Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления изделий из композиционных материалов. Настоящее изобретение также касается литейной формы, некоторых устройств и набора, которые могут быть использованы для осуществления упомянутого способа, а также изделий, изготавливаемых с применением этого способа и(или) этих средств.
Уровень техники
Известные изделия, выполненные из композиционных материалов, включают в себя закладные резьбовые детали для крепления компонентов и(или) конструкций. Такие закладные резьбовые детали могут быть вставлены в необработанном состоянии между слоями волокна и обработаны поле вулканизации полимера с помощью станков с цифровым программным управлением, которые высверливают отверстия и нарезают резьбу. Точность, необходимая при такой обработке, чрезвычайно важна, т.к. в конечном изделии должно быть обеспечено точное расположение отверстий с нарезанной резьбой. Однако такая обработка дорога, длительна и трудна по исполнению.
Для решения этих проблем в документе WO 2006/063185 раскрыты закладные детали, уже имеющие нарезанную резьбу и одеваемые на гладкие штифты, прочно закрепленные в литейной форме, после чего на литейную форму укладывают кусочки волокна или посыпают ее порошком из волокна и вулканизируют, чтобы вмонтировать закладные резьбовые детали в литейную форму. Однако этот известный способ не гарантирует точного расположения закладных резьбовых деталей в конечном изделии, и более того, могут быть вмонтированы только те закладные резьбовые детали, отверстия которых расположены по осям, полностью параллельным осям извлечения изделия из литейной формы, в противном случае извлечение изделия становится невозможным.
Один конец закладной резьбовой детали в соответствии с документом WO 2006/063185 имеет цилиндрическую полость без резьбы, соосную с отверстием с нарезанной резьбой, в то время как противоположный конец имеет по периметру внешний выступ, препятствующий проникновению закладной резьбовой детали в конечное изделие во время ввинчивания винта в отверстие закладной резьбовой детали с нарезанной резьбой со стороны конца с цилиндрической полостью. Однако только контакт между внешними поверхностями закладной резьбовой детали и конечного изделия может предотвратить выход закладной резьбовой детали с противоположной стороны, например, при приложение чрезмерного давления во время закручивания винта.
В документе FR 2664529 раскрыта другая закладная резьбовая деталь с внешним периметрическим выступом, которую одевают на гладкий штифт, имеющий на другом конце нарезанную резьбу и вкручиваемый эти концом в отверстие в литейной форме с нарезанной резьбой, в то время как противоположный конец штифта снабжен шайбой для удержания закладной резьбовой детали на штифте. Такой известный штифт может быть выкручен из литейной формы в конце способа, однако он имеет те же недостатки, что и отмеченные в документе WO 2006/063185, в частности, неточное осевое или радиальное расположение закладной резьбовой детали относительно литейной формы.
Упомянутые технические проблемы были бы, в частности, критическими, если бы упомянутые известные закладные резьбовые детали использовались в способе, в котором волокна сгруппированы и уложены перекрывающимися слоями на литейной форме, т.е. не кусочками или в виде порошка, как описано в документе WO 2006/063185, или бобинами, как описано в документе FR 2664529.
Раскрытие изобретения
Отсюда вытекает цель настоящего изобретения - предложить способ, свободный от упомянутых недостатков. Указанная цель достигается при использовании способа, литейной формы, некоторых устройств и набора, основные характеристики которых раскрыты в пунктах 19, 18, 1, 7, 9, 11 и 12 формулы изобретения соответственно. Благодаря особым штифтам с частично нарезанной резьбой, которые вставляют в литейную форму с возможностью последующего извлечения, способ в соответствии с настоящим изобретением позволяет не только исключительно точно располагать на литейной форме закладные детали с уже нарезанной резьбой, т.к. штифты вставляют в отверстия, которые легко выполняют с помощью станков с цифровым программным управлением, но также ориентировать эти закладные резьбовые детали по осям, которые не параллельны оси извлечения, т.к. эти шпильки могут быть легко сняты перед извлечением изделия из литейной формы. Такие шпильки могут быть легко повторно вставлены в литейную форму для изготовления нового изделия.
