Устройство относится к области машиностроения и может быть использовано для хонингования отверстий.
Для хонингования отверстий с окнами необходимо применять хонинговальные головки с широкими брусками или с брусками кольцевидной формы (фиг.1) [1]. Известно, что при хонинговании использование алмазных брусков с суммарной шириной более 0,35 длины окружности обрабатываемого отверстия приводит к ухудшению удаления продуктов резания из зоны обработки, в результате чего ухудшается качество поверхности [2].
Известна хонинговальная головка [1] (фиг.1) с брусками кольцевидной формы, алмазные бруски крепятся к держателям при помощи винтов. Держатели направляются относительно корпуса хонинговальной головки центральными перемычками и удерживаются от выпадения стягивающими пружинами. При такой конструкции головки обеспечивается наибольшая степень перекрытия окна обрабатываемого отверстия. К недостаткам ее можно отнести следующее: расположение брусков двумя кольцами малой ширины ведет к копированию поверхности отверстия в продольном направлении; применение брусков кольцевидной формы с диаметром меньше обрабатываемого отверстия приводит к проваливанию бруска в окно, вследствие чего происходит удар о край окна, который приводит к сколу хромового покрытия.
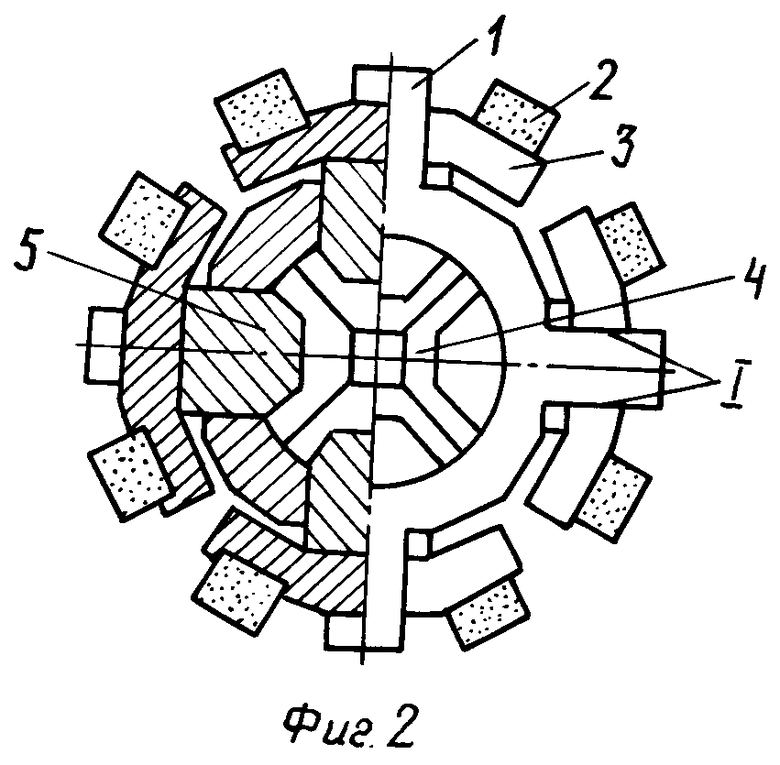
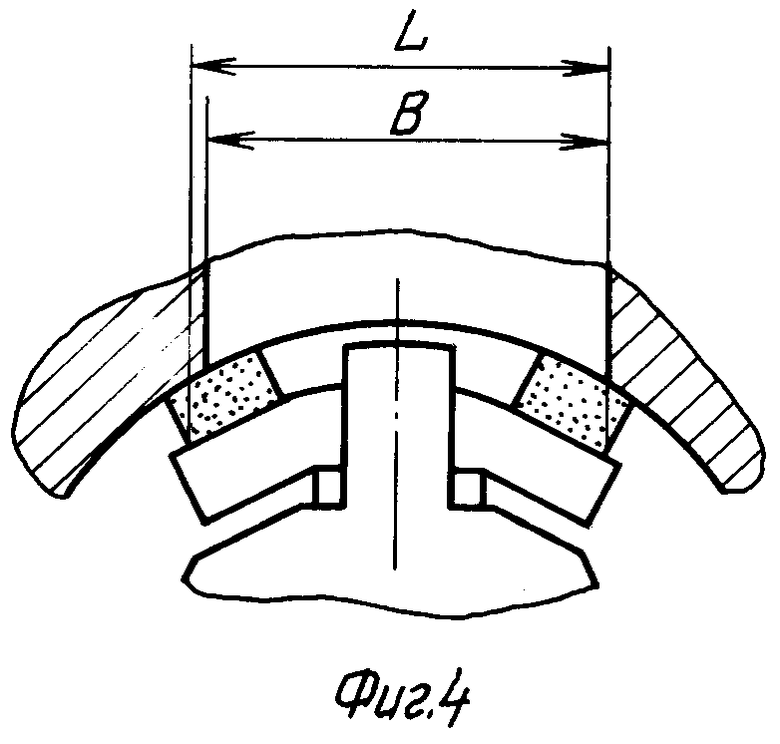
