Изобретение относится к электротермическому оборудованию для пайки слоистой конструкции, например радиаторов, и может найти применение в автомобильной, тракторной, нефтехимической, энергетической, а также машиностроительной отраслях промышленности.
Известна нагревательная установка для вакуумной пайки, содержащая камеры загрузки, нагрева и охлаждения и механизм перемещения (подачи) каретки с установленными на ней изделиями, предназначенными для пайки; причем каретка имеет по два спаренных ролика, а привод ее перемещения выполнен из двух коленчатых валов, при этом ведущий вал соединен с ведомым посредством водила. Между водилом и прикрепленным к корпусу камеры загрузки стаканом установлено уплотнение, выполненное в виде эластичной пневматической камеры. На конце ведомого коленчатого вала закреплена звездочка с намотанной на нее цепью, а на конце цепи закреплен толкатель, имеющий возможность взаимодействия с кареткой (а.с. СССР N 1225728, кл. В 23 К 3/00, 1984).
Данная вакуумная нагревательная установка по существу является оборудованием периодического действия, главный недостаток которого - низкая производительность, обусловленная большими непроизводительными затратами технологического времени при каждом цикле пайки, а именно необходимостью вакуумирования всего объема установки до заданного технологическим процессом остаточного давления; необходимостью одновременного разогрева источника тепловой энергии и паяемого изделия с последующим одновременным охлаждением источника тепловой энергии со спаянным изделием до температуры, заданной технологией.
Кроме того оборудование периодического действия неэкономично. В сравнении с проходными вакуумными печами у них удельный расход электроэнергии на один килограмм массы продукции в 3-4 раза выше, съем одного килограмма массы с одного квадратного метра занимаемой производственной площади в 6-8 раз ниже.
Наличие в механизме привода перемещения кареток уплотнения, выполненного в виде эластичной пневматической камеры, отрицательно сказывается на надежности оборудования, так как в процессе эксплуатации уплотнение подвержено износу, а следовательно, возможна разгерметизация объема, что может привести к нарушению технологического процесса и снижению качества продукции.
Известна автоматическая линия для пайки деталей в вакууме, состоящая по крайней мере из трех последовательно соединенных вакуумных камер, транспортных устройств, предназначенных для перемещения приспособлений с закрепленными на них паяемыми изделиями, и приводов перемещения приспособлений.
Корпуса вакуумных камер выполнены из немагнитных материалов, каждый имеет собственную откачную систему, и разделены между собой затворами. Кроме того затворы установлены на входе и выходе автоматической линии, что позволяет обеспечить возможность автоматического функционирования вакуумных камер.
Транспортное устройство выполнено в виде технологического приспособления, на котором смонтирован постоянный магнит.
Приводы перемещения представляют собой ряд электромагнитов постоянного тока, которые смонтированы на наружной поверхности камер.
При включении электромагнитов постоянного тока создаваемое ими магнитное поле, воздействуя на постоянные магниты, установленные на приспособлениях, перемещает последние внутри вакуумных камер [1].
Конструкция автоматической линии обеспечивает пайку деталей "на проход" без прекращения рабочего цикла на загрузку и выгрузку. Линия выполнена по типу проходной вакуумной печи.
Автоматичеcкая линия имеет ограниченное применение и может быть использована только для пайки деталей в приспособлениях, габариты и масса которых малы, так как при пайке крупногабаритных деталей, например радиаторов, необходима мощная магнитная cиcтема приводов перемещения. В этом случае возрастут габариты линии, стоимость ее изготовления и сложность управления приводами.
Вторым недостатком линии является применение электромагнитных приводов, которые не обеспечивают точной фиксации транспортных устройств (приспособлений с паяемыми изделиями) на заданной позиции относительно источника нагрева, что может привести к снижению качества пайки.
Использование предложенного технического решения позволит увеличить производительность оборудования и обеспечить стабильное качество пайки в сравнении с известными заявителю техническими решениями.