Способ в соответствии с настоящим изобретением также позволяет укладывать несколько слоев волокна между закладной резьбовой деталью и литейной формой, не ухудшая точности расположения закладной резьбовой детали, чтобы получить более надежное соединение между закладной резьбовой деталью и конечным изделием.
Закладные резьбовые детали снабжают особыми внешними периметрическими выступами, которые обеспечивают точное сопряжение со слоями волокна, и(или) снабжают цилиндрическими полостями для герметичного закупоривания отверстия с нарезанной резьбой особой заглушкой, чтобы конечное изделие, в свою очередь, могло быть использовано в качестве литейной формы для изготовления других изделий, и в таком случае литейную форму со шпильками называют образцом.
Закладные резьбовые детали могут быть снабжены особыми втулками, вставляемыми в отверстие с резьбой и заменяемыми, в случае их износа, для защиты резьбы закладных резьбовых деталей и продления срока службы изделий с такими закладными резьбовыми деталями. С этой целью втулки предпочтительно удерживают в закладных резьбовых деталях с помощью особых съемных средств.
Особый экстрактор, имеющий обратную резьбу, позволяет легко и быстро производить механическое соединение и последующее извлечение штифта, т.к. требуется только вращение экстрактора в том же направлении.
Набор, содержащий один или более штифтов, закладных резьбовых деталей и(или) заглушек, а также предпочтительно экстрактор особенно полезен при изготовлении изделий, выполняемых из композиционных материалов путем приспособления литейных форм или образцов, ранее использовавшихся с другими способами, в том числе известного вида.
Краткое описание чертежей
Прочие преимущества и свойства способа, литейной формы, устройств и набора в соответствии с настоящим изобретением становятся ясными для специалистов в данной области техники из нижеследующего подробного описания варианта осуществления настоящего изобретения, не имеющего ограничительного характера, со ссылкой на прилагаемые чертежи, на которых:
