Изобретение относится к обработке металлов резанием и может быть использовано при обработке плоских поверхностей деталей на фрезерных станках с ЧПУ.
Известен способ управления процессом многолезвийной обработки, в котором инструмент перемещают вдоль продольной оси заготовки с постоянной подачей [1].
Недостатком известного способа является снижение точности при обработке заготовок переменной ширины. Это объясняется тем, что изменение ширины приводит к изменению угла контакта инструмента и заготовки, а значит и количества лезвий инструмента, одновременно находящихся в резании, в результате чего становится переменным значение суммарной силы резания. Следовательно, будет непостоянной величина относиельных упругих отжатий инструмента и заготовки, определяющая показатели точности обработки.
Наиболее близким по сущности к изобретению является способ управления процессом многолезвийной обработки заготовок переменной ширины [2], который включает определение текущего положения инструмента и его перемещение с подачей, обратно пропорциональной ширине заготовки. Это позволяет стабилизировать величину суммарной силы резания при изменении количества лезвий инструмента, одновременно находящихся в резании.
Однако обеспечение стабилизации силы резания таким образом приводит к снижению производительности процесса обработки, так как на участках большей ширины подача должна быть уменьшена. Следовательно, время обработки заготовки в целом будет увеличено.
Указанный недостаток устраняется в заявляемом способе управления процессом многолезвийной обработки заготовок переменной ширины.
Для этого инструмент перемещают по траектории, обеспечивающей постоянство угла контакта инструмента и заготовки и следовательно количества лезвий инструмента, одновременно находящихся в резании.
Требуемую траекторию рассчитывают по формуле:
Yi = f(хi) - R (cos βi + tg α˙sin βi), (1) где f(хi) - текущее значение функции, описывающей контур заготовки (для симметричной заготовки - половина ее ширины), мм;
хi - текущее положение центра инструмента относительно продольной оси заготовки, мм;
R - радиус инструмента, мм;
tg α= (Bmaх - Bmin)/L, где Bmaх, Bmin - максимальное и минимальное значения функции f(х) на длине заготовки L, мм;
βi=180°-arctgK1/K2-arcsin 2·f(xi)/R
2·f(xi)/R
K1 = 1 + tgα . sin Ψ - cos Ψ
K2 = sin Ψ + tg α (1+ cosΨ ), где Ψ - угол контакта инструмента и заготовки, постоянство которого обеспечивается при управлении
Ψ = arcsin (R/Bmaх) (2)
Для обеспечения максимальной производительности обработки подачу инструмента в направлении продольной оси заготовки назначают постоянной, а ее величину принимают максимально возможной для заданной шероховатости обработанной поверхности. Скорость в направлении, перпендикулярном продольной подачи, выбирается таким образом, чтобы обеспечить требуемую траекторию движения.
Обеспечение постоянного угла контакта инструмента и заготовки за счет перемещения инструмента по траектории, рассчитываемой по формуле (1), позволяет повысить производительность процесса обработки. Время обработки t1 в способе, принятом за прототип, складывается из времени Δt обработки элементарных участков длиной Δх:
Δt = Δх/Sхi,
t1=L (1/Sxi)
(1/Sxi)
В заявляемом способе управления время обработки t2 определяется временем перемещения инструмента вдоль продольной оси заготовки:
t2 = L/Sx, причем Sx= maх (Sxi).
Следовательно, можно заключить, что t1 > t2.
Способ управления процессом многолезвийной обработки деталей переменной ширины реализуется следующим образом.
Исходя из заданных условий (радиус инструмента и максимальная ширины заготовки) согласно выражению (2), рассчитывают угол контакта Ψ постоянство значения которого необходимо обеспечить при управлении.
Определяют текущее положение хi центра инструмента относительно продольной оси заготовки и соответствующее значение f (хi). При этом в расчете не рассматриваются участки врезания и выхода инструмента из резания, так как заявляемый способ предназначен для стабилизации установившегося процесса обработки. В этом случае максимальная координата смещения центра инструмента хmaх определится как
хmaх = L+х0 - R, где х0 - расстояние от начального положения центра инструмента, совпадающего с началом осей координат, до левого края заготовки:
х0 = R/сos (Ψ/2).
По выражению (1) рассчитывают величину перемещения в направлении, перпендикулярном продольной оси заготовки Уi предварительно вычислив значение βi.
Осуществляют перемещение инструмента, при этом значение продольной подачи Sx выбирается максимально возможным (в зависимости от материала режущей части лезвий) для обеспечения заданной шероховатости обработанной поверхности. Значение поперечной подачи Sу определяется так, чтобы была реализована требуемая траектория:
Sy = Δу/Δ t = (уi - уi-1)Sх/ Δх, где Δх, Δу - приращение траектории в направлении подач Sх, Sу, мм;
Δ t - время, необходимое для перемещения инструмента на величину Δх, мин.
П р и м е р. Заготовка длиной L = 110 мм, имеющая трапецеидальный контур, боковые стороны которого описываются функциями у1 = -0,1х+43 и у2 = -у1, обрабатывалась торцовой фрезой (R=50 мм). В начальный момент времени центр инструмента располагается в точке, совпадающей с началом осей координат. Материал режущей части лезвий - твердый сплав, требуемая шероховатость обработанной поверхности Rа = 1,6 мкм.
