцеобразная прокладка 46 герметизирует скользящее соединение между верхним форсуночным элементом 42 и металлической вставной муфтой 44. Нижний наконечник форсунки 48, имеющий обычно форму усеченного конуса, также является частью сборной форсунки 22 и вкручивается по резьбе в верхний форсуночный элемент 42. В торце нижнего наконечника форсунки 48 имеется выходное форсуночное отверстие 50. В альтернативном варианте нижний наконечник форсунки 48 и верхний форсуночный элемент 42 могут быть изготовлены в виде одной цельной форсунки. В любой из этих конфигураций форсунка подает плазменный газ от своего большего дистального отверстия 49 к выходному отверстию 50. Таким образом формируется путь прохождения плазменного газа от камеры 40 плазменного газа через форсуночную камеру 41, пройдя по которому, струя газа выходит из отверстия 50, выполняя свою функцию в операции обработки детали.
В оптимальном варианте в струе плазменного газа известным способом создается вихревой компонент посредством полой керамической газовой направляющей перегородки 52, частично расположенной в раззенкованном углублении 54 корпуса изолятора 16. Нижний торец перегородки 52 упирается в кольцеобразный фланцевый торец верхнего форсуночного элемента 42. В перегородке 52 имеются не радиальные отверстия (не показаны) для направления плазменного газа из камеры 40 плазменного газа в нижнюю часть форсуночной камеры 41 с вихревым компонентом скорости.
Сборный электрододержатель 18 содержит трубчатый электрододержатель 56, верхний конец которого закреплен резьбовыми соединениями 11 внутри глухого аксиального отверстия 58 в главном корпусе 14 горелки. Электрододержатель 56 является в некоторой степени расходной деталью, хотя обычно в меньшей степени, чем сам электрод, а, следовательно, электрододержатель и аксиальное отверстие 58 можно также снабдить резьбовым соединением в соответствии с настоящим изобретением, как описано ниже. Верхний конец электрододержателя 56 проходит сквозь аксиальное отверстие 60, образованное в корпусе изолятора 16, а нижний конец электрододержателя 56 содержит расширенный соединитель 62 с внутренней резьбой, наружный диаметр которого немного меньше внутреннего диаметра керамической газовой направляющей перегородки 52, одевающейся снаружи на соединитель 62. В электрододержателе 56 также имеется внутренняя резьба на некотором расстоянии от соединителя 62, предназначенная для резьбового соединения с трубкой 64 охлаждения, подающей охлаждающую среду к электроду 20, как будет далее описано ниже, и выступающей наружу из аксиального отверстия корпуса изолятора 16 в центральный канал электрода 20. Для предотвращения неправильной сборки или разборки трубки 64 охлаждения и электрододержателя 56 резьбовое соединение между этими элементами можно зацементировать или зафиксировать другим способом в процессе изготовления, чтобы получить неразборный узел электрододержателя 18. Электрод 20 может представлять собой электрод, подобный описанному в патенте США №5097111, принадлежащем подателю настоящей заявки и включенном сюда путем ссылки.
Традиционный электрод 20 содержит чашеобразный корпус, верхний открытый торец которого вкручивается по резьбе 63 в соединитель 62 на нижнем конце электрододержателя 56, а нижний закрываемый колпачком торец плотно прижат к нижнему концу охлаждающей трубки 64. Между внутренней поверхностью стенки электрода 20 и наружной поверхностью стенки охлаждающей трубки 64, а также между наружной поверхностью стенки охлаждающей трубки 64 и внутренней поверхностью стенки электрододержателя 56 имеется пространство для циркуляции охлаждающей среды. Электрододержатель 56 содержит множество отверстий 66 для подачи охлаждающей среды из пространства внутри электрододержателя в пространство 68 между электрододержателем и внутренней стенкой аксиального отверстия 60 в корпусе изолятора 16. Уплотнение 69, расположенное между отверстиями 66 и соединителем 62, герметизирует соединение с внутренней стенкой отверстия 60, предотвращая проникновение охлаждающей среды из пространства 68 мимо уплотнения 69 в соединитель 62. Приподнятое кольцеобразное ребро или порог 71 на наружной поверхности электрододержателя 56 располагается с другой стороны отверстий 66 по отношению к уплотнению 69, его роль будет описана ниже. Канал 70 подачи охлаждающей среды (Фиг.2) проходит через корпус изолятора от пространства 68 через наружную цилиндрическую поверхность корпуса изолятора 16 для подачи охлаждающей среды к сборной форсунке 22, как будет описано ниже.
В начале работы горелки 10 между электродом 20 и наконечником форсунки 48 создается разность электрических потенциалов, в результате чего в зазоре между ними образуется электрическая дуга. Затем плазменный газ проходит через сборную форсунку 22, и электрическая дуга выдувается наружу из форсуночного выходного отверстия 50 до тех пор, пока она достигнет обрабатываемой детали, после чего сборная форсунка 22 отключается от источника электрического питания, в результате чего устанавливается дуга между электродом 20 и обрабатываемой деталью. Теперь горелка находится в рабочем режиме.
