Изобретение относится к прокатному производству и предназначено для термической резки труб на мерные длины при использовании трубных заготовок, имеющих отклонения от стандартной длины, из-за наличия на ее конце технологических планок.
Известно устройство для подачи труб в зону обработки, в частности для отрезки их концов N 1156872, кл. В 23 D 33/02, 1985, содержащее опорные элементы, выполненные в виде шаров, установленных в аэростатической опоре, связанной с проводом механизма ее возвратно-поступательного перемещения в вертикальной плоскости, а также средство для продольной подачи трубы.
Недостатком известного устройства заключается в том, что при подаче трубы в зону обработки между шарами и верхней крышкой, а также между шарами и боковыми стенками опоры возникает трение скольжения, что приводит к повышенному износу рабочих поверхностей опорных элементов и опоры, а также потерям вспомогательного времени на замену изношенных опорных элементов и опоры.
Наиболее близким по технической сущности к изобретению является стенд для сборки под сварку и сварки поворотных стыков труб в клети, содержащий размещенные на основании роликоопоры для продольного перемещения, торцовый толкатель, средство для вращения трубы, рабочий инструмент, опорные элементы, выполненные в виде спаренных роликов, ось вращения которых параллельна оси транспортирования трубы, и привод подъема опорных элементов, включающий гидроцилиндр со штоком.
Недостаток известной конструкции стенда заключается в том, что механизм подъема опорных роликов не позволяет редуцировать в сторону снижения усилия на шток привода, что приводит к повышению ее энергоемкости.
Техническим результатом изобретения является снижение потерь вспомогательного времени в процессе резки и энергоемкости установки.
Это достигается тем, в предлагаемой установке привод подъема опорных элементов выполнен в виде смонтированного на основании перпендикулярно оси транспортирования трубы коленчатого вала с установленным на шейке этого вала роликом, закрепленного на штоке гидроцилиндра шатуна с цапфой на шейке коленчатого вала, и установленного на оси роликов роликоопор для продольного перемещения трубы поворотного рычага с опорной площадкой, установленного с возможностью взаимодействия с роликом коленчатого вала, при этом спаренные ролики опорного элемента смонтированы на поворотном рычаге.
Такое конструктивное выполнение для термической резки труб позволяет снизить коэффициент трения труб в местах их контакта с опорными элементами при продольном перемещении, что в свою очередь снижает износ рабочей поверхности опорных элементов, а следовательно, потери вспомогательного времени на их замену, благодаря изменению характера возникающих сил трения: вместо сил трения скольжения - силы трения качения.
Кроме того, снижается энергоемкость установки за счет уменьшения усилия на шток привода подъема опорных элементов путем редуцирования усилия на шток привода подъема опорных элементов в сторону снижения, т.е. возможно использование привода малой мощности.
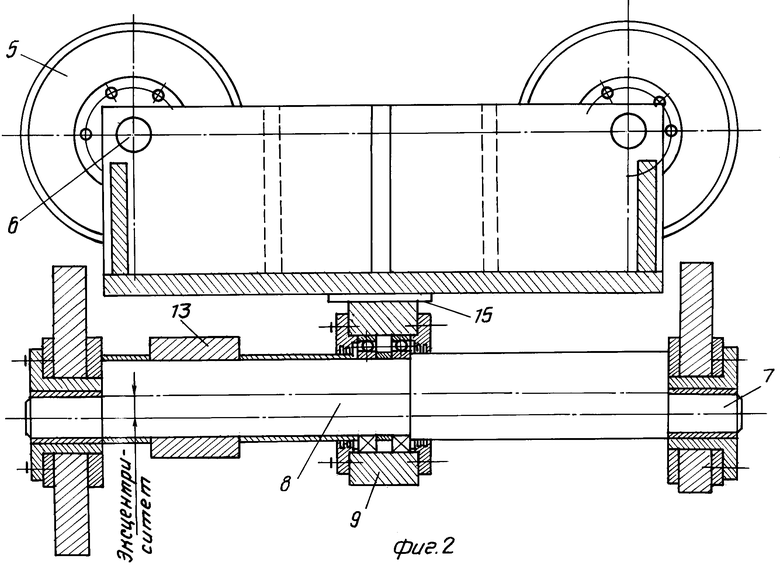
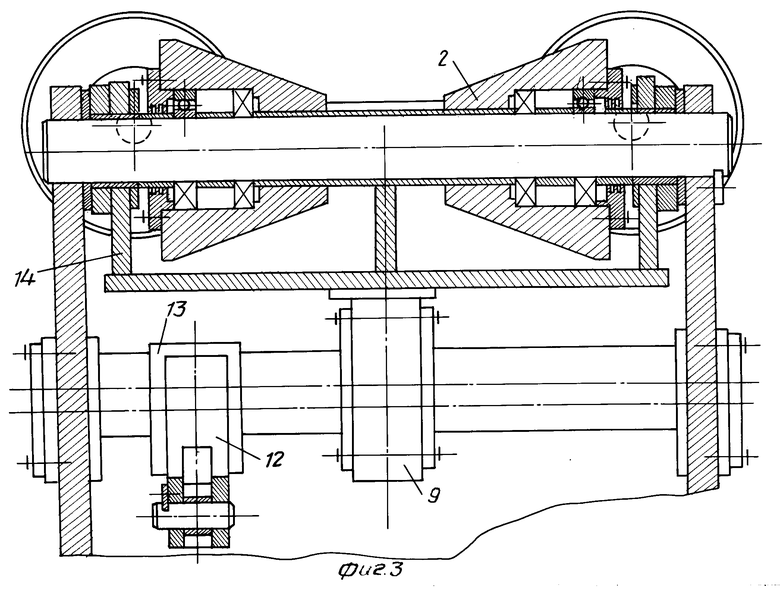
На фиг. 1 изображена установка для термической обработки труб, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1.
