Изобретение относится к соединению корпусных конструкций (деталей) из композиционных материалов встык в судостроении и может быть использовано в различных отраслях промышленности.
Целью изобретения является повышение прочности получаемого соединения на сдвиг и растяжение в плоскости соединяемых деталей и повышение его надежности.
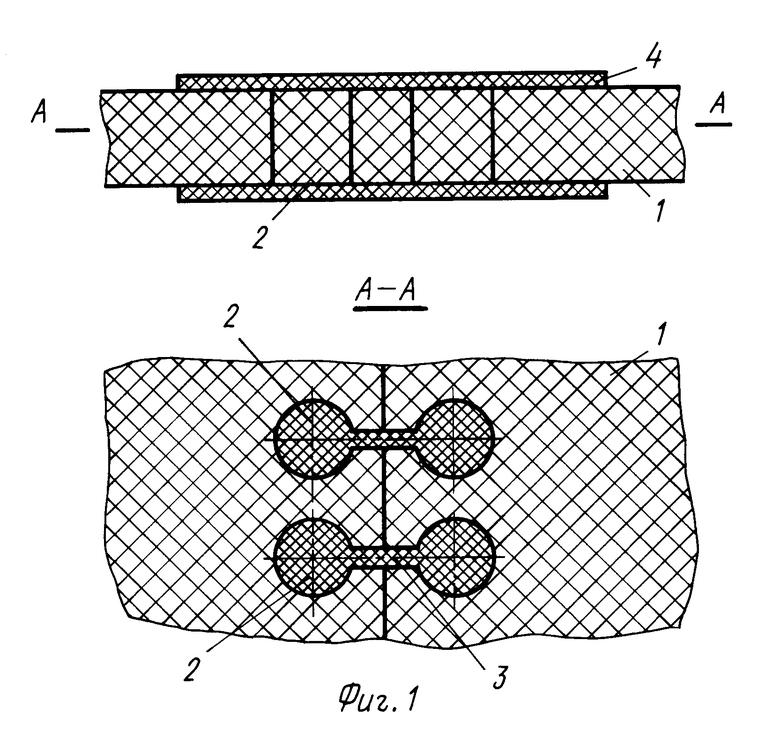
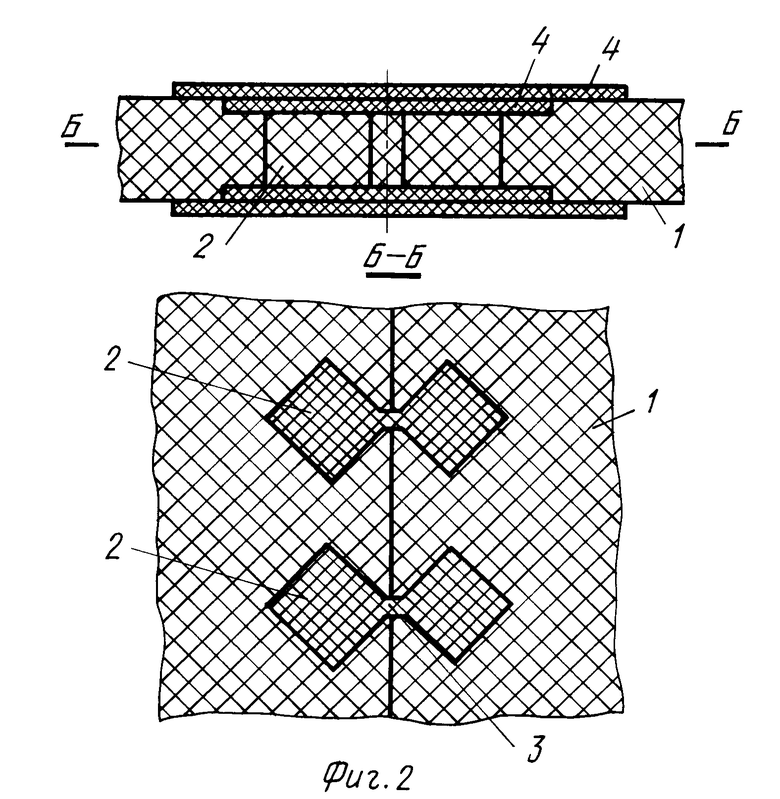
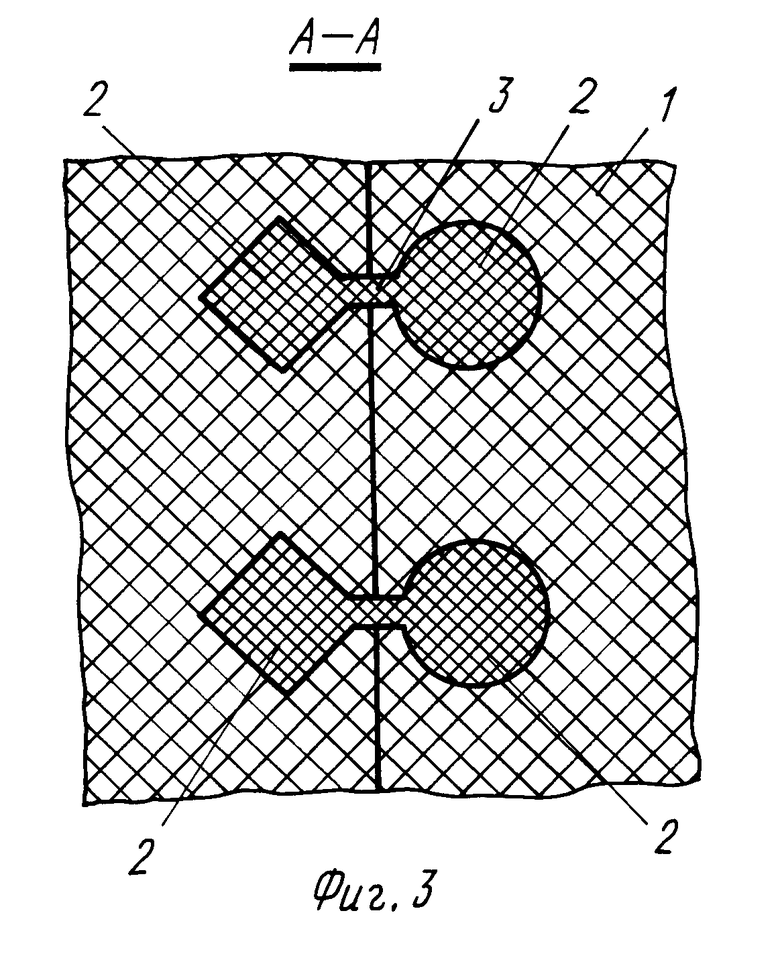
На фиг.1-3 показана схема осуществления способа.
Изготовленные из композиционного материала детали состыковываются между собой кромками 1 и в таком положении фиксируются с помощью струбцин. Предварительно в кромках каждой соединяемой детали выполняются перпендикулярно их плоскости сквозные отверстия 2 и делаются сквозные пазы 3, сообщающиеся с упомянутыми отверстиями. В случае соединения деталей трехслойных конструкций используются перфорационные отверстия среднего слоя (фиг.2 и 3). При стыковке деталей сквозные пазы каждой детали совмещаются попарно друг с другом.
В отверстия деталей и совмещенных пазов устанавливают закладной элемент, наформовывая на стенки отверстий и совмещенных пазов стеклоленту, пропитанную связующим, заполняя образовавшуюся полость жидким полимером и отверждая его, на состыкованные кромки соединяемых деталей с двух сторон наформовывают накладки из композиционного материала 4.
Наформовывание на стенки отверстий и совмещенных пазов стеклоленты, пропитанной связующим, и заполнение образовавшиеся полости жидким полимером с последующим отверждением позволяет совместить процесс изготовления и установки закладного элемента, тем самым добиться, чтобы закладной элемент представлял одно целое с соединяемыми деталями, т.е. воспринимал весь комплекс нагрузок, действующих на детали. Тем самым обеспечивается повышение прочности соединения на сдвиг и растяжение в плоскости соединяемых деталей и повышение его надежности.