Известным средством управления рабочей операцией является применение управляющей текучей среды, например, защитного газа, окутывающего дугу вихревой газовой завесой. С этой целью в корпусе изолятора 16 имеется канал 72 для подачи защитного газа, проходящий в аксиальном направлении через корпус изолятора, начиная от его верхнего торца 34, а затем отклоняющийся под углом наружу и выходящий через цилиндрическую наружную поверхность корпуса изолятора. Сборная гильза 74, фиксирующая форсунку, окружает корпус изолятора 16, образуя в целом кольцеобразную камеру 76 защитного газа между корпусом изолятора 16 и сборной гильзой 74, фиксирующей форсунку. Защитный газ подается по каналу 72 защитного газа, проходящему в корпусе изолятора 16, в камеру 76 защитного газа.
Сборная гильза 74, фиксирующая форсунку, содержит держатель 78 гильзы, фиксирующей форсунку, и фиксирующую гильзу 80, закрепленную внутри держателя 78 стопорным кольцом 81 или подобным приспособлением. Держатель 78 гильзы, фиксирующей форсунку, обычно представляет собой цилиндрическую муфту, в предпочтительном варианте изготовленную из металла, которую накручивают по резьбе на нижний конец наружного кожуха 82 горелки, окружающего главный корпус 14 горелки. Изоляция 84 помещена между наружным кожухом 82 и главным корпусом горелки 14. В предпочтительном варианте фиксирующая гильза 80 изготовлена из пластика и имеет в целом цилиндрическую верхнюю часть, закрепленную внутри держателя 78 гильзы стопорным кольцом 81, и нижнюю часть, имеющую в целом форму усеченного конуса и выступающую к торцу горелки и включающую направленный внутрь фланец 86. Фланец 86 располагается напротив наружного фланца 88 на верхнем форсуночном элементе 42 и прижимается к кольцеобразной прокладке 90, помещенной между ними. Таким образом, при накручивании сборной гильзы 74, фиксирующей форсунку, на наружный кожух 82 фиксирующая гильза 80 подтягивает сборную форсунку 22 вверх в металлическую вставную муфту 44 в корпусе изолятора 16. В результате этого сборная форсунка 22 приводится в соприкосновение с электрическим контактным кольцом, зафиксированным внутри раззенкованного отверстия 38 корпуса изолятора 16. Более подробную информацию, касающуюся электрических соединений внутри горелки, можно найти в патенте США №6215090, принадлежащем подателю этой же заявки и включенном сюда в полном объеме путем ссылки.
Фиксирующая форсунку гильза 80 свободно удерживается внутри держателя 78 гильзы и содержит продольные канавки 92 на своей наружной поверхности для прохождения защитного газа из камеры 76 к торцу горелки. В качестве альтернативы или дополнения канавки (не показано) могут быть образованы на внутренней поверхности держателя 78 гильзы. Сопло 94 защитного газа, имеющее в целом форму усеченного конуса, располагается концентрично вокруг нижнего форсуночного наконечника 48 с зазором и удерживается защитным фиксатором 96, который накручивается по резьбе на нижний конец держателя 78 гильзы. Таким образом, канал 98 подачи защитного газа проходит от продольных канавок 92 в фиксирующей гильзе 80 между защитным фиксатором 96 и фиксирующей гильзой 80 и верхним форсуночным элементом 42, а также между соплом 94 защитного газа и нижним форсуночным наконечником 48.
Сопло 94 защитного газа содержит рассеиватель 100, который известным способом придает завихрение защитному газу, проходящему в канал между соплом 94 защитного газа и нижним форсуночным наконечником 48. В результате этого создается вихревая завеса защитного газа, окружающая струю плазменного газа и дугу, выходящую из выходного отверстия 50 форсунки.
Далее, ссылаясь главным образом на Фиг.2, будут описаны схемы циркуляции охлаждающей среды для охлаждения электрода 20 и сборной форсунки 22. Горелка 10 включает впускную соединительную трубку 112 для подачи охлаждающей среды, проходящую через корпус тыльного изолятора 12 и зафиксированную внутри впускного канала 114 для охлаждающей среды в главном корпусе 14 горелки. Впускной канал 114 для охлаждающей среды соединяется с центральным аксиальным отверстием 58 в главном корпусе горелки. Таким образом, охлаждающая среда подается в отверстие 58, а оттуда -во внутренний канал, проходящий в электрододержателе 56, через внутренний канал трубки охлаждения 64 и в пространство между трубкой 64 и электродом 20. Тепло передается жидкой охлаждающей среде (в типичном случае - воде или антифризу) от нижнего конца электрода (откуда выходит дуга), а затем эта жидкость проходит по каналу между нижним концом трубки охлаждения 64 и электродом 20 и вверх по кольцеобразному пространству между трубкой охлаждения 64 и электродом 20, а затем - в кольцеобразное пространство между трубкой охлаждения 64 и электрододержателем 18.
Затем охлаждающая среда проходит по отверстиям 66 в пространство 68 и в канал 70 в корпусе изолятора 16. Уплотнение 69 предотвращает прохождение охлаждающей среды из пространства 68 по направлению к соединителю 62 на нижнем конце держателя 56, а порог 71 практически предотвращает прохождение охлаждающей среды мимо порога 71 в другом направлении, хотя надежного уплотнения между порогом 71 и внутренней стенкой отверстия 60 нет. Таким образом, охлаждающая среда из пространства 68 вынуждена проходить главным образом в канал 70. В корпусе изолятора 16 имеется канавка или плоский участок 116, позволяющие охлаждающей среде проходить из канала 70 между корпусом изолятора 16 и гильзой 80, фиксирующей форсунку, в камеру 118 охлаждающей среды, окружающую верхний форсуночный элемент 42. Охлаждающая среда проходит вокруг верхнего форсуночного элемента 42, охлаждая сборную форсунку.