Установка для термической обработки труб состоит из размещенных на основании 1 роликоопор 2 для продольного перемещения трубы, торцового толкателя 3, средства для вращения трубы, рабочего инструмента 4, опорных элементов 5, выполненных в виде спаренных роликов, ось 6 вращения которых параллельна оси транспортирования трубы, и привода подъема опорных элементов 5, выполненного в виде смонтированного на основании 1 перпендикулярно оси транспортирования трубы коленчатого вала 7 с установленным на его шейке 8 роликом 9, закрепленного на штоке 10 гидроцилиндра 11 шатуна 12 с цапфой 13 на шейке 8 коленчатого вала 7, и установленных на оси роликов роликоопор 2 для продольного перемещения трубы поворотного рычага 14 с опорной площадкой 15, имеющего возможность взаимодействия с роликом 9 коленчатого вала 7.
Спаренные ролики каждого опорного элемента 5 смонтированы на поворотном рычаге 14. Средство для вращения трубы выполнено в виде установленного под углом к оси разрезаемой трубы приводного ролика 16 с приводом 17 и упорного узла 18.
Угол наклона приводного ролика должен быть не менее величины коэффициента трения скольжения материала трубы. Тяга 19 шарнирно связывает шатун 12 с аналогичными шатунами, установленными под каждым последующим опорным элементом 5 в ряду линии. Торцовый толкатель 3 закреплен на штоке 20 гидропривода 21.
Устройство работает следующим образом.
Опорные элементы 5 перед началом работы находятся в крайнем нижнем положении. Резак 4 устанавливают на требуемом технологическом расстоянии от верха трубы 21, расположенной на опорных элементах 5. Толкатель 3 находится в крайнем левом положении. Труба 21 поступает на роликоопоры 2. Включают гидропривод 20, который сообщает толкателю 3 горизонтально-поступательное движение для воздействия на задний торец трубы 21. Труба 21 продвигается до соприкосновения переднего торца с роликом упорного узла 17. После этого подается команда на обратный ход гидропривода 20 и на включение гидроцилиндра 11 для подъема опорных элементов 5 в рабочую позицию.
При включении гидроцилиндра 11 шток 10 воздействует на шатун 12, который поворачивает коленчатый вал 7 и сидящий на нем ролик 9. Ролик 9, воздействуя на рычаг 14, поворачивает его вокруг оси роликов роликоопор 2, поднимая при этом опорные элементы 5 в рабочее положение.
В этом положении опорных элементов 5 геометрический центр ролика 9 находится над осью вращения коленчатого вала 7 и расположен соосно этой оси. Благодаря этому рабочий крутящий момент относительно оси вращения коленчатого вала равен нулю, вследствие этого появляется возможность использовать привод подъема малой мощности, что снижает энергоемкость установки.
Благодаря тому, что ось роликов роликоопор 2 закреплена на раме перпендикулярно оси транспортирования, а сами ролики установлены шарнирно, труба транспортируется со значительно низким коэффициентом трения при использовании привода малой мощности, что также дополнительно снижает энергоемкость установки.
При подъеме опорных элементов 5 в рабочее положение передний торец трубы 21 скользит по цилиндрической поверхности ролика упорного узла 18, а в конце хода штока 10 гидроцилиндра 11 происходит поджатие трубы 21 к бочке приводного ролика 16, установленного под углом 14o к оси трубы 21 (коэффициент трения скольжения материала трубы равен 0,2). Включают привод 17 и ролик 16, вращаясь, сообщает трубе 21 одновременно вращательное и поступательное движение, в результате чего труба в течение всего времени резки принудительно поджата к ролику упорного узла 18. Включают резак 4, затем после отрезки конца трубы подается команда на включение гидроцилиндра 11 и опорные элементы 5 опускаются в свое исходное положение.