Повышение качества пайки и производительности установки, включающей рабочую камеру, транспортные, вакуумную и нагревательную системы, а также клапанные устройства и средства загрузки-выгрузки, достигается тем, что средства загрузки-выгрузки расположены с двух сторон относительно клапанных устройств, а клапанные устройства выполнены в виде шлюзовых камер, размещенных между рабочей камерой и средствами загрузки-выгрузки, каждое клапанное устройство представляет собой герметичный корпус, в котором с возможностью перемещения посредством приводов установлено не менее двух заслонок; в рабочей камере размещены две зоны (нагрева и охлаждения), разделенных между собой тепловой заслонкой, имеющей возможность перемещения посредством привода в направлении, перпендикулярном продольном оси рабочей камеры; зона нагрева расположена в рабочей камере перед клапанным устройством, разделяющим рабочую камеру и средство загрузки; зона охлаждения расположена в рабочей камере перед клапанным устройством, разделяющим рабочую камеру и средство выгрузки; система транспортирования изделий внутри рабочей камеры и клапанных устройств (шлюзовых камер) выполнена в виде установленного в полости камер рельсового пути, предназначенного для перемещения по нему двумя приводами кареток с паяемыми изделиями; каждый из приводов связан с одной из двух штанг, расположенных внутри рабочей камеры
и имеющих возможность перемещения по направляющим, установленным в рабочей камере; при этом на штангах с возможностью поворота на осях установлены парами толкатели и фиксаторы, имеющие возможность взаимодействия с упорами, установленными на каретках и на направляющих штанг; штанги с толкателями и фиксаторами посредством приводов имеют возможность перемещаться в шлюзовые камеры, а