Охлаждающая среда возвращается из сборной форсунки по второй канавке или по плоскому участку 120, расположенному под углом к участку 116, в возвратный канал 122 охлаждающей среды в корпусе изолятора 16. Возвратный канал 122 охлаждающей среды входит в часть аксиального отверстия 60, отделенную порогом 71 от канала 70 подачи охлаждающей среды. Затем эта охлаждающая среда проходит между электрододержателем 56 и внутренней стенкой отверстия 60 и отверстием 58 в главном корпусе 14 горелки и поступает в кольцеобразное пространство 126, связанное с возвратным каналом 128 охлаждающей среды, образованным в главном корпусе 14 горелки, и выходит из возвратного канала 128 охлаждающей среды через закрепленную в нем соединительную трубку 130 возврата охлаждающей среды. В типичном случае охлаждающая среда осуществляет замкнутый цикл циркуляции, возвращаясь после охлаждения обратно к горелке.
В процессе работы горелки, показанной на Фиг.1, один полюс источника электрического напряжения 210 (обычно - катодный полюс) подключен к главному корпусу 12 горелки и, следовательно, подключен электрически к электроду 20, а другой полюс (обычно - анодный полюс) источника 210 подключен к сборной форсунке 22 через выключатель 212 и сопротивление 214. Анодный полюс также подключен параллельно к обрабатываемой детали 216 без промежуточного сопротивления между ними. Между электродом и сборной форсункой прикладывается высокое напряжение высокой частоты, приводя к возникновению электрической дуги в зазоре между ними вплотную к выходному отверстию форсунки плазменного газа. Плазменный газ проходит по сборной форсунке, выдувая наружу эту вспомогательную дугу через отверстие форсунки до тех пор, пока она не достигнет обрабатываемой детали. Тогда выключатель 212, подключающий источник напряжения к сборной форсунке, размыкается, и горелка находится в режиме дуги прямого действия для работы с обрабатываемой деталью. В режиме дуги прямого действия мощность, подаваемая к горелке, увеличивается, и образуется режущая дуга, сила тока которой выше, чем у вспомогательной дуги.
Иллюстрационные варианты воплощения настоящего изобретения представлены на Фигурах 4-15. На Фиг.4 показан один вариант воплощения дуговой плазменной горелки 300, содержащей сборный электрододержатель 318 и новаторское резьбовое соединение. Сборный электрододержатель 318 содержит электрододержатель 356 и электрод 320. Здесь показан вариант горелки, у которой зажигание дуги происходит с помощью высокочастотного сигнала зажигания, однако электрод и электрододержатель по настоящему изобретению можно также применять и с горелками, поджигаемыми продувкой.
Как показано на Фиг.4-6, электрододержатель 356 имеет трубчатую форму и содержит верхний конец, закрепленный резьбовыми соединениями 11 внутри глухого аксиального отверстия в главном корпусе горелки, как описано выше, и нижний конец, соединенный с электродом 320. Электрододержатель 356 содержит внутреннюю трубку охлаждения 352 и наружную трубку охлаждения 354. Внутренняя трубка охлаждения 352 подает охлаждающую среду к электроду 320. Наружная трубка охлаждения 354 обычно имеет трубчатую форму и кольцеобразно окружает внутреннюю трубку охлаждения 352. Конфигурация наружной трубки охлаждения 354 позволяет отводить охлаждающую среду от электрода 320. Электрододержатель 356 может быть изготовлен из различных электропроводящих материалов, но в одном варианте воплощения изобретения электрододержатель 356 изготовлен из латуни или латунного сплава.
Электрод 320, показанный в разрезе на Фиг.7 и в перспективе на Фиг.7А, в целом имеет чашеобразную форму. В представленном варианте воплощения электрод 320 содержит наружную стенку 355, торцевую стенку 330 и выступ 325. Наружная стенка 335 имеет в целом цилиндрическую форму и, как показано на Фиг.6, может иметь конфигурацию, позволяющую соединяться с электрододержателем 356 таким образом, чтобы между наружной поверхностью внутренней трубки охлаждения 352 и внутренней поверхностью наружной стенки 335 образовался наружный канал 337, в результате чего охлаждающая среда может проходить по этому наружному каналу 337 к наружной трубке охлаждения 354. Торцевая стенка 330 соединяется с дистальным торцом наружной стенки 335 и служит опорой для эмитирующего элемента 332, располагающегося в целом в центральной области торцевой стенки 330. Выступ 325 вытянут от в целом центральной области торцевой стенки 330 и имеет конфигурацию, позволяющую ему соединяться с электрододержателем 356 посредством разъемного соединения, например, резьбового соединения, как показано в представленном варианте воплощения. Электрод 320 может быть изготовлен из различных электропроводящих материалов, но в одном варианте воплощения изобретения корпус электрода 320 изготовлен из латуни или латунного сплава.
