Изобретение относится к обработке металлов резанием и может быть использовано при обработке поверхностей деталей на станках с ЧПУ.
Известен способ фрезерования заготовок с переменным припуском, в котором ось концевой фрезой устанавливают перпендикулярно обрабатываемой поверхности заготовки [1].
Недостатком известного способа является его низкая производительность, так как на участках увеличения припуска подачу уменьшают для компенсации возрастающих сил резания.
Наиболее близким по технической сущности к предлагаемому изобретению (прототипом) является способ фрезерования заготовок с переменным припуском концевой фрезой, включающий ее перемещение относительно заготовки с постоянной на всех участках подачей по траектории, эквидистантной обрабатываемой поверхности. При этом для обеспечения требуемой производительности обработку ведут концевой фрезой, которую предварительно изготавливают с параметрами, выбранными исходя из соотношения между величинами максимального и минимального припусков [2].
Недостатком описанного способа является его невысокая точность, обусловленная тем, что площадь контакта фрезы и заготовки будет изменяться при изменении величины припуска. При этом станет переменной величина силы резания, которая определяет значения взаимных упругих отжатий фрезы и заготовки. Кроме того, описанный способ имеет ограниченную область применения, так как при обработке заготовок с другими соотношениями между величинами максимального и минимального припусков необходимо рассчитывать и изготовлять фрезу с другими параметрами.
Сущность изобретения состоит в том, что в способе обработки заготовок с переменным припуском, включающем перемещение концевой фрезы с постоянной подачей по траектории, эквидистантной обрабатываемой поверхности, при обработке участков поверхности с максимальным по величине припуском ось фрезы устанавливают перпендикулярно направлению подачи. При обработке остальных участков поверхности предварительно определяют для каждого участка угол наклона оси концевой фрезы таким образом, чтобы площадь контакта рабочей поверхности концевой фрезы и заготовки на данном участке была равна площади контакта рабочей поверхности концевой фрезы и заготовки на участке с максимальным припуском по выражению