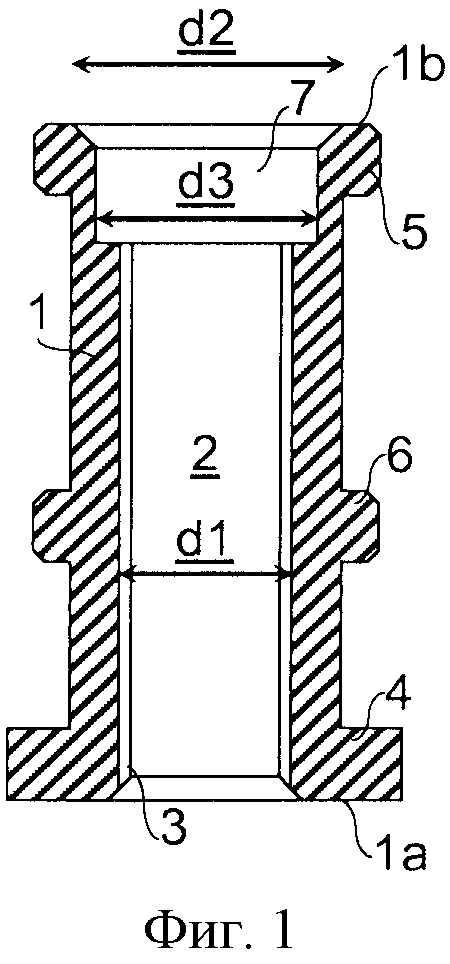
Фиг.1 отображает продольное сечение закладной резьбовой детали;
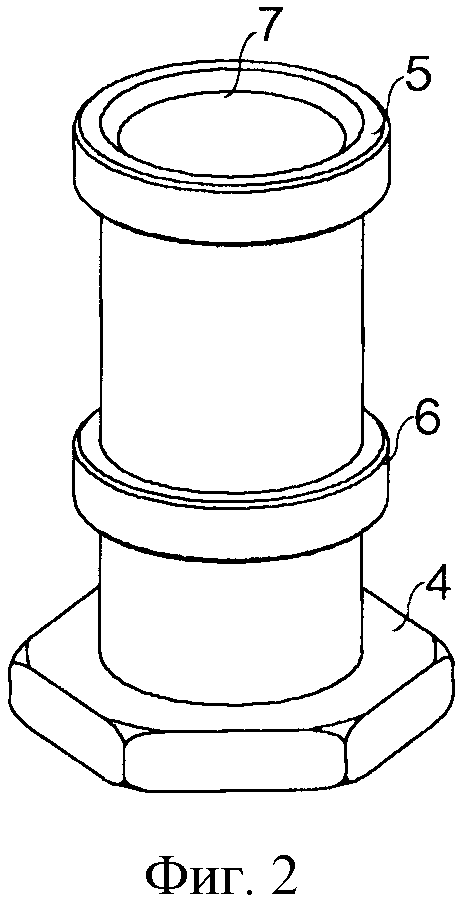
Фиг.2 отображает вид в перспективе закладной резьбовой детали, показанной на Фиг.1;
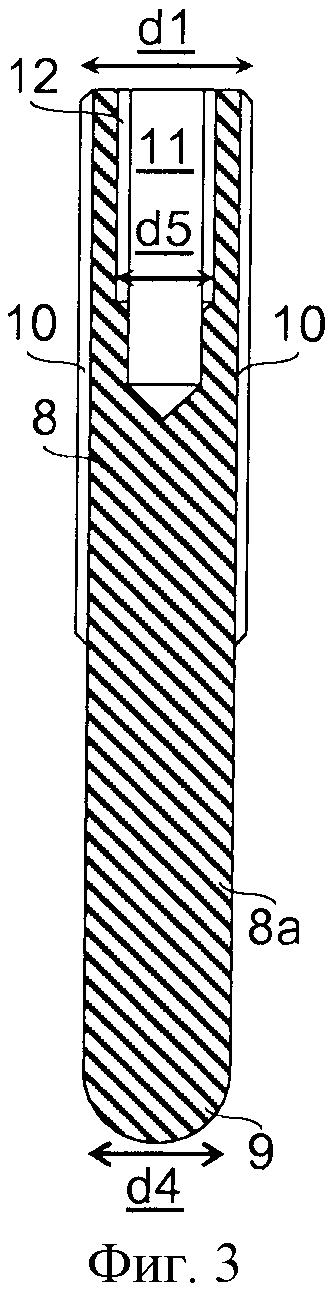
Фиг.3 отображает продольное сечение штифта;
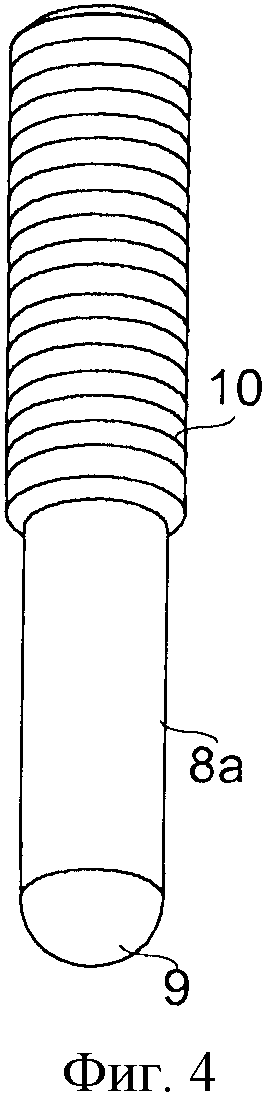
Фиг.4 отображает вид в перспективе штифта, показанного на Фиг.3;
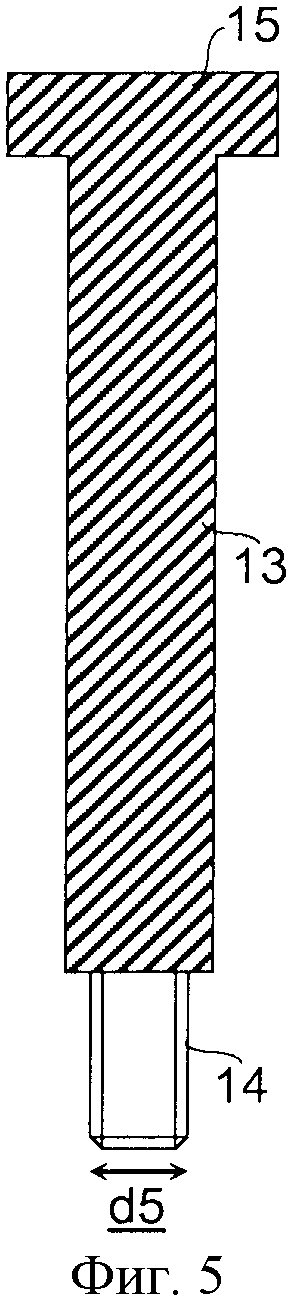
Фиг.5 отображает продольное сечение экстрактора;
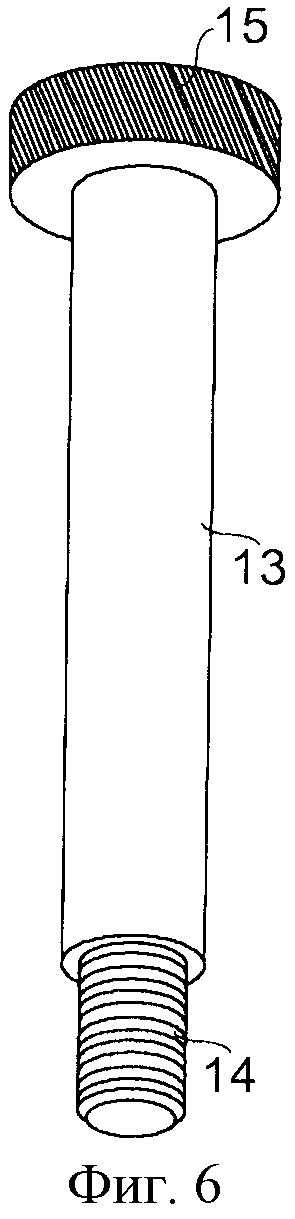
Фиг.6 отображает вид в перспективе экстрактора, показанного на Фиг.5;
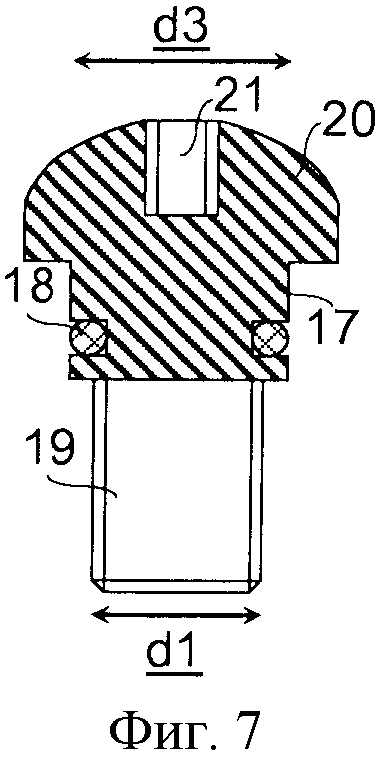
Фиг.7 отображает продольное сечение заглушки;
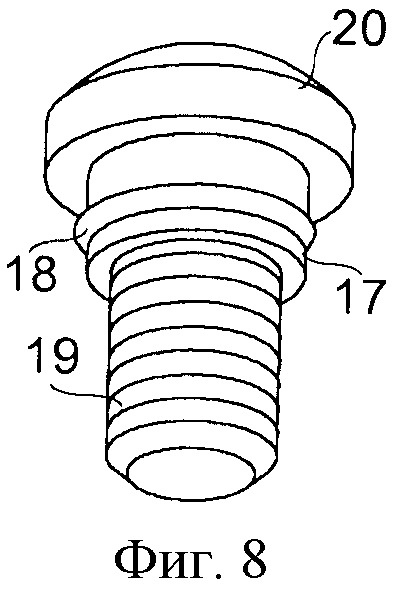
Фиг.8 отображает вид в перспективе заглушки, показанной на Фиг.7; и
Фиг.9 отображает продольные сечения набора, литейной формы и изделия во время рабочих этапов способа.