Использование предлагаемого устройства позволит по сравнению с прототипом повысить качество и производительность хонингования за счет использования хонинговальной головки с брусками, расположенными вдоль образующей обрабатываемого отверстия, исключить скол хромового покрытия вокруг окон. При обработке алмазными брусками ширина их ограничена, для обработки отверстий с окнами можно применить хонинговальную головку, у которой на колодке располагаются два алмазных бруска на расстоянии (фиг.2, фиг.3), позволяющем перекрывать окна на поверхности отверстия (фиг.4).
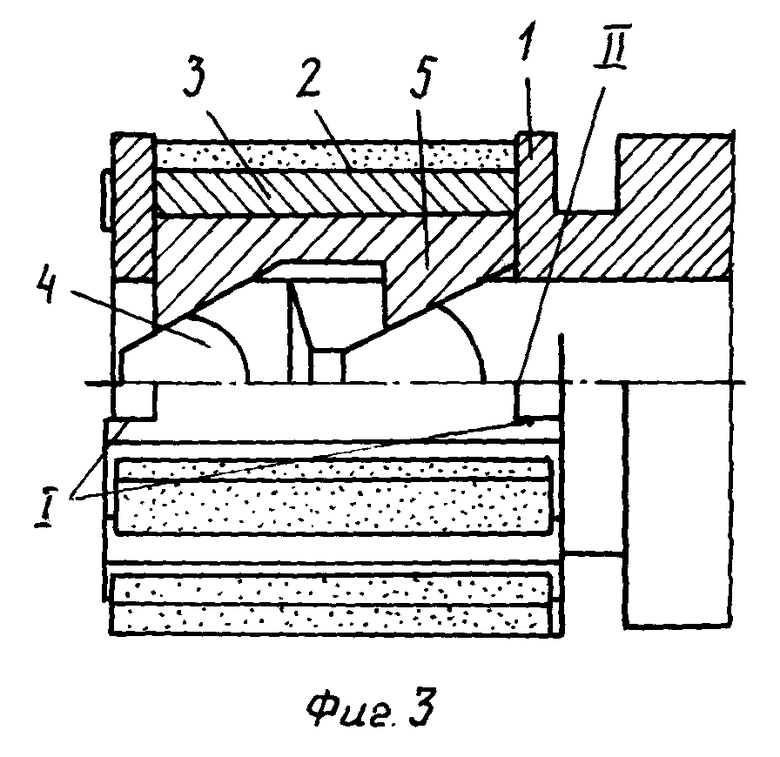
Это достигается тем, что на одной колодке 3 (фиг.2 и фиг.3), которая перемещается по поверхностям I и II направляющих выступов корпуса 1, находится два хонинговальных бруска 2, расположенных на расстоянии и имеющих связь с разжимным клином 4 через общую клиновую планку 5. Разжимной клин 4 находится в центральном отверстии корпуса 1 с возможностью перемещения вдоль оси. Клиновые планки 5 располагаются в продольных пазах корпуса 1. Размах брусков L (фиг. 4) выбирается таким образом, чтобы при прохождении пазов ширина окна B была меньше L на 2-3 мм при максимальном износе хонинговальных брусков. В результате в любой момент времени один из брусков на колодке постоянно контактирует с обрабатываемой поверхностью, и перекашивания в продольном направлении не происходит.