Как показано на Фиг.6 и 7, электрод 320 крепится к электрододержателю 356 резьбовыми соединениями 310. В представленном варианте воплощения изобретения на внутренней поверхности внутренней трубки охлаждения 352 электрододержателя 356 нарезана внутренняя резьба 317. На выступе 325 электрода 320 имеется участок 319 с наружной резьбой, образованной на внешней поверхности выступа 325. Внутренняя резьба 317, показанная на Фиг.8, может быть нарезана на нижнем конце внутренней трубки охлаждения 352 и иметь конфигурацию, позволяющую соединяться разъемным резьбовым соединением с участком 319 с наружной резьбой выступа 325. Наружная резьба 310 резьбового участка 319 может представлять собой резьбу любого типа, например, двухходовую резьбу, метрическую резьбу, стандартную резьбу, британскую трубную резьбу, дюймовую резьбу Витворта или укороченную трапецеидальную резьбу, описанную в патенте США №7081597, переданном подателю данной заявки и включенном сюда путем ссылки. Конфигурация внутренней резьбы 317 также может быть разной и соответствовать конфигурации наружной резьбы 310 участка 319, то есть тип ее может быть одним из перечисленных выше.
В некоторых вариантах воплощения изобретения конфигурация выступа 325 дополнительно может быть такой, чтобы в состоянии, когда электрод 320 соединен с электрододержателем 356, между выступом 325 и электрододержателем 356 был образован, по меньшей мере, один канал 360 для прохождения охлаждающей среды. В представленном варианте воплощения изобретения участок 319 с наружной резьбой и внутренний резьбовой участок 317 имеют такую конфигурацию, что между нитками резьбы 310 имеется дополнительное пространство, позволяющее охлаждающей среде проходить между нитками резьбы 310. В частности, как показано на Фиг.6, это дополнительное пространство может образовать, по меньшей мере, один канал 360 для прохождения охлаждающей среды между выступом 325 и внутренней трубкой охлаждения 352 электрододержателя 356. В представленном варианте воплощения изобретения канал 360 для прохождения охлаждающей среды содержит спиральное пространство между профилем наружной резьбы участка 319 выступа 325 и профилем внутренней резьбы резьбового участка 317 внутренней трубки охлаждения 352. Таким образом, охлаждающая среда поступает в канал 360 для прохождения охлаждающей среды из внутренней трубки охлаждения 352, проходит по спирали по каналу 360 для прохождения охлаждающей среды внутри резьбовых соединений и выходит из канала 360 для прохождения охлаждающей среды, ударяясь в торцевую стенку 330. Затем эта охлаждающая среда проходит в наружный канал 337 и уходит от электрода 320 через наружную трубку охлаждения 354. Эти новаторские каналы 360 для охлаждающей среды, образованные внутри резьбового соединения сборного электрода 318, позволяют потоку охлаждающей среды контактировать с внутренними поверхностями электрода на протяжении более длительного периода времени, чем в электроде, таком, как показан на Фиг.1-3. Кроме того, можно достичь более высокой скорости прохождения охлаждающей среды, что улучшает конвективную передачу тепла от электрода к охлаждающей среде. Итогом будет улучшение охлаждения электрода 320, которое, в свою очередь, позволит продлить срок службы электрода 320.
В представленном варианте воплощения изобретения внутренняя трубка охлаждения 352 электрододержателя 356 включает нижний конец 353, вытянутый в целом к электроду 320. Различные конфигурации сборного электрода 318 могут потребовать, чтобы для надлежащей работы дуговой плазменной горелки нижний конец 353 внутренней трубки охлаждения 352 располагался надлежащим образом по отношению к электроду 320. Например, в некоторых вариантах воплощения изобретения конфигурация отверстия 363 может позволить охлаждающей среде проходить из канала 360 для прохождения охлаждающей среды к наружному каналу 337, образованному между внутренней трубкой охлаждения 352 и наружной стенкой 335 электрода 320, тем самым позволяя охлаждающей среде в итоге уходить от электрода 320 через наружную трубку охлаждения 354. В представленном варианте воплощения изобретения отверстие 363 сконфигурировано как дополнительное пространство между нижним концом 353 внутренней трубки охлаждения 352 и торцевой стенкой 330 электрода 320. В некоторых вариантах воплощения изобретения это может быть осуществлено путем расположения участка 317 с внутренней резьбой только частично вверх по нижнему концу внутренней трубки охлаждения 352, благодаря чему выступ 325 может вкручиваться в участок 317 с внутренней резьбой только на определенное расстояние, обеспечивая образование отверстия 363. В качестве альтернативы или дополнения внутри участка 317 с внутренней резьбой можно установить стопор (не показан), не позволяющий наружному резьбовому участку 319 выступа 325 продвигаться далее определенной точки (т.е., положения стопора), тем самым обеспечивая образование отверстия 363.
В качестве альтернативы или дополнения в других вариантах воплощения изобретения отверстие 363 может содержать паз (не показано) во внутренней трубке охлаждения 352, соединяющий канал 360 для прохождения охлаждающей среды с наружным каналом 337. Этот паз может быть выполнен вплотную к нижней части канала 360 для прохождения охлаждающей среды таким образом, чтобы охлаждающая среда проходила через весь канал 360 для прохождения охлаждающей среды, через паз в наружный канал 337 и вверх по наружной трубке охлаждения 354. В некоторых вариантах воплощения изобретения паз может обеспечить повышенную скорость прохождения охлаждающей среды через сборный электрод 318, что улучшает конвективную передачу тепла и удлиняет срок службы электрода 320.
На Фиг.9-11 показан другой вариант воплощения настоящего изобретения, в котором для разъемного соединения электрода 420 с электрододержателем 456 в сборном электроде 418 применяется двухходовая резьба. Однако применение сборного электрода 418 в дуговой плазменной горелке может быть аналогичным применению сборного электрода 318, представленного на Фиг.4-8, а также других описанных здесь вариантов воплощения настоящего изобретения.