Осуществление изобретения
Ссылаясь на Фиг.1 и 2 видно, что закладная резьбовая деталь 1 для композиционных материалов в известном способе имеет сквозное отверстие 2 с внутренней резьбой 3, при этом диаметр сквозного отверстия 2 больше чем или, по меньшей мере, равен, в частности, равен первому диаметру d1 внутренней резьбы 3. Закладная резьбовая деталь 1 имеет по сути цилиндрическую форму, при этом ее вешняя стенка имеет второй диаметр d2 и по меньшей мере один внешний периметрический выступ 4, 5, 6. Внешняя стенка закладной резьбовой детали 1 предпочтительно обработана, в частности, методом пескоструйной обработки для удаления загрязняющих веществ, если таковые имеются, и затем очищена. Первый периметрический выступ 4 имеет многоугольный, в частности, шестигранный внешний профиль и расположен вокруг первого конца 1а закладной резьбовой детали 1, в частности, конца, к которому имеется доступ извне, когда закладная резьбовая деталь 1 находится в изделии, выполненном из композиционных материалов. Второй периметрический выступ 5 расположен вокруг второго конца 1b закладной резьбовой детали 1, противоположного первому концу 1а, и имеет внешний цилиндрический профиль меньшего диаметра, чем диаметр первого периметрического выступа 4, а именно, внешний профиль второго периметрического выступа 5 находится внутри внешнего периметрического профиля 4, как это видно из Фиг.1 и 2. Третий периметрический выступ 6 по сути такой же, как второй периметрический выступ 5, и располагается между двумя концами 1а и 1b закладной резьбовой детали 1, а именно, между первым периметрическим выступом 4 и вторым периметрическим выступом 5. Конец сквозного отверстия 2 ведет к цилиндрической полости 7, не имеющей резьбы, которая сосна со сквозным отверстием 2 и имеет третий диаметр d3, больший, чем или равный первому диаметру d1 внутренней резьбы 3 сквозного отверстия 2, и меньший, чем второй диаметр d2 закладной резьбовой детали 1. Цилиндрическая полость 7, в свою очередь, ведет к концу 1b закладной резьбовой детали 1, а именно, к концу, противоположному первому периметрическому выступу 4.
Ссылаясь на Фиг.3 и 4 видно, что штифт 8 в соответствии с настоящим изобретением имеет притупленную, в частности, закругленную головку 9 и внешнюю резьбу 10, имеющую такой же диаметр d1, как и внутренняя резьба закладной резьбовой детали 1. Внешняя резьба 10 выполнена только на части штифта 8, в то время как оставшаяся часть 8а лишена резьбы и имеет четвертый диаметр d4, меньший, чем диаметр d1 внутренней резьбы 10. Конец штифта 8, противоположный концу 8а без резьбы, снабжен первым соединительным элементом 11 для вращения штифта 8 вокруг продольной оси. В настоящем варианте осуществления первый соединительный элемент 11 представляет собой предпочтительно соосное отверстие с внутренней резьбой 12, имеющей пятый диаметр d5 и выполненной в противоположном направлении относительно резьбы 10, но в других вариантах осуществления первый соединительный элемент 11 может иметь призматическое соосное седло или головку квадратного, восьмигранного или крестообразного сечения.
Ссылаясь на Фиг. 5 и 6 видно, что экстрактор 13 в соответствии с настоящим изобретением имеет шток с концом, снабженным вторым соединительным элементом 14, комплементарным с первым соединительным элементом 11 штифта 8, в частности, с внешней резьбой, имеющей то же направление нарезки и диаметр, по сути равный пятому диаметру d5, что и у внутренней резьбы 12 штифта 8. Другой конец экстрактора 13 имеет средство 15 вращения, например, накатанную цилиндрическую головку для ручного вращения экстрактора 13 вокруг его продольной оси. Средство вращения 15 может быть также механическим и (или) электрическим, например, содержащим профилированную головку для соединения с дрелью или с электрическим шуруповертом.