0,5•(P+π•D/2)•ti= π•D•tmax/2, (1)
где
D - диаметр фрезы, мм;
tmax - максимальная величина припуска, мм;
ti - текущая величина припуска, мм;
β - угол наклона фрезы, град.
Техническим результатом применения заявляемого способа является повышение точности обработки заготовок с переменным припуском путем стабилизации величины силы резания за счет обеспечения постоянства площади контакта фрезы и заготовки. Кроме того, способ позволяет использовать стандартную концевую фрезу, что делает его универсальным и расширяет его область применения.
Заявляемый способ может быть реализован при обработке заготовок с переменным припуском на станках с ЧПУ.
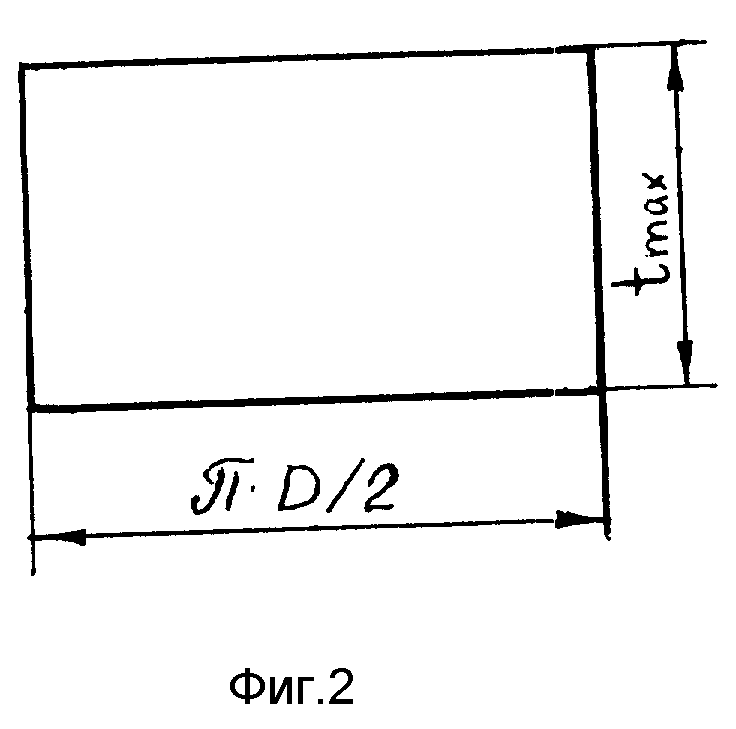
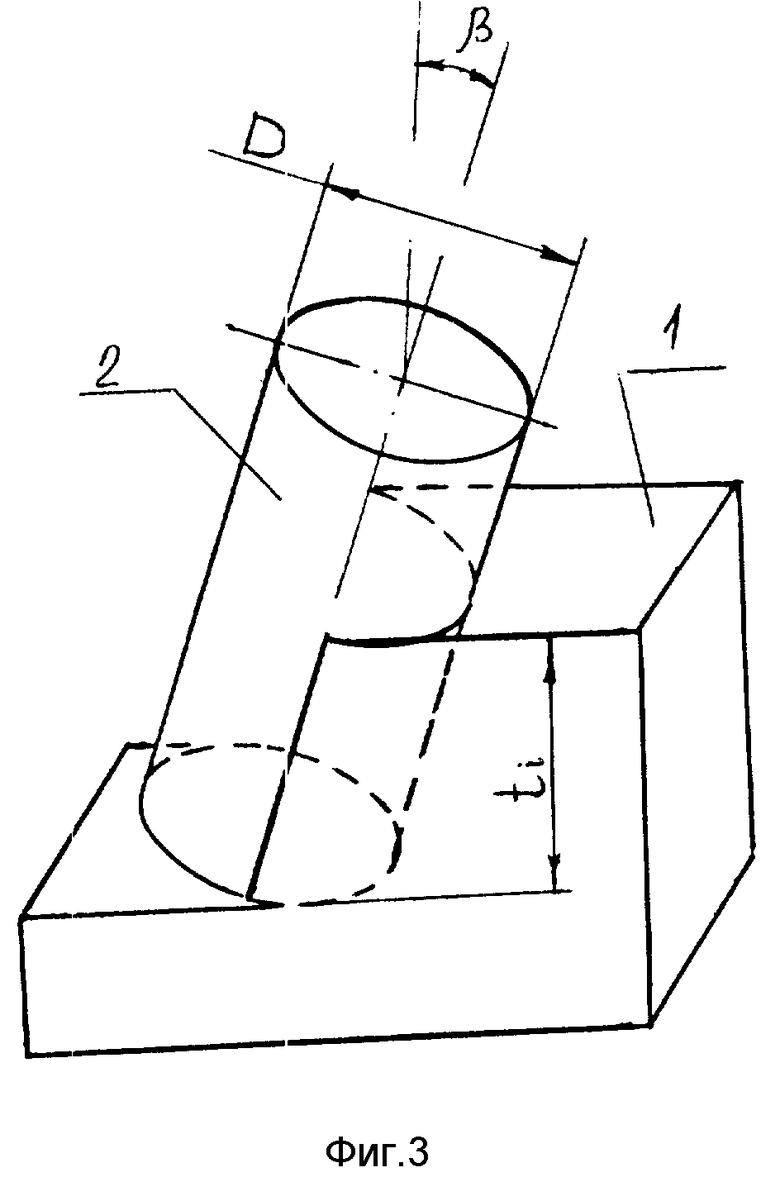
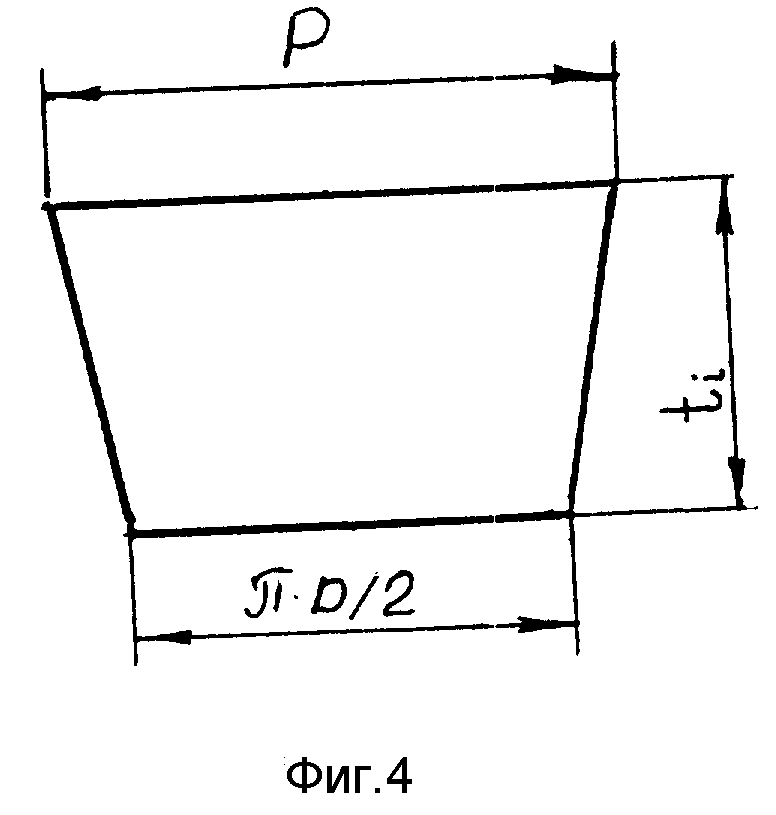
На фиг. 1 показана схема обработки концевой фрезой участка заготовки с максимальным по величине припуском tmax; на фиг. 2 - развертка поверхности контакта фрезы и заготовки с максимальным по величине припуском; на фиг. 3 - схема обработки концевой фрезой участка заготовки с припуском величиной ti; на фиг. 4 - развертка поверхности контакта фрезы и заготовки после наклона фрезы на угол β .
Способ обработки заготовок с переменным припуском осуществляется следующим образом.
Перед началом обработки на заготовке 1 (фиг. 1) определяют участок с максимальным по величине припуском tmax и для этого участка рассчитывают значение площади Smax контакта фрезы 2 (диаметра D) и заготовки 1
Smax= π•D•tmax/2 .
При обработке участка заготовки 1 с максимальным по величине припуском tmax ось концевой фрезы 2 устанавливают перпендикулярно направлению подачи и перемещают фрезу по траектории, эквидистантной обрабатываемой поверхности.