В показанном на Фиг.9 варианте воплощения изобретения сборный электрод 418 включает электрод 420 и электрододержатель 456. Электрод 420 содержит выступ 425 с наружным резьбовым участком 419, образованным двухходовой резьбой 410. Электрододержатель 456 содержит внутреннюю трубку охлаждения 452, имеющую участок 417 с внутренней резьбой, конфигурация которой соответствует двухходовой наружной резьбе участка 419 для образования разъемного соединения. Кроме того, профили резьбы наружного и внутреннего резьбовых участков 419, 417, аналогично наружному и внутреннему резьбовым участкам 319, 317 сборного электрода 318 также могут образовывать, по меньшей мере, один канал 460 для охлаждающей среды. В представленном варианте воплощения сборный электрод 418 содержит два канала 460 и 460' для охлаждающей среды, сформированных отдельно друг от друга, благодаря профилю двухходовой резьбы. Поэтому в некоторых вариантах воплощения изобретения охлаждающая среда может проходить по обоим каналам 460, 460' для охлаждающей среды, выходить из соответствующих отверстий 463, 463' и уносить тепло от электрода 420 по наружному каналу 454 для охлаждающей среды. В представленном варианте воплощения отверстия 463, 463' содержат пазы, образованные во внутренней трубке охлаждения 452.
На Фиг.12-14 показан другой вариант воплощения настоящего изобретения, в котором сборный электрод 518 содержит электрод 520 и электрододержатель 556, имеющим резьбовое соединение между наружной поверхностью внутренней трубки охлаждения 552 и внутренней поверхностью выступа 525. Применение сборного электрода 518 в дуговой плазменной горелке также может быть аналогичным применению сборного электрода 318, представленного на Фиг.4-8, а также других описанных здесь вариантов воплощения настоящего изобретения.
Представленный на Фиг.12 электрод 520 содержит выступ 525 кольцеобразной формы, имеющий внутренний резьбовой участок 517. Электрододержатель 556 содержит внутреннюю трубку охлаждения 552, имеющую резьбовой участок 519, содержащий наружную резьбу 510. Профиль резьбы наружного резьбового участка 519 и соответствующего внутреннего резьбового участка 517 может быть представлен резьбой любого типа, например, двухходовой резьбой, метрической резьбой, стандартной резьбой, британской трубной резьбой, дюймовой резьбой Витворта или укороченной трапецеидальной резьбой.
В представленном варианте воплощения изобретения внутренняя трубка охлаждения 552 и центральное просверленное отверстие выступа 525 образуют внутренний канал 536, конфигурация которого позволяет охлаждающей среде проходить к электроду 520. В некоторых вариантах воплощения изобретения внутренний канал 536 образует резервуар, расположенный непосредственно над торцевой стенкой 530 и эмитирующим элементом 532, заключенным внутри торцевой стенки 530. Таким образом, охлаждающая среда, содержащаяся в этом резервуаре, будет находиться в непосредственном контакте с частью электрода 520, имеющей самую высокую температуру (т.е., с участком около эмитирующего элемента 532).
Кроме того, в представленном варианте воплощения изобретения электрод 520 дополнительно содержит, по меньшей мере, один канал или паз 576. Один конец паза 576 соединяет внутренний канал 536 с наружным каналом 537, образованным между выступом 525 и наружной стенкой 535. Таким образом, паз 576 позволяет охлаждающей среде проходить из внутреннего канала 536 к наружному каналу 537, и охлаждающая среда может в итоге уносить тепло от электрода, уходя по наружной трубке охлаждения 554 электрододержателя 556.
На Фиг.15 показан еще один вариант воплощения сборного электрода 618 с электрододержателем 656 и прикрепленным к нему электродом 620. В представленном варианте воплощения изобретения электрод 620 содержит трубчатую наружную стенку 635, окружающую выступ 625. Охлаждающая среда может проходить по внутренней трубке охлаждения 652электрододержателя 656 и вокруг выступа 625, охлаждая электрод 620 как в описанных выше различных вариантах воплощения изобретения. Кроме того, охлаждающая среда может проходить между наружной поверхностью внутренней трубки охлаждения 652 и внутренней поверхностью наружной стенки 635 к наружной трубке охлаждения 654, унося тепло от электрода 620.
Другой вариант воплощения настоящего изобретения включает способ охлаждения электрода в дуговой плазменной горелке, включающий подачу охлаждающей среды к электроду с помощью описанных здесь различных вариантов воплощения настоящего изобретения. В частности, этот способ может включать этапы установки электрода в электрододержатель посредством разъемного соединения между ними, при этом электрод имеет торцевую стенку, которая служит опорой для эмитирующего элемента, а также выступ с основанием в целом в центральной области торцевой стенки, имеющий конфигурацию, позволяющую соединяться с электрододержателем посредством разъемного соединения. Способ может дополнительно включать подачу охлаждающей среды по имеющейся в электрододержателе трубке подачи охлаждающей среды, а также, по меньшей мере, по одному каналу для охлаждающей среды, образованному разъемным соединением, в результате чего поток охлаждающей среды ударяет в торцевую стенку электрода. В некоторых вариантах воплощения изобретения этот способ может дополнительно включать удаление охлаждающей среды из, по меньшей мере, одного канала для охлаждающей среды, по меньшей мере, по одному пазу, примыкающему к этому каналу для охлаждающей среды. Этот способ также может дополнительно включать удаление охлаждающей среды от электрода по наружной трубке охлаждения, образованной в электрододержателе. В других вариантах воплощения изобретения этап подачи охлаждающей среды, по меньшей мере, через один канал для охлаждающей среды включает прохождение охлаждающей среды через спиральное пространство между профилем резьбы, нарезанной на выступе корпуса электрода, и профилем резьбы трубки охлаждения электрододержателя.