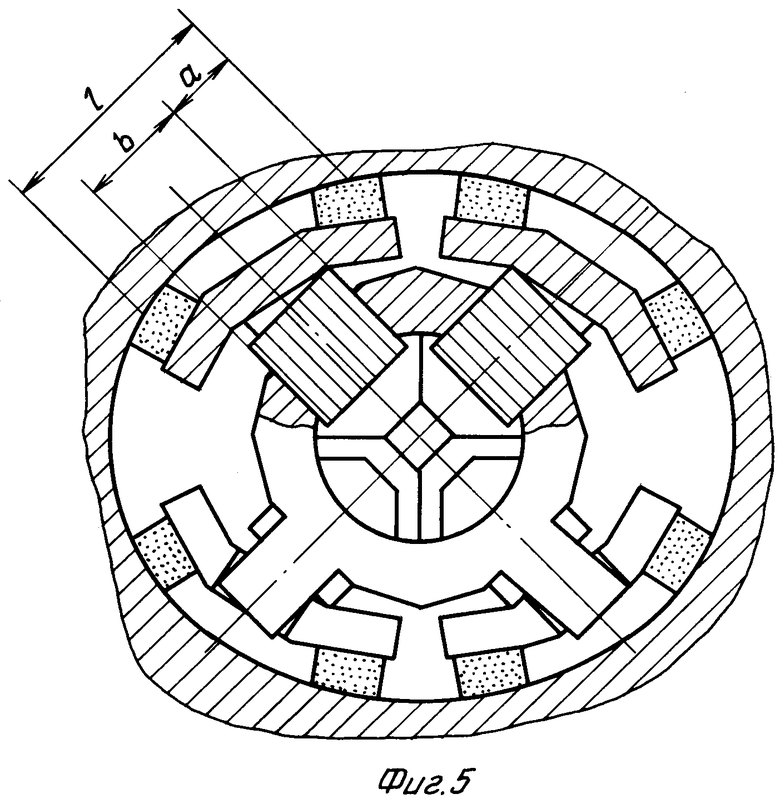
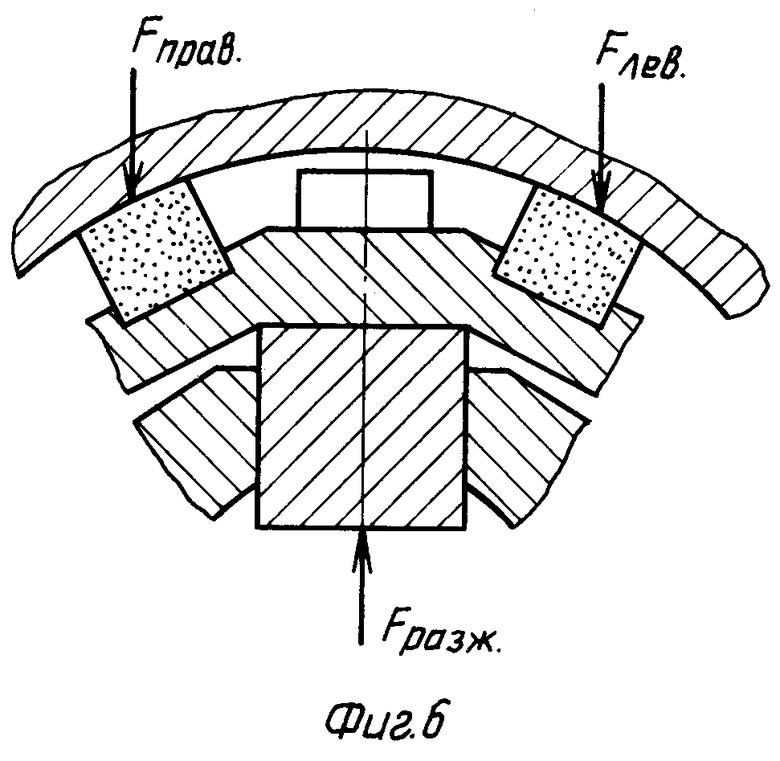
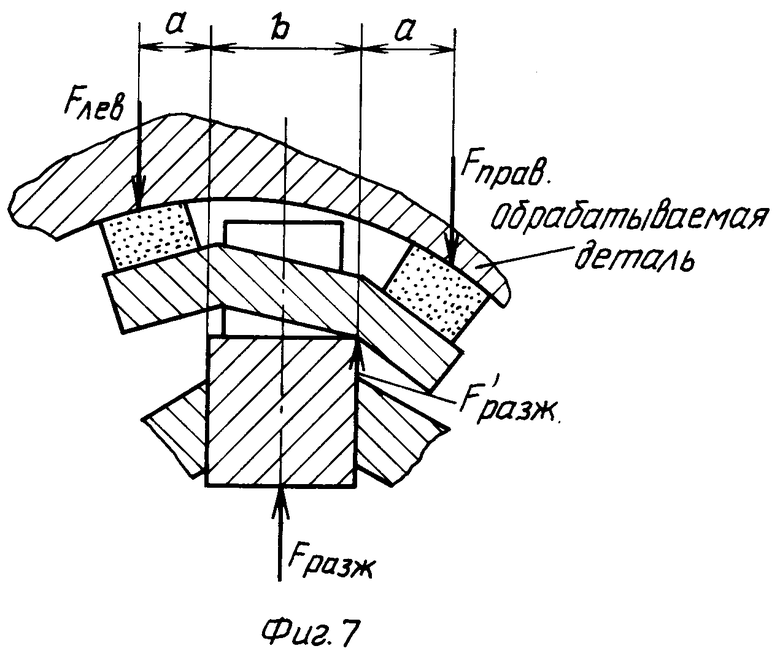
При прохождении над окном одного хонинговального бруска из пары давление на них будет разным. Съем металла хонинговальным бруском с меньшей площадью контакта будет больше, что может привести к образованию погрешности формы в районе окна. Для исправления погрешности формы предлагается использовать широкую разжимную планку 5 (фиг.2 и фиг.3). Схема передачи сил показана на фиг. 6 и фиг. 7. С разжимного клина 4 (фиг.2) сила передается на колодку с брусками 3 через клиновую планку 5, представляющую собой в сечении прямоугольник (фиг.6). В случае если форма отверстия не имеет отклонений, то клиновая планка прилегает к колодке (фиг.6) (контакт клиновой планки и разжимного клина на фиг.6 и фиг.7 показан как Fразж), а силы, прижимающие правый и левый хонинговальные бруски, будут равны. В случае погрешности формы происходит перекос колодки с брусками (фиг.5), а схема передачи сил показана на фиг.7. На фиг.7 колодка оторвалась от клиновой планки, сила разжима хонинговальных брусков передается вдоль одной из боковых сторон прямоугольника. Образуется разность плеч от точки приложения силы до правого (а) и левого (a+b) бруска (фиг. 7), при этом на брусках создается разная сила, за счет чего исправляется погрешность формы.
На фиг. 1 изображена хонинговальная головка с круглыми хонинговальными брусками, фиг.2 - хонинговальная головка, поперечный разрез, на фиг.3 - хонинговальная головка, продольный разрез, на фиг.4 - перекрытия окна брусками, на фиг. 5 - погрешности формы отверстия и перекос колодок, на фиг.6 - схема передачи разжимной силы от разжимного клина на хонинговальные бруски при отсутствии погрешности формы, фиг.7 - схема передачи разжимной силы от разжимного клина на хонинговальные бруски при наличии погрешности формы отверстия.
Хонинговальная головка (фиг.2 и фиг.3) состоит из корпуса 1 с пазами и прямоугольными направляющими выступами, ограниченными поверхностями I и II, колодок 3 с брусками 2. Колодки 3 опираются на клиновые планки 5, расположенные в продольных пазах корпуса. В центральном отверстии корпуса 1 расположен разжимной клин 4.