При обработке остальных участков поверхности заготовки 1 (фиг. 3) предварительно определяют для каждого участка угол наклона β оси концевой фрезы 2 (фиг. 3). Угол β определяют таким образом, чтобы площадь контакта 5 рабочей поверхности фрезы 2 и заготовки 1 на данном участке была равна площади контакта Smax рабочей поверхности концевой фрезы 2 и заготовки 1 на участке с максимальным припуском.
Si = Smax,
где
Si - площадь контактной фрезы и заготовки на данном участке.
Величину Si определяют как площадь развертки контакта, имеющей вид трапеции
Si= (P+π•D/2)•t/2, ,
где
P - длина верхнего основания трапеции, представляющая собой половину длины эллипса .
.
После определения угла наклона оси концевой фрезы для каждого участка, производят обработку заготовки 1 (фиг. 3) концевой фрезой 2 (фиг. 3), которую наклоняют на соответствующий угол β и перемещают с равномерной подачей по траектории, эквидистантной обрабатываемой поверхности детали.
Пример конкретного исполнения. Производят обработку детали с переменным припуском концевой фрезой. Диаметр фрезы D = 20 мм. Величина припуска t на участках детали следующая
Участок - Припуск, мм
1 - 20
2 - 17
3 - 15
4 - 13
Максимальный припуск имеет первый участок. Значение площади контакта Smax фрезы и заготовки для этого участка составит
Smax = D•tmax/2 = 3,14•20•20/2 = 614 мм2.
При обработке первого участка ось фрезы устанавливают перпендикулярно направлению подачи.
Для обработки остальных участков рассчитывают величину угла наклона оси фрезы β по выражению (1), используя численный метод. Результаты расчета угла наклона оси фрезы следующие
Участок - Угол βo
1 - 0
2 - 75,27
3 - 79,58
4 - 81,67
После расчета производят обработку заготовки концевой фрезой, ось которой наклоняют на каждом участке на соответствующий угол β .
Преимуществом предлагаемого способа по сравнению с прототипом является его более высокая точность и универсальность.
Источники информации.
1. Сафраган В.Э. и др. Эксплуатация станков с числовым программным управлением. - Киев: Техника, с. 145.