Варианты воплощения настоящего изобретения, описанные здесь, посвящены вопросам исполнения разъемных соединений и способам передачи тепла для охлаждения электрода. В частности, в некоторых вариантах воплощения применяются каналы охлаждения, образованные между резьбовым профилем электрода и внутренней трубки охлаждения электрододержателя и предназначенные для повышения скорости потока охлаждающей среды и увеличения площади поверхности, используемой для передачи тепла от электрода к охлаждающей среде. В других описанных здесь вариантах воплощения изобретения преимуществом также является применение пазов для облегчения прохождения охлаждающей среды. В сущности было продемонстрировано, что сочетание каналов и пазов для прохождения охлаждающей среды позволяет увеличить скорость потока в три раза. Таким образом, варианты воплощения настоящего изобретения улучшают теплопередачу путем повышения скорости потока и увеличения площади поверхности электрода, взаимодействующей с охлаждающей средой, благодаря чему увеличивается срок службы электрода в дуговой плазменной горелке.
Квалифицированный специалист в данной области, пользуясь данным описанием с сопутствующими чертежами, сможет увидеть множество модификаций и других вариантов воплощения настоящего изобретения. Поэтому следует понимать, что настоящее изобретение не ограничивается конкретными вариантами его воплощения, представленными в данном описании, а подразумевает включение модификаций и других вариантов его воплощения. Здесь встречаются конкретные термины, однако они предназначены только для общего описания изобретения, а не для его ограничения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЮЩАЯ ТРУБА, ЭЛЕКТРОДЕРЖАТЕЛЬ И ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ ГОРЕЛКИ, А ТАКЖЕ СОСТОЯЩИЕ ИЗ НИХ УСТРОЙСТВА И ПЛАЗМЕННО-ДУГОВАЯ ГОРЕЛКА С НИМИ | 2010 |
|
RU2524919C2 |
| Плазменная горелка | 1989 |
|
SU1680463A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Горелка для плазменно-дуговой резки | 1971 |
|
SU456695A1 |
| КАРТРИДЖ ДЛЯ ПЛАЗМЕННОЙ ГОРЕЛКИ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 2016 |
|
RU2769402C2 |
| Плазмотрон | 2024 |
|
RU2828889C1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| УСТРОЙСТВО СДВОЕННОЙ ПЛАЗМЕННОЙ ГОРЕЛКИ | 2001 |
|
RU2267239C2 |
| ПЛАЗМОТРОН ДЛЯ РЕЗКИ | 1992 |
|
RU2036059C1 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ | 1990 |
|
SU1743070A1 |
Изобретение относится к области плазменной техники. Электрод для дуговой плазменной горелки содержит наружную стенку в целом цилиндрической формы, торцевую стенку и выступ. Торцевая стенка соединена с дистальным торцом наружной стенки и служит опорой для эмитирующего элемента, расположенного в целом в ее центральной области. Основание выступа расположено в целом в центральной области торцевой стенки, а конфигурация выступа позволяет ему соединяться разъемным соединением с электрододержателем, при этом выступ имеет такую конфигурацию, что между выступом и электрододержателем образуется, по меньшей мере, один канал для прохождения охлаждающей среды, когда электрод соединен с электрододержателем. В вариантах воплощения изобретения разъемное соединение содержит резьбовое соединение, при этом на выступе нарезана резьба для разъемного соединения с имеющей резьбу трубкой охлаждения электрододержателя. В других вариантах воплощения изобретения, по меньшей мере, один канал для прохождения охлаждающей среды образован этим резьбовым соединением. Технический результат - повышение срока службы электрода. 4 н. и 25 з.п. ф-лы, 15 ил.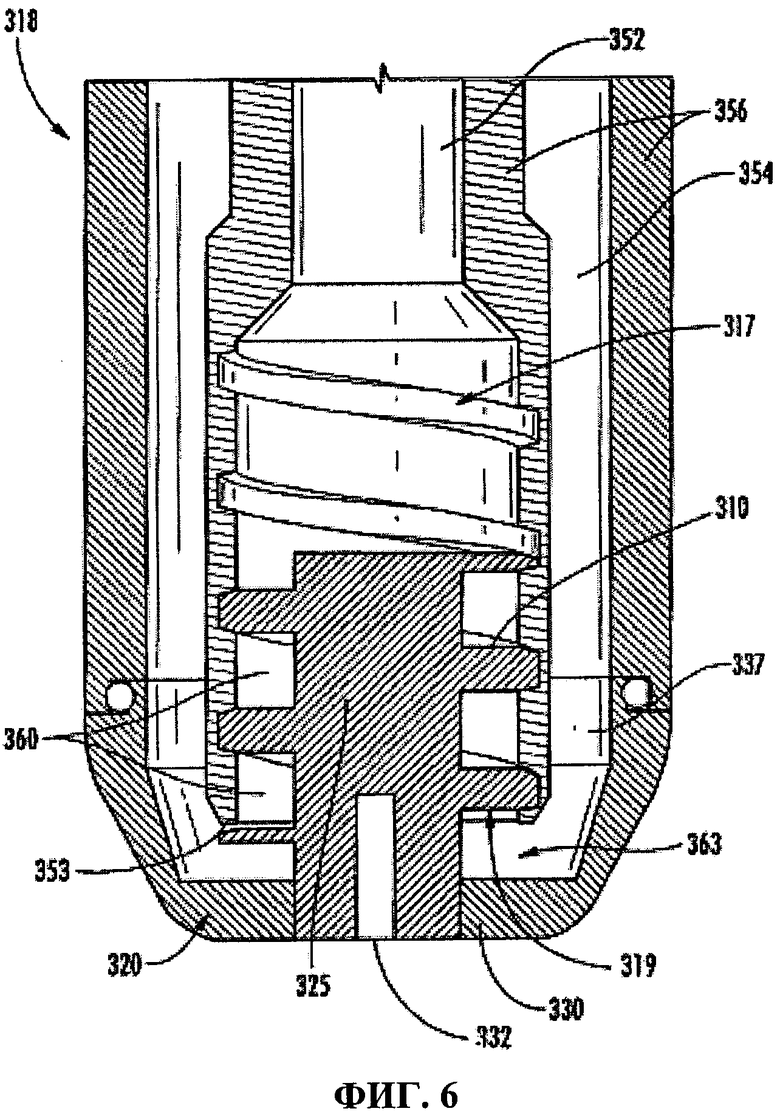
1. Электрод для дуговой плазменной горелки, содержащий:
наружную стенку в целом цилиндрической формы;
торцевую стенку, соединенную с дистальным торцом наружной стенки и служащую опорой для эмитирующего элемента, установленного в целом в центральной области торцевой стенки; и