Рассчитывают величину угла контакта инструмента и заготовки, постоянство которого необходимо обеспечить при управлении. Для радиуса инструмента R = 50 мм и максимальной ширины заготовки Bmaх = 40 мм (Bmaх= -0,1 30+43) его значение составит:
Ψ = 2 arcsin (40/50) = 106 . 2602o.
Определяют значения хo и хmaх:
хo = 50 . cos (106 . 2602/2) = 30 мм,
хmaх = 110+30-50 = 90 мм.
Величину уi смещения центра инструмента в направлении, перпендикулярном продольной оси заготовки, определяют через шаг приращения координаты х, равный 1 мм ( Δх = 1 мм).
Подача в направлении оси OХ для требуемой величины шероховатости (Rа = 1,6 мкм) материала режущей части лезвий - твердый сплав составляет Sх = 0,5 мм/об.
Подачу в направлении оси OY для принятого шага Δх = 1 мм рассчитывают по формуле:
Sу = (уi - уi-1) . 0,5 мм/об.
В таблице приведены значения смещения центра инструмента уi в направлении, перпендикулярном подаче Sх, и соответствующие величины подачи Sу для некоторых точек обрабатываемой заготовки.
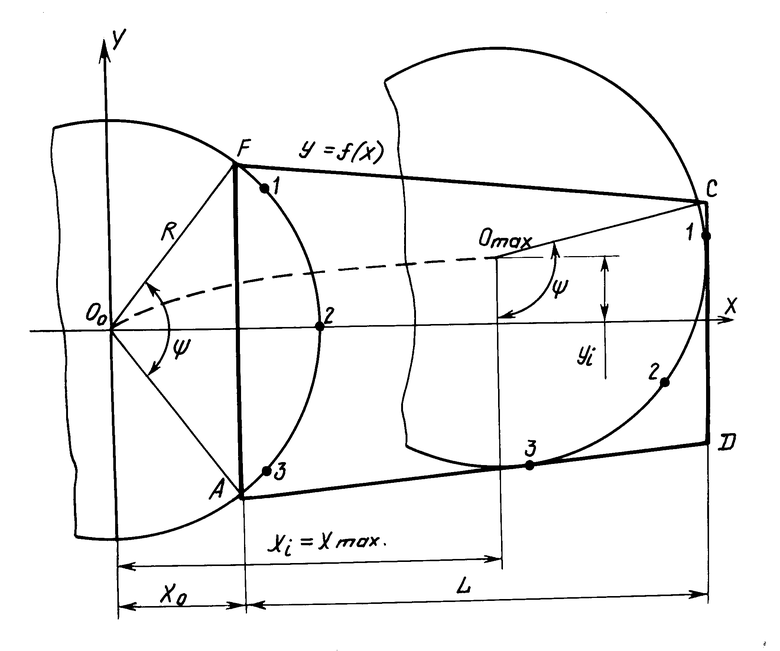
На чертеже показаны положения инструмента относительно продольной оси заготовки в начале управления процессом многолезвийной обработки заготовки переменной ширины и при смещении его центра на величину Хmaх. На схеме приняты следующие обозначения: OoХ, OoY - продольная и поперечная оси заготовки; AFCD - контур заготовки; у = f(х) - функция, описывающая боковую сторону контура заготовки; L - длина заготовки; R - радиус многолезвийного инструмента. 1,2,3 - положение режущих лезвий инструмента; Ψ - угол контакта инструмента в заготовки, постоянство которого обеспечивается при управлении; хo - расстояние от начального положения центра инструмента, совпадающего с началом осей координат, до левого края заготовки; хi - текущее положение центра инструмента относительно оси ОХ; Уi - текущее значение величины смещения центра инструмента в направлении оси OY; ОoОmaх - траектория движения центра многолезвийного инструмента.
Применение заявляемого способа позволяет сократить время обработки деталей переменной ширины за счет использования максимально возможной подачи в направлении продольной оси заготовки. Кроме того, перемещение инструмента по траектории, обеспечивающей постоянство угла контакта, дает возможность обеспечить равномерность процесса резания, что способствует повышению его устойчивости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ЗАГОТОВОК С ПЕРЕМЕННЫМ ПРИПУСКОМ | 1996 |
|
RU2107593C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ФРЕЗОЙ | 1996 |
|
RU2102197C1 |
| ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ | 1998 |
|
RU2130700C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| ЗЕНКЕР | 1998 |
|
RU2130362C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ ПО МАССАМ | 1996 |
|
RU2098170C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УСИЛИЙ | 1997 |
|
RU2123672C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ ПО МАССАМ | 1998 |
|
RU2147458C1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |

Использование: обработка плоских поверхностей заготовок на фрезерных станках с ЧПУ. Сущность изобретения: способ включает определение текущего положения инструмента, вычисление его подачи и перемещение в направлении продольной оси заготовки по траектории, обеспечивающей постоянство угла контакта инструмента и заготовки. Требуемую траекторию рассчитывают по приведенной в описании формуле. 1 ил., 1 табл.
СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ ЗАГОТОВОК ПЕРЕМЕННОЙ ШИРИНЫ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ, включающий перемещение инструмента вдоль заготовки с подачей, определяемой в зависимости от текущего положения инструмента, отличающийся тем, что перемещение инструмента вдоль заготовки осуществляют по траектории, обеспечивающей постоянство угла контакта инструмента и заготовки.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Балакшин Б.С | |||
| Новые принципы наладки и подналадки технологических процессов | |||
| - Вестник машиностроения, 1957, N 1. | |||