каретки с изделиями из шлюзовой камеры в зону нагрева рабочей камеры из зоны охлаждения рабочей камеры в шлюзовую камеру; средства загрузки-выгрузки являются автономными устройствами и выполнены в виде стапелей, на которых установлены направляющие, предназначенные для перемещения посредством приводов кареток с паяемыми изделиями; привод как средства загрузки, так и средства выгрузки, связан с винтовой парой, гайка которой связана с тележкой с установленным на ней толкателем или захватом; захват или толкатель имеют возможность взаимодействия с упором, установленным на каретке; направляющие, средства загрузки-выгрузки для перемещения кареток по ширине колеи и по уровню совпадают с направляющими, установленными в шлюзовых камерах.
Предложенная конструкция (компоновка) установки позволяет обеспечить требуемый уровень остаточного давления атмосферы в объеме рабочей камеры и фиксировать каретки паяемыми изделиями в точно установленных положениях.
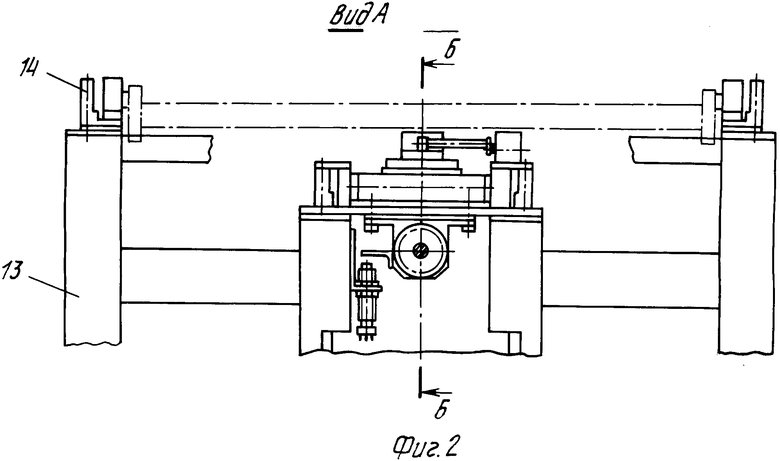
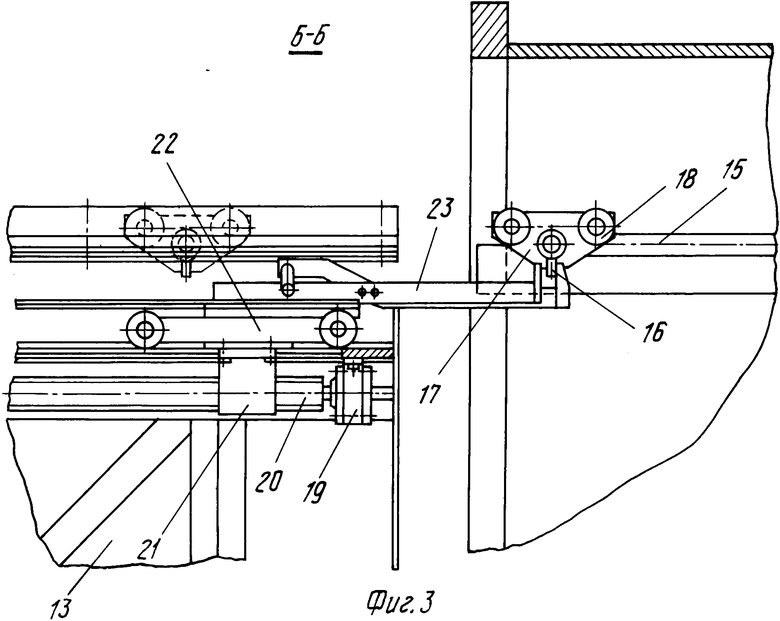
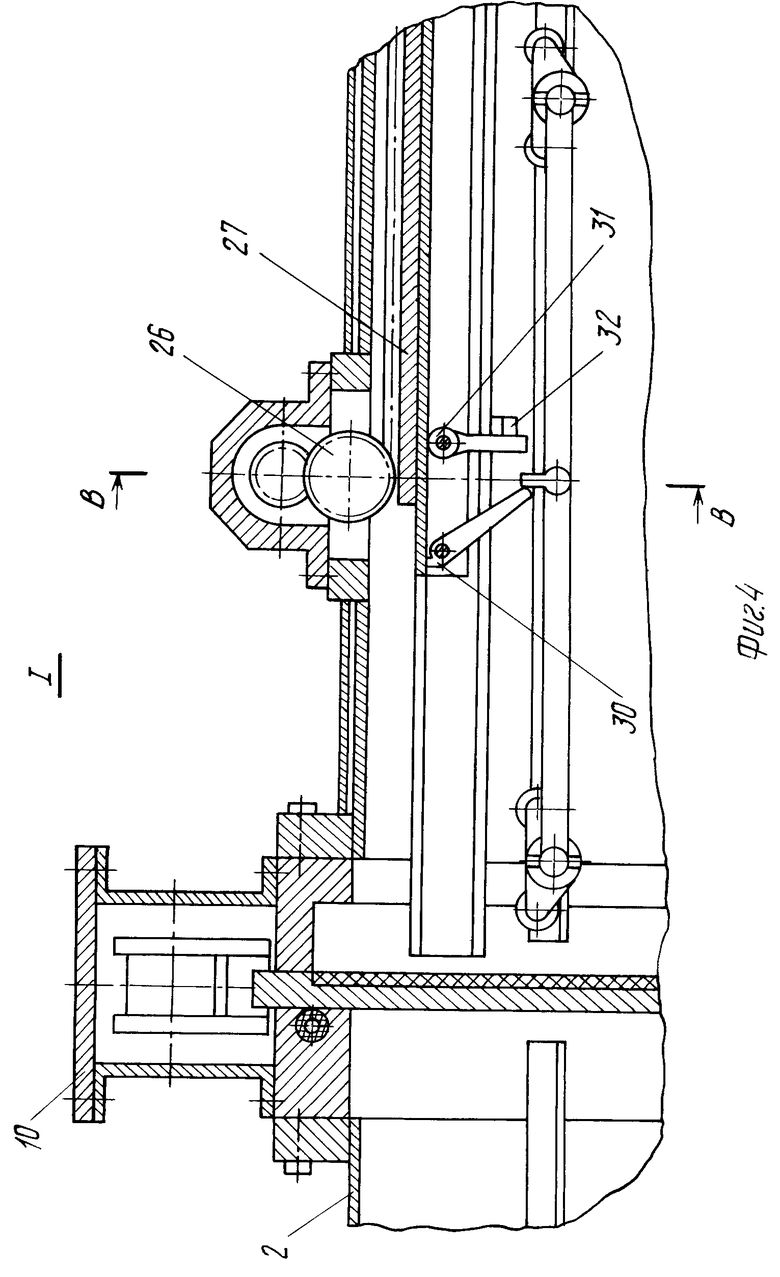
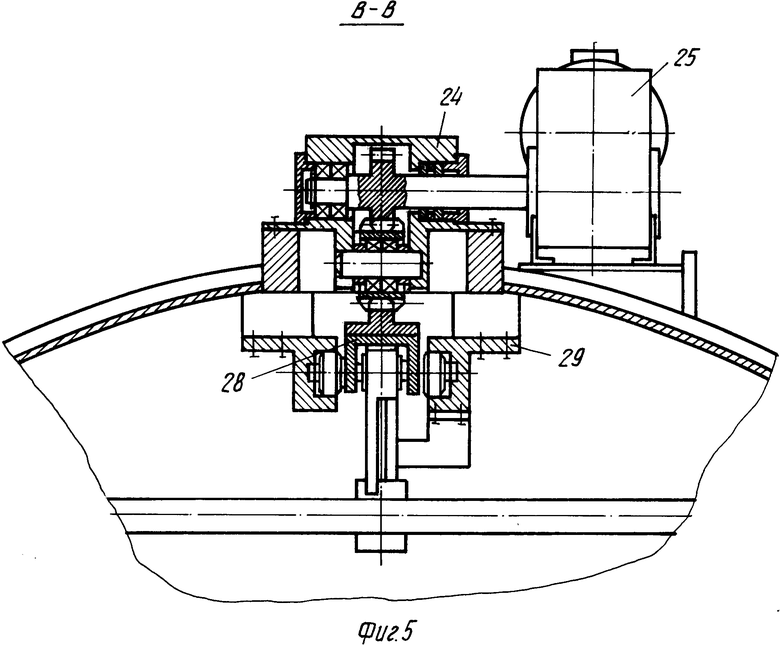
На фиг. 1 представлена блок-схема предлагаемой установки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - сечение В-В на фиг. 4.
Установка для вакуумной пайки содержит последовательно установленные устройство 1 загрузки, шлюзовую камеру 2, рабочую камеру 3, в которой размещены проходные нагреватели 4, экран 5, паяемые изделия 6, транспортные системы (позицией не обозначены), а также шлюзовую камеру 7 и устройство 8 выгрузки. Снаружи шлюзовых камер установлены заслонки 9, а между рабочей камерой и шлюзовыми камерами - заслонки 10. Разделение зон нагрева и охлаждения в рабочей камере достигается тепловой заслонкой 11, имеющей возможность перемещения посредством пневмоцилиндра 12 в направлении, перпендикулярном продольной оси рабочей камеры. Установка также оснащена системами вакуумирования и управления в автоматическом режиме.