выступ, проходящий от центральной области торцевой стенки и сконфигурированный для соединения с электрододержателем посредством разъемного соединения, при этом конфигурация выступа обеспечивает формирование, по меньшей мере, одного канала для охлаждающей среды между выступом и электрододержателем, когда электрод соединен с электрододержателем.
2. Электрод по п. 1, в котором разъемное соединение содержит резьбовое соединение, резьба на выступе позволяет соединять разъемным соединением выступ с имеющей резьбу трубкой охлаждения электрододержателя.
3. Электрод по п. 2, в котором, по меньшей мере, один канал для охлаждающей среды образован резьбовым соединением.
4. Электрод по п. 2, в котором проксимальный конец наружной стенки имеет конфигурацию, позволяющую совмещать его с наружной трубкой охлаждения электрододержателя таким образом, чтобы наружная стенка образовала наружный канал, конфигурация которого позволяет удалять охлаждающую среду от электрода в наружную трубку охлаждения электрододержателя.
5. Электрод по п. 2, в котором резьбовое соединение имеет конфигурацию двухходовой резьбы, метрической резьбы, стандартной резьбы, британской трубной резьбы, дюймовой резьбы Витворта или укороченной трапецеидальной резьбы.
6. Электрод по п. 3, в котором, по меньшей мере, один канал для охлаждающей среды содержит пространство спиральной формы между профилем резьбы на выступе электрода и профилем резьбы на трубке охлаждения электрододержателя.
7. Электрод по п. 2, в котором, по меньшей мере, часть наружной поверхности выступа имеет конфигурацию для соединения с трубкой охлаждения электрододержателя посредством резьбового соединения.
8. Электрод по п. 7, в котором выступ дополнительно имеет конфигурацию, позволяющую при установке электрода в электрододержатель образовать зазор между торцевой стенкой и трубкой охлаждения электрододержателя.
9. Электрод по п. 2, в котором выступ имеет кольцеобразную форму и содержит внутреннюю поверхность, при этом, по меньшей мере, часть внутренней поверхности выступа имеет конфигурацию, позволяющую соединяться резьбовым соединением с трубкой охлаждения электрододержателя.
10. Электрод по п. 9, в котором электрод содержит внутренний канал, образованный выступом, и наружный канал, образованный между выступом и наружной стенкой, и при этом выступ дополнительно имеет конфигурацию с, по меньшей мере, одним пазом, соединяющим внутренний канал с наружным каналом.
11. Дуговая плазменная горелка, содержащая:
корпус горелки;
форсунку, закрепленную вблизи одного из торцов корпуса горелки;
электрододержатель, поддерживаемый корпусом горелки и имеющий конфигурацию, обеспечивающую прохождение охлаждающей среды внутри электрододержателя; и
электрод, имеющий торцевую стенку, поддерживающую эмитирующий элемент, и выступ, проходящий от центральной области торцевой стенки, причем выступ соединен разъемным соединением с электрододержателем, при этом между выступом и электрододержателем образован, по меньшей мере, один канал для охлаждающей среды, позволяющий текучей среде проходить по каналу и ударяться в торцевую стенку электрода.
12. Дуговая плазменная горелка по п. 11, в которой разъемное соединение содержит резьбовое соединение; на выступе нарезана резьба, позволяющая выступу соединяться резьбовым соединением с имеющей резьбу трубкой охлаждения электрододержателя.
13. Дуговая плазменная горелка по п. 12, в которой, по меньшей мере, один канал для охлаждающей среды образован резьбовым соединением.
14. Дуговая плазменная горелка по п. 11, в которой электрододержатель содержит внутреннюю трубку охлаждения и наружную трубку охлаждения, при этом внутренняя трубка охлаждения соединена разъемным соединением с выступом и имеет конфигурацию, обеспечивающую подачу охлаждающей среды к электроду, и при этом конфигурация наружной трубки охлаждения позволяет удалять охлаждающую среду от электрода.