Предложенная установка для термической резки труб позволяет снизить потери вспомогательного времени в процессе резки, а следовательно, повысить производительность и уменьшить энергоемкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для балансировки коленчатых валов | 1984 |
|
SU1221520A1 |
| ЛОВИТЕЛЬ ЛЕНТЫ КОНВЕЙЕРА | 1991 |
|
RU2030345C1 |
| ТЕЛЕЖКА ДЛЯ ПРОМЕЖУТОЧНОГО КОВША ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛА | 1992 |
|
RU2033297C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ИЗМЕНЯЕМОЙ СТЕПЕНЬЮ СЖАТИЯ | 1991 |
|
RU2013603C1 |
| Устройство для подачи брусков под пакет листов | 1990 |
|
SU1819714A1 |
| Устройство для изменения степени сжатия поршневого двигателя внутреннего сгорания | 1991 |
|
SU1782291A3 |
| ДЕРЖАТЕЛЬ | 1995 |
|
RU2121947C1 |
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ТЕЛЕЖЕК КОЛОСНИКОВОЙ РЕШЕТКИ | 1992 |
|
RU2044980C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ПАЙКИ | 1992 |
|
RU2029664C1 |
Использование: для термической резки труб на мерные длины при использовании трубных заготовок. Сущность изобретения: установка для термической обработки труб состоит из размещенных на основании 1 роликоопор 2 для продольного перемещения трубы, торцового толкателя 3 с приводом, рабочего инструмента 4, опорных элементов 5 в виде роликов, ось вращения 6 которых параллельна оси транспортирования трубы, привода подъема роликов в рабочее положение, средства для вращения трубы. Привод подъема опорных элементов 5 содержит коленчатый вал 7, на шейке которого установлен ролик 9, гидроцилиндр 11 с шатуном 12 и цапфой 13 на штоке 10 гидроцилиндра. Цапфа установлена на шейке 8 коленчатого вала 7. Ролик 9, имеющий опорную площадку, воздействует на установленный на оси роликоопор 2 поворотный рычаг 14, поднимающий опорные элементы 5 в рабочее положение. Тяга 19 связывает шатун 12 с аналогичными шатунами каждого последующего привода. Труба подается толкателем 3 до соприкосновения с упорным узлом 18, после этого поднимаются опорные элементы 5, включается привод 17 и вращением ролика 16 трубе сообщается одновременно поступательное и вращательное движение. 3 ил.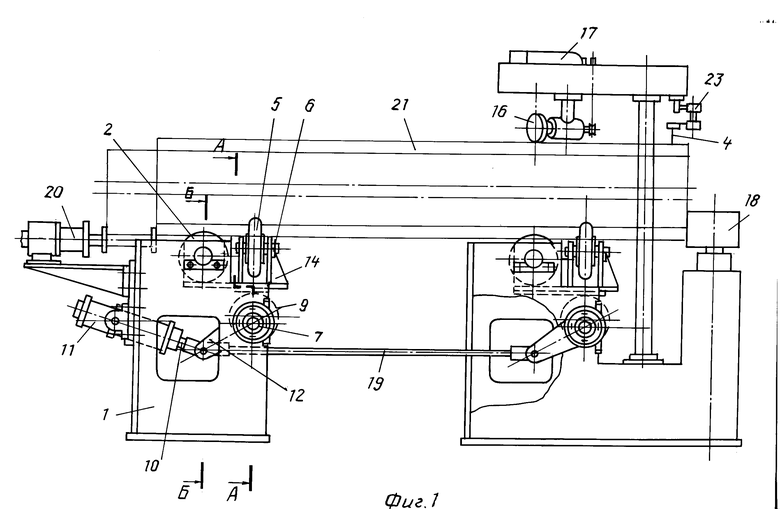
УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ, содержащая размещенные на основании роликоопоры для продольного перемещения трубы, торцевой толкатель, средство для вращения трубы, рабочий инструмент, опорные элементы, выполненные в виде спаренных роликов, ось вращения которых параллельна оси транспортирования трубы, и привод подъема опорных элементов, включающий гидроцилиндр с штоком, отличающаяся тем, что привод подъема опорных элементов выполнен в виде смонтированного на основании перпендикулярно оси транспортирования трубы коленчатого вала с установленным на шейке этого вала роликом, закрепленного на штоке гидроцилиндра шатуна с цапфой на шейке коленчатого вала и установленного на оси роликой, роликоопор для продольного перемещения трубы, поворотного рычага с опорной площадкой, установленного с возможностью взаимодействия с роликом коленчатого вала, при этом спаренные ролики опорного элемента смонтированы на поворотном рычаге.
| Стенд для сборки под сварку и сварки поворотных стыков труб | 1974 |
|
SU547318A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