2. Авт. св. СССР N 1424988, кл. B 23 C 3/00, !989((прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ФРЕЗОЙ | 1996 |
|
RU2102197C1 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ ЗАГОТОВОК ПЕРЕМЕННОЙ ШИРИНЫ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1992 |
|
RU2028909C1 |
| ОБРАЗЕЦ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ НАМАГНИЧЕННЫХ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2097735C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ ПО МАССАМ | 1996 |
|
RU2098170C1 |
| ВИХРЕКАМЕРНЫЙ ДИЗЕЛЬ | 1994 |
|
RU2079676C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ ПО МАССАМ | 1998 |
|
RU2147458C1 |
| КОНЦЕВАЯ ФРЕЗА | 1998 |
|
RU2147492C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| ОСЕВОЙ ВЕНТИЛЯТОР | 1996 |
|
RU2098936C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
Способ может быть использован для обработки поверхностей деталей на станках с ЧПУ. Перед началом обработки на заготовке определяют участок с максимальным припуском и для него рассчитывают значение площади контакта фрезы и заготовки. При обработке такого участка ось фрезы устанавливают перпендикулярно направлению подачи. При обработке остальных участков поверхности заготовки предварительно определяют для каждого участка угол наклона оси концевой фрезы таким образом, чтобы площадь контакта рабочей поверхности концевой фрезы и заготовки на данном участке была равна площади контакта рабочей поверхности концевой фрезы и заготовки на участке с максимальным припуском. 4 ил.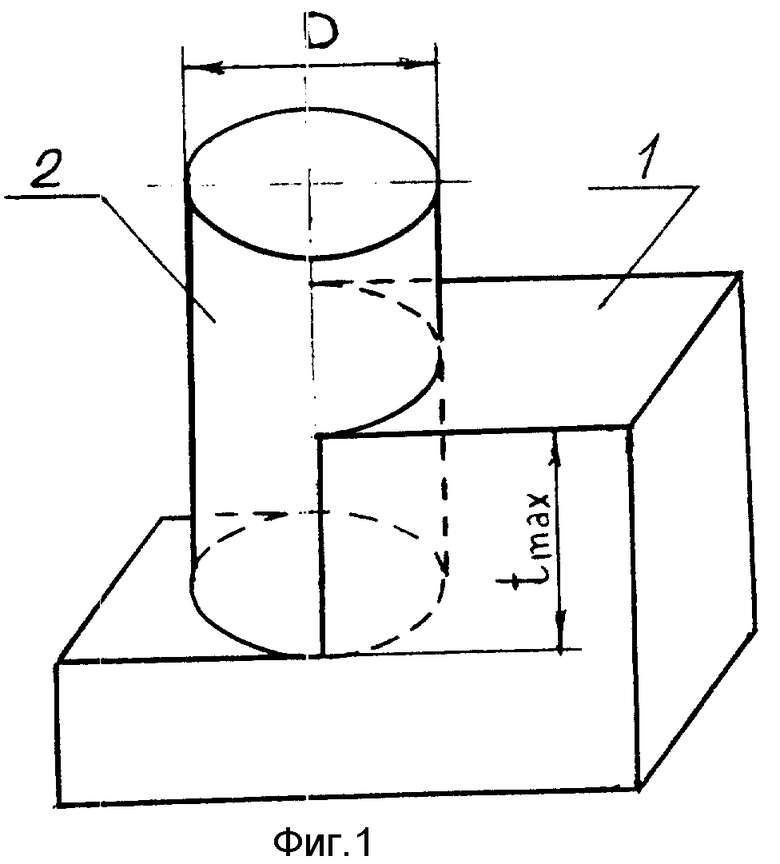
Способ фрезерования заготовок с переменным припуском, согласно которому концевую фрезу перемещают с постоянной подачей по траектории, эквидистантной обрабатываемой поверхности, отличающийся тем, что при обработке участков поверхности с максимальным припуском ось фрезы устанавливают перпендикулярно направлению подачи, а при обработке остальных участков поверхности ось фрезы наклоняют в направлении подачи под углом, который определяют из условия равенства площади контакта рабочей поверхности концевой фрезы и заготовки на данном участке и площади контакта рабочей поверхности концевой фрезы и заготовки на участке с максимальным припуском.
| SU, авторское свидетельство, 1424988, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