Корпус (фиг.2 и фиг.3, позиция 1) имеет форму многогранника, у которого на четырех наиболее широких противолежащих сторонах имеются направляющие выступы прямоугольной формы, расположенные по сторонам сквозного продольного паза. В корпусе имеется сквозное центральное отверстие. Канавка, расположенная за направляющими выступами, предназначена для размещения в ней кольцевой пружины (не показана), предназначенной прижимать колодки к клиновым планкам. Хонинговальная головка может быть как плавающего, так и жесткого исполнения. Колодки (фиг.2 и фиг.3, позиция 3) имеют форму сектора окружности с диаметром, равным диаметру получаемого отверстия, а внутренний профиль колодки соответствует наружному контуру корпуса с шириной, равной наибольшей стороне многогранника и прилегающих к ней двух коротких. В плане колодка имеет форму прямоугольника с вырезами, ограниченными поверхностями I и II (фиг.3 и фиг.2), соответствующими форме направляющих выступов и расположенными по середине наименьших сторон. На внешней стороне колодок имеются два прямоугольных паза для алмазных брусков, они расположены вдоль наибольших сторон колодки. Колодки перемещаются по направляющим выступам корпуса, входящих в пазы на колодках. Разжимной клин представляет собой две четырехугольные усеченные пирамиды, соединенные между собой промежуточным звеном квадратного сечения (фиг.2 и фиг.3 позиция 4). Передача разжимающей силы с разжимного конуса на хонинговальные бруски происходит через широкие клиновые планки, находящиеся в продольном пазе корпуса по посадке, обеспечивающей минимальный зазор. Клиновые планки имеют два угловых скоса, которые соответствуют наклону и расстоянию между скосами на разжимном клине 4. В поперечном сечении они имеют форму прямоугольника и должны обеспечить контакт по всей их ширине с разжимным конусом 4. Для полного сжатия хонинговальных брусков 2 на концах клиньев клиновых планках 4 имеются скосы.
Перед началом работы разжимной клин 4 находится в крайнем правом положении. Прижатие колодок 3 к клиновым планкам 5 осуществляется кольцевыми пружинами, расположенными на торцах колодок 3 (не показаны). После ввода хонинговальной головки в обрабатываемое отверстие разжимной клин 4 под действием механизма разжима (не показан) смещается влево, и колодки 3 с брусками 2 раздвигаются в радиальном направлении до контакта с поверхностью обрабатываемого отверстия при рабочем давлении. Под действием разжимающей силы, приложенной между брусками 2 к колодке 3, бруски 2 постоянно будут прилегать к обрабатываемой поверхности за счет дополнительной степени свободы у колодки 3, образованной зазором между поверхностями I. При хонинговании, если отверстие имеет погрешность формы, колодка перекашивается, т.к. под действием разжимающей силы хонинговальные бруски постоянно прилегают к обрабатываемой поверхности. В результате перекоса контакт колодки 3 и клиновой планки 5 смещается на кромку клиновой планки 5 и образуется разное давление на хонинговальных брусках. При этом меньший съем металла производится хонинговальным бруском, расположенным над погрешностью формы, что в ходе хонингования и исправляет погрешность формы. Перекос колодок не является постоянным, он возникает лишь при прохождении пары брусков на колодке по участку обрабатываемой поверхности с погрешностью формы отверстия. Перекоса колодок 3 не будет при отсутствии погрешности формы. По окончании обработки разжимной конус смещается в противоположном направлении, рабочее давление снимается, и хонинговальную головку выводят из обрабатываемого отверстия.
Источники информации
1. Новые конструкции хонинговальных головок для алмазной обработки точных прерывистых отверстий деталей машин. Ю.Б. Серебренников, Р.Г. Кудояров, Р. А. Шаяхметов/ Исследование методов и оборудования отделочной обработки деталей. Труды Уфимского авиационного института им. Орджоникидзе, 1973, вып. 60, с. 108, (с. 35-41), [прототип].