Устройство загрузки содержит несущий стапель 13, на котором закреплены направляющие 14 с размещенной на них кареткой 15, предназначенной для установки и транспортирования паяемых изделий 6. Каретка 15 выполнена в виде рамы с элементами (не обозначены) установки паяемых изделий 6.
На каретке 15 установлены упоры 16 и роликовые блоки 17, ролики 18 которых располагают на направляющих 14.
На стапеле 13 закреплены подшипниковые опоры 19, в которых смонтирован винт 20 с навинченной на него гайкой 21, зафиксированной от поворота любым известным способом. Гайка 21 связана с тележкой 22, на которой установлен толкатель 23 или захват (не обозначен), имеющий возможность взаимодействия с упором 16. Винт 20 кинематически связан с двигателем (не обозначен), закрепленным на стапеле 13. На тележке 22 предусмотрено несколько положений (не обозначены) крепления, предназначенных для установки заданного положения толкателя 23 или захвата (не обозначено).
Устройство 8 выгрузки не имеет принципиальных отличий от устройства загрузки. Разница в том, что на устройство 8 выгрузки устанавливается захват, а на устройство загрузки - толкатель 23. Между устройством 1 загрузки и рабочей камерой 3, а также устройством 8 выгрузки и рабочей камерой 3 расположены шлюзовые камеры 2 и 7, представляющие собой герметичные корпуса. В шлюзовых камерах установлены по две заслонки 9 и 10, кинематически связанные с приводами перемещения (не обозначены). В шлюзовых камерах 2 и 7 установлены направляющие 14, предназначенные для перемещения по ним кареток 15 с паяемыми изделиями 6.