15. Дуговая плазменная горелка по п. 14, в которой электрододержатель дополнительно содержит, по меньшей мере, один паз, расположенный вплотную, по меньшей мере, к одному каналу для охлаждающей среды таким образом, что охлаждающая среда может проходить из этого канала для охлаждающей среды через, по меньшей мере, один паз к наружной трубке охлаждения.
16. Дуговая плазменная горелка по п. 15, в которой, по меньшей мере, один канал для охлаждающей среды имеет проксимальный конец, куда поступает охлаждающая среда, и дистальный конец, откуда выходит охлаждающая среда, при этом, по меньшей мере, один паз расположен вплотную к дистальному концу канала для охлаждающей среды.
17. Дуговая плазменная горелка по п. 12, в которой резьбовое соединение имеет конфигурацию двухходовой резьбы, метрической резьбы, стандартной резьбы, британской трубной резьбы, дюймовой резьбы Витворта или укороченной трапецеидальной резьбы.
18. Дуговая плазменная горелка по п. 12, в которой, по меньшей мере, один канал для охлаждающей среды содержит пространство спиральной формы между профилем резьбы на выступе электрода и профилем резьбы на трубке охлаждения электрододержателя.
19. Дуговая плазменная горелка по п. 14, в которой разъемное соединение образовано между, по меньшей мере, частью наружной поверхности выступа и, по меньшей мере, частью внутренней поверхности внутренней трубки охлаждения.
20. Дуговая плазменная горелка по п. 14, в которой внутренняя трубка охлаждения содержит нижний торец, обращенный к электроду, при этом внутренняя трубка охлаждения имеет конфигурацию, обеспечивающую образование пространства между нижним торцом и торцевой стенкой электрода при установке электрода в электрододержатель.
21. Дуговая плазменная горелка по п. 12, в которой выступ имеет кольцеобразную форму и содержит внутреннюю поверхность, при этом, по меньшей мере, часть внутренней поверхности выступа имеет конфигурацию, позволяющую соединяться разъемным соединением с трубкой охлаждения электрододержателя.
22. Дуговая плазменная горелка по п. 21, в которой электрод содержит внутренний канал, образованный выступом, и наружный канал, образованный между выступом и наружной стенкой, и при этом выступ дополнительно имеет конфигурацию с, по меньшей мере, одним пазом, соединяющим внутренний канал с наружным каналом.
23. Способ охлаждения электрода в дуговой плазменной горелке, включающий этапы:
подключения электрода к электрододержателю посредством разъемного соединения между ними, при этом электрод имеет торцевую стенку, поддерживающую эмитирующий элемент, и выступ, основание которого расположено в целом в центральной области торцевой стенки, причем указанный выступ имеет конфигурацию для соединения разъемным соединением с электрододержателем; и
подачи охлаждающей среды по трубке охлаждения электрододержателя и, по меньшей мере, через один канал для охлаждающей среды, образованный разъемным соединением, в результате чего поток охлаждающей среды ударяет в торцевую стенку электрода.
24. Способ по п. 23, в котором дополнительно удаляют охлаждающую среду, по меньшей мере, из одного канала для охлаждающей среды через, по меньшей мере, один паз, примыкающий к каналу для охлаждающей среды.
25. Способ по п. 24, в котором дополнительно удаляют охлаждающую среду от электрода через наружную трубку охлаждения, образованную в электрододержателе.
26. Способ по п. 23, в котором этап подачи охлаждающей среды через, по меньшей мере, один канал для охлаждающей среды включает прохождение охлаждающей среды через пространство спиралевидной формы, расположенное между профилем резьбы на выступе корпуса электрода и профилем резьбы на трубке охлаждения электрододержателя.
27. Сборный электрод для дуговой плазменной горелки, содержащий:
электрод, включающий:
наружную стенку в целом цилиндрической формы;
торцевую стенку, соединенную с дистальным торцом наружной стенки и служащую опорой для эмитирующего элемента, расположенного в целом в центральной области торцевой стенки; и
выступ, расположенный в центральной области торцевой стенки; и
электрододержатель, соединенный с электродом разъемным соединением; указанный электрододержатель содержит:
внутреннюю трубку охлаждения для подачи охлаждающей среды к электроду и наружную трубку охлаждения, расположенную вокруг внутренней трубки охлаждения и предназначенную для удаления охлаждающей среды от электрода через пространство между внутренней и наружной трубками охлаждения;
при этом выступ электрода имеет конфигурацию, обеспечивающую соединение с внутренней трубкой охлаждения электрододержателя посредством разъемного соединения, при этом, по меньшей мере, один канал для охлаждающей среды образован между выступом электрода и внутренней трубкой охлаждения электрододержателя, когда электрод соединен с электрододержателем.
28. Сборный электрод по п. 27, в котором разъемное соединение включает резьбовое соединение, на выступе нарезана резьба для разъемного соединения выступа с имеющей резьбу трубкой охлаждения электрододержателя.
29. Сборный электрод по п. 28, в котором, по меньшей мере, один канал охлаждения образован резьбовым соединением.
| US 6329627B1, 11.12.2001 | |||
| US 2006049150А1, 09.03.2006 | |||
| US 2008116179A1, 22.05.2008 | |||
| WO 2010115397A2, 14.10.2010 |