П р и м е р. На стенки сквозных отверстий стыкуемых кромок соединяемых деталей и совмещенных пазов наформовывают в два слоя стеклоленту из ткани Т-10-80, пропитанной эпоксидным связующим ЭД-20-Э181-40АФ. Внутреннее пространство отверстий, образованное стеклолентой, заполняют жидкой композицией сферопластика на основе стеклянных микросфер марки МСО-А9 и связующего марки Э181-Л-19. После отверждения сферопластика при температуре 25оС в течении 3-5 сут на стыкуемые кромки наформовывают накладки из стеклоткани Т-10-80, пропитанной эпоксидным связующим ЭД-20-Э181-40АФ.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ПЛАВУЧЕСТИ | 1989 |
|
SU1840298A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ИЗ ТРЕХСЛОЙНОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2333131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БЛОКОВ ПЛАВУЧЕСТИ | 1993 |
|
RU2078776C1 |
| СТЫКОВОЕ ФОРМОВАННОЕ СОЕДИНЕНИЕ ЛИСТОВЫХ ЭЛЕМЕНТОВ СВЯЗЕЙ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2020 |
|
RU2751505C1 |
| ДЕРЕВЯННЫЙ СБОРНЫЙ ЭЛЕМЕНТ И ОГРАЖДАЮЩАЯ КОНСТРУКЦИЯ ДЕРЕВЯННОГО СТРОЕНИЯ, СОБРАННАЯ ИЗ ДЕРЕВЯННЫХ СБОРНЫХ ЭЛЕМЕНТОВ | 2011 |
|
RU2461687C1 |
| КОМПОЗИТНЫЙ НЕСУЩИЙ БЛОК И МОНТАЖНОЕ СОЕДИНЕНИЕ НЕСУЩИХ БЛОКОВ СБОРНОЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ | 2012 |
|
RU2519021C2 |
| Неразъемное соединение деталей и способ его получения | 1989 |
|
SU1723373A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ТРЕХСЛОЙНОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2653459C2 |
| СПОСОБ, ЛИТЕЙНАЯ ФОРМА, УСТРОЙСТВА И НАБОР ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, А ТАКЖЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ С ПРИМЕНЕНИЕМ ЭТОГО СПОСОБА И(ИЛИ) ЭТИХ СРЕДСТВ | 2011 |
|
RU2561375C2 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
Использование: в различных отраслях промышленности. Сущность изобретения: в способе, включающем изготовление деталей с отверстиями под закладной элемент в их торцовой части, со стороны предполагаемого стыка, изготовление накладок из композиционного материала, изготовление закладного элемента, стыковку соединяемых деталей с установкой в упомянутые отверстия закладного элемента, эти отверстия выполняют сквозными, перпендикулярно плоскости соединяемых деталей, на торцовых поверхностях каждой из деталей со стороны предполагаемого стыка выполняют сквозной паз, сообщающийся с упомянутыми отверстиями соответственно, стыковку деталей осуществляют через изготовление закладного элемента, совмещая сквозные пазы, а изготовление и установку закладного элемента осуществляют одновременно, наформовывая на стенки отверстий и совмещенных пазов стеклоленту, пропитанную связующим, заполняя образовавшуюся полость жидким полимером и отверждая его. 3 ил.
СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА ВСТЫК, включающий изготовление деталей с отверстиями под закладной элемент в их торцевой части со стороны предполагаемого стыка, изготовление накладок из композиционного материала, изготовление закладного элемента, стыковку соединяемых деталей с установкой в упомянутые отверстия закладного элемента, отличающийся тем, что, с целью повышения прочности получаемого соединения на сдвиг и растяжение в плоскости соединяемых деталей и повышения его надежности, отверстия выполняют сквозными, перпендикулярно к плоскости соединяемых деталей, на торцевых поверхностях каждой из деталей со стороны предполагаемого стыка выполняют сквозной паз, сообщающийся с упомянутыми отверстиями, стыковку деталей осуществляют перед изготовлением закладного элемента, совмещая сквозные пазы, а изготовление и установку закладного элемента осуществляют одновременно, наформовывая на стенки отверстий и совмещенных пазов стеклоленту, пропитанную связующим, заполняя образовавшуюся полость жидким полимером и отверждая его.
| Прохоров Б.Ф | |||
| и Кобелев В.Н | |||
| Трехслойная конструкции в судостроении | |||
| Л.:Судостроение, 1972 | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