В рабочей камере 3 предусмотрено две зоны: нагрева и охлаждения (не обозначены). Зона нагрева образована проходными блоками нагревателей 4, число которых может быть различным и зависит от ряда факторов, хорошо известных специалистам. Проходные нагревательные блоки могут быть выполнены как одноручьевыми, так и многоручьевыми. В качестве нагревательных элементов может быть использована, например, проволока с высоким омическим сопротивлением.
Зона охлаждения образована охлаждаемыми стенками рабочей камеры 3 и экраном 5. Зона охлаждения отделена от зоны нагрева тепловой заслонкой, связанной со штоком пневмоцилиндра 12.
В установке предусмотрены две одинаковые транспортные системы перемещения кареток 15 с паяемыми изделиями 6. Каждая система выполнена в виде установленного на поверхности камеры двигателя (не обозначено), кинематически связанного через редукторы 24 и 25 с зубчатым колесом 26, которое находится в зацеплении с рейкой 27. Рейка укреплена на штанге 28, имеющей возможность перемещения в направляющих 29, размещенных в полости рабочей камеры 3.
На штангах 28 установлены парами толкатели 30 и фиксаторы 31. Толкатели и фиксаторы расположены с возможностью поворота на осях. Каждый из фиксаторов имеет возможность взаимодействия с одним из упоров 32, закрепленных на направляющих 29, а каждый из толкателей имеет возможность взаимодействия с одним из упоров 16, закрепленных на каретке 15.
Разъемы в рабочей камере, предназначенные для ввода элементов привода транспортной системы, герметизированы известными для специалистов способами.
Для повышения точности позиционирования кареток 15 с паяемыми изделиями 6 при перемещении последних в процессе пайки редукторы 25 выполнены самотормозящимися, а двигатели (не обозначено) снабжены тормозными устройствами (не обозначены).
Системы вакуумирования и нагрева выполнены известным для специалистов образом, поэтому в материалах заявки не рассмотрены.
Установка для вакуумной пайки функционирует следующим образом.
Паяемые изделия 6 собираются и готовятся для пайки на сборочном посту (не показан), после чего устанавливаются на каретки 15. Каретка 15 с паяемыми изделиями любым известным способом (тельфером, кран-балкой и т.п.) подается на устройство 1 загрузки таким образом, что ролики 18 блоков 17 располагаются на направляющих 14.
Система вакуумирования (не обозначена) установки работает непрерывно, поддерживая заданный уровень остаточного давления в рабочей камере 3. Шлюзовые камеры 2 и 7 имеют возможность периодического подключения к системе вакуумирования. Заданный уровень остаточного давления в шлюзовых камерах и рабочей камере поддерживается автоматически.
Система вакуумирования выполнена известным для специалистов образом, в данном случае она не является предметом защиты, поэтому в материалах заявки не раскрыта.
Управление технологическим процессом поста осуществляется автоматически посредством применения известного микропроцессорного контроллера (не показан).
Работа установки в автоматическом цикле начинается с момента установки первой камеры с паяемым изделием 6 (конструкция каретки допускает установку на нее нескольких предназначенных для пайки изделий) на устройство 1 загрузки.
После установки каретки 15 паяемыми изделиями 6 на направляющие 14 устройства 1 загрузки шлюзовые камеры 2 и 7 сообщаются с атмосферой, затем включаются приводы перемещения (не обозначено) заслонок 9, которые открывают шлюзовые камеры 2 и 7. Заслонки 10 закрыты. Шлюзовая камера 2 открыта для перемещения в нее каретки 15 с паяемыми изделиями 6, а шлюзовая камера 7 открыта для извлечения из нее каретки 15 со спаянными изделиями.
Для перемещения каретки 15 в шлюзовую камеру 2 включается двигатель (не обозначен), который приводит во вращение винт 20, вследствие чего гайка 21 получает поступательное движение. Поскольку гайка 21 связана с тележкой 22, на которой установлен толкатель 23, то последний вступает в контакт с упором 16, смонтированным на каретке 15, и перемещает каретку в шлюзовую камеру 2. По окончании загрузки двигатель реверсируется и гайка 21 с тележкой 22 и толкателем 23 занимает исходное положение. Устройство 1 загрузки подготовлено к приему следующей каретки 15 с паяемыми изделиями 6.