2. Отделочные операции в машиностроении: Справ./ П.А. Руденко, М.Н. Шуба, В.А. Огнивец и др.: Под общей редакцией проф. П.А. Руденко. - 2-е изд. , перераб. и доп. - К.: Техника, 1990, - 150 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146593C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 2003 |
|
RU2233216C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
Изобретение относится к машиностроению и может быть использовано для хонингования отверстий. Хонинговальная головка содержит корпус с продольными сквозными пазами. В нем установлен разжимной клин с возможностью перемещения вдоль центрального отверстия и взаимодействия с хонинговальными алмазными брусками, закрепленными на колодках. Корпус выполнен многогранной формы с четырьмя парами направляющих выступов. Последние расположены по сторонам продольных сквозных пазов. Алмазные бруски выполнены прямоугольной формы и закреплены на колодках попарно вдоль оси корпуса на расстоянии, перекрывающем окна на поверхности обрабатываемого отверстия. Разжимной клин имеет форму усеченной пирамиды и взаимодействует с колодками посредством широкой клиновой планки. Такая конструкция повышает качество и производительность хонингования и исключает скалывание хромового покрытия вокруг окон. 7 ил.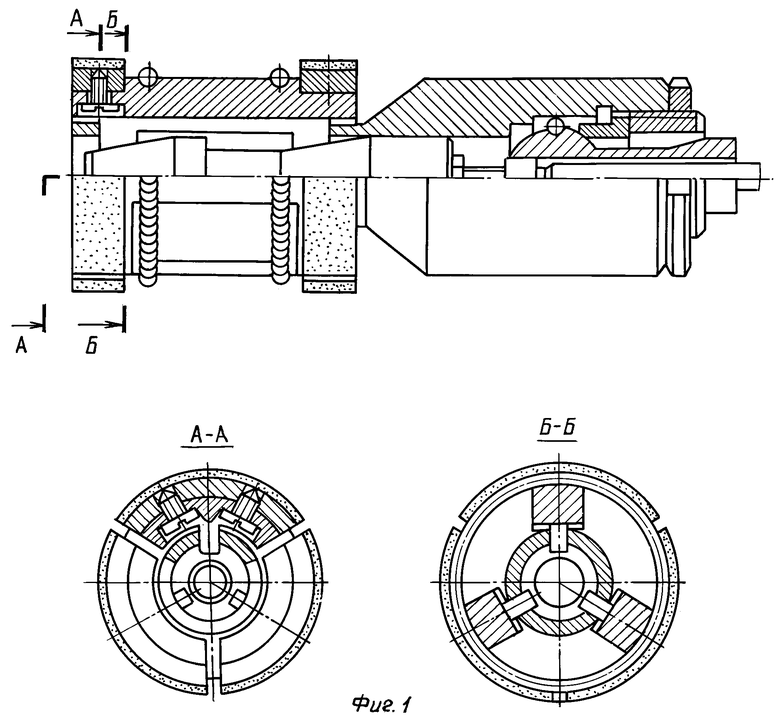
Хонинговальная головка для обработки алмазными брусками глухих отверстий с окнами и хромовым покрытием, содержащая корпус с продольными сквозными пазами, в котором установлен разжимной клин с возможностью перемещения вдоль центрального отверстия и взаимодействия с хонинговальными алмазными брусками, закрепленными на колодках, отличающаяся тем, что корпус выполнен многогранной формы с четырьмя парами направляющих выступов, расположенных по сторонам продольных сквозных пазов, а алмазные бруски выполнены прямоугольной формы и закреплены на колодках попарно вдоль оси корпуса на расстоянии, перекрывающем окна на поверхности обрабатываемого отверстия, при этом колодки взаимодействуют с разжимным клином, имеющим форму усеченной пирамиды, посредством широкой клиновой планки.
| СЕРЕБРЕННИКОВ Ю.Б | |||
| и др | |||
| Новые конструкции хонинговальных головок для алмазной обработки точных прерывистых отверстий деталей машин | |||
| Исследование методов и оборудования отделочной обработки деталей | |||
| Труды Уфимского авиационного института, 1973, выпуск 60, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Хонинговальная головка | 1983 |
|
SU1329611A3 |
| Хонинговальная головка | 1982 |
|
SU1096088A1 |
| Хонинговальная головка | 1974 |
|
SU704768A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВИРОВАННОГО САЛАТА "ДИЕТИЧЕСКИЙ" | 2013 |
|
RU2519416C1 |