После отключения реверса двигателя устройства загрузки включается реверс двигателя привода перемещения заслонки 9, заслонка 9 приходит в исходное положение и перекрывает шлюзовую камеру 2.
Аналогичным образом в том же порядке и одновременно с загрузкой осуществляется извлечение каретки 15 со спаянными изделиями 6 из шлюзовой камеры 7.
После закрытия заслонками 9 шлюзовых камер 2 и 7 и их герметизации включается система вакуумирования, которая откачивает атмосферу из шлюзовых камер 2 и 7 до заданного остаточного давления. При достижении заданного остаточного давления в шлюзовых камерах включаются приводы перемещения (не обозначены) заслонок 10 и пневмоцилиндр 12, являющийся приводом тепловой заслонки 11, в результате чего в установке образуется общий герметизированный объем, состоящий из шлюзовых камер 2 и 7 и рабочей камеры 3, что создает условия для транспортирования кареток 15 с изделиями 6 из шлюзовой камеры 2 в зону нагрева рабочей камеры, из зоны нагрева в зону охлаждения и из зоны охлаждения в шлюзовую камеру 7.
При крайних положениях (Открыто) заслонок 10 и тепловой заслонки 11 включаются двигатели (не обозначено) транспортных систем, которые через редукторы 24 и 25 приводят во вращение зубчатые колеса 26, находящиеся в зацеплении с рейками 27, которые перемещает штанги 28: левую в направлении шлюзовой камеры 2 до тех пор, пока упор 16 каретки 15, находящейся в шлюзовой камере, не окажется между левой парой толкателя 30 и фиксатора 31; при этом упоры 16 кареток 15, находящихся в зоне нагрева, кроме последней также окажутся между соответствующими парами толкателей и фиксаторов; правую в направлении шлюзовой камеры 7 до тех пор, пока последняя каретка, находящаяся в зоне нагрева, не переместится в зону охлаждения, а последняя каретка, находящаяся в зоне охлаждения, не переместится в шлюзовую камеру 7; перемещение кареток осуществляется одновременно.
При крайних положениях штанг 28 (штанги находятся в шлюзовых камерах 7) включается реверс двигателей транспортных систем, в результате чего штанги 28 перемещаются; левая в направлении зоны охлаждения рабочей камеры 3; при этом одновременно перемещаются все каретки, находящиеся в шлюзовой камере и зоне нагрева рабочей камеры; правая в направлении зоны нагрева рабочей камеры 3 до тех пор, пока упор 16 каретки 15, находящейся в зоне нагрева последней, не окажется между левой парой толкателя 30 и фиксатора 31; при этом упоры 16 кареток 15, находящихся в зоне охлаждения, а также окажутся между соответствующими парами толкателей и фиксаторов.
При крайних положениях штанг 28 (штанги находятся в рабочей камере 3) включается реверс приводов перемещения заслонок 10 и пневмоцилиндра 12 тепловой заслонки 11.
После перекрытия заслонками 10 шлюзовых камер 2 и 7 и герметизации рабочей камеры 3 каретки со спаянными изделиями выдерживаются в рабочей камере в течение определенного времени, определяемого циклом работы установки.
Начало выдержки изделий в рабочей камере 3 является и началом нового автоматического цикла работы: разгерметизация шлюзовых камер 2 и 7, загрузка-выгрузка кареток 15 с паяными изделиями 6 и т.д.
С каждым новым циклом работы установки каретки 15 с паяемыми изделиями перемещаются на один шаг.
Каретки 15 с паяемыми изделиями 6 расположены во всем объеме установки кроме шлюзовой камеры 2.
При первоначальном запуске установки для вакуумной пайки порядок функционирования ее остается неизменным, только в этом случае загрузка установки осуществляется циклично-последовательно каретка за кареткой.
Толкатели 30 и фиксаторы 31 закреплены на штангах 28 с возможностью поворота на осях.
В процессе перемещения каретки толкатель 30 контактирует нижней частью с упором 16 каретки 15, а верхней частью со штангой 28; фиксатор 31 имеет возможность взаимодействия с упором 32, установленным на направляющей 29, и упором 16 каретки 15 и предназначен для исключения перемещения каретки 15 после остановки штанги 28, т.е. для позиционирования каретки 15, что повышает качество пайки.
При реверсировании перемещения штанг 28 толкатели 30 и фиксаторы 31 поворачиваются на осях, освобождая упоры 16 кареток 15.
Установка шлюзовых камер 2 и 7, отделяющих рабочую камеру 3 от устройств загрузки 1 и выгрузки 8, позволяет исключить вакуумирование устройств, что значительно сокращает объем вакуумирования.
Выполнение транспортной системы, состоящей из двух автономных кинематических цепей, повышает точность ее работы, так как уменьшается накопленная погрешность при изготовлении ряда деталей привода и существенно облегчается движущая масса каждого привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАТВОР ДЛЯ ВАКУУМНЫХ ПЕЧЕЙ | 1992 |
|
RU2047801C1 |
| ТОЛКАТЕЛЬНАЯ ПЕЧЬ С КОНТРОЛИРУЕМОЙ АТМОСФЕРОЙ ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1993 |
|
RU2085820C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПУТЕМ ИОННОГО ОБМЕНА | 2006 |
|
RU2305078C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2094190C1 |
| Универсальная электропечь | 1981 |
|
SU1038370A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ И РАСФОРМИРОВАНИЯ ПАКЕТОВ ИЗДЕЛИЙ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1992 |
|
RU2025429C1 |
| КАРУСЕЛЬНАЯ МОЕЧНО-СУШИЛЬНАЯ УСТАНОВКА | 1991 |
|
RU2022674C1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОЙ ДУГОГАСИТЕЛЬНОЙ КАМЕРЫ | 1992 |
|
RU2054726C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2096143C1 |
Использование: для пайки изделий слоистой конструкции типа радиаторов. Сущность изобретения: установка для вакуумной пайки содержит устройства 1 загрузки, шлюзовые камеры 2 и 7, рабочую камеру 3 с нагревателями 4, образующими зону нагрева, и экраном 5, образующим со стенками камеры 3 зону охлаждения. Заслонка 11 разделяет зону нагрева от зоны охлаждения. Заслонки 9 обеспечивают герметизацию объема камер 2 и 7, заслонки 10 разделяют рабочую камеру со шлюзовыми и позволяют образовывать в установке общий герметизированный объем, что создает условия для транспортирования кареток с изделиями 6 из шлюзовой камеры 2 в зону нагрева, из зоны нагрева в зону охлаждения и из зоны охлаждения в шлюзовую камеру 7. Устройство 8 выгрузки осуществляет разгрузку готовых изделий. Транспортная система, состоящая из 2-х автономных цепей, позволяет осуществлять загрузку кареток последовательно одна за другой и их шаговое перемещение. 1 з.п. ф-лы, 5 ил.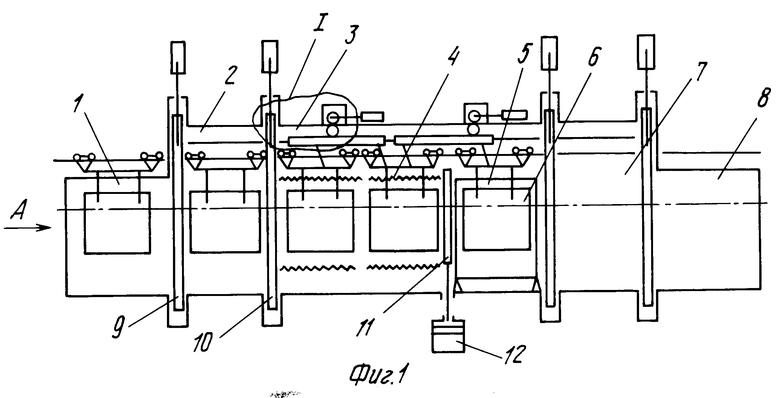
| Патент США N 4166563, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