Ссылаясь на Фиг. 7 и 8 видно, что заглушка 17 в соответствии с настоящим изобретением имеет цилиндрический корпус, диаметр которого по сути равен третьему диаметру d3 цилиндрической полости 7 закладной резьбовой детали 1. По меньшей мере одна кольцевая прокладка 18 установлена в периметрической канавке, выполненной во внешней стенке цилиндрического корпуса, соединенного с соосным резьбовым штоком 19, имеющим диаметр, по сути равный первому диаметру d1 внутренней резьбы 3 закладной резьбовой детали 1, а именно диаметр, меньший, чем или равный диаметру d3 цилиндрического корпуса, так что заглушка 17 может быть ввинчена в закладную резьбовую деталь 1. Заглушка 17 также имеет фасонную часть 21, например, призматическое седло с многогранным, например, шестигранным профилем, так что резьбовой шток 19 может приводиться во вращение путем задействования фасонной части 21, например, с помощью инструмента, до тех пор, пока головка 20 не упрется во второй конец 1b закладной резьбовой детали 1. Фасонная часть 21 может также представлять собой накатанную головку по типу средства вращения 15 экстрактора 13.
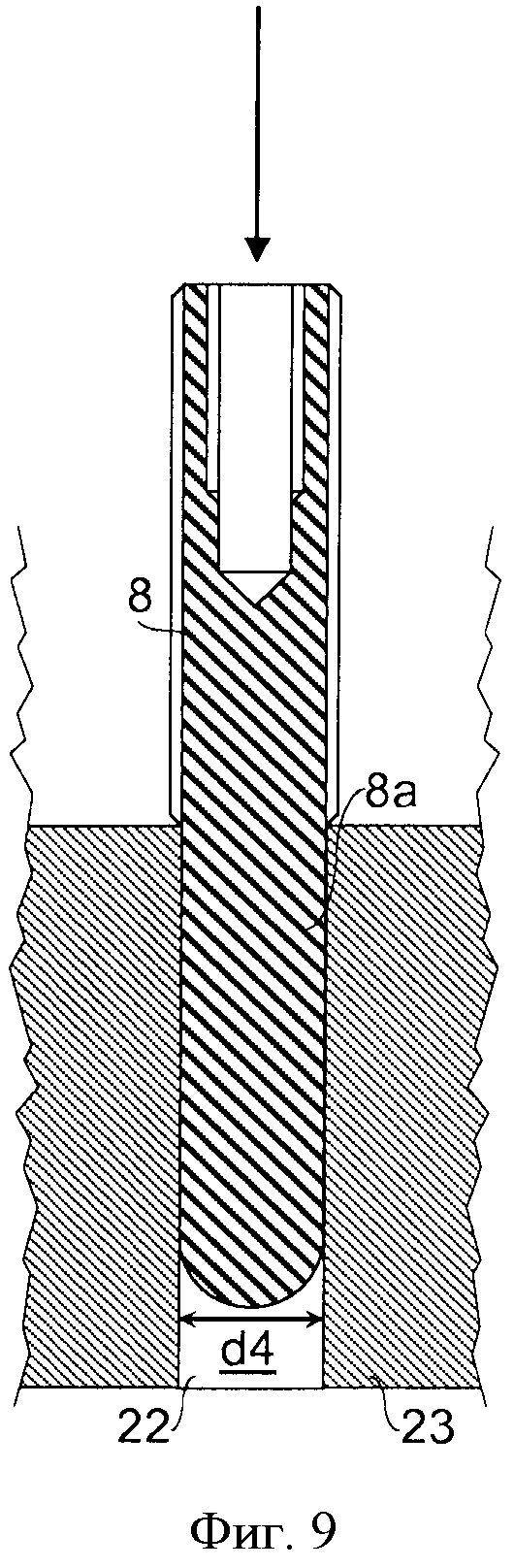
Ссылаясь на Фиг. 9 видно, что на первом рабочем этапе способа в соответствии с настоящим изобретением штифт 8 покрывают отсоединяющим веществом и вставляют с отверстие 22, выполненное в литейной форме 23. Отверстие 22 имеет по сути тот же диаметр d4, что и лишенная резьбы часть 8а штифта 8, так что внешняя резьба 10 штифта 8 выступает из литейной формы 23.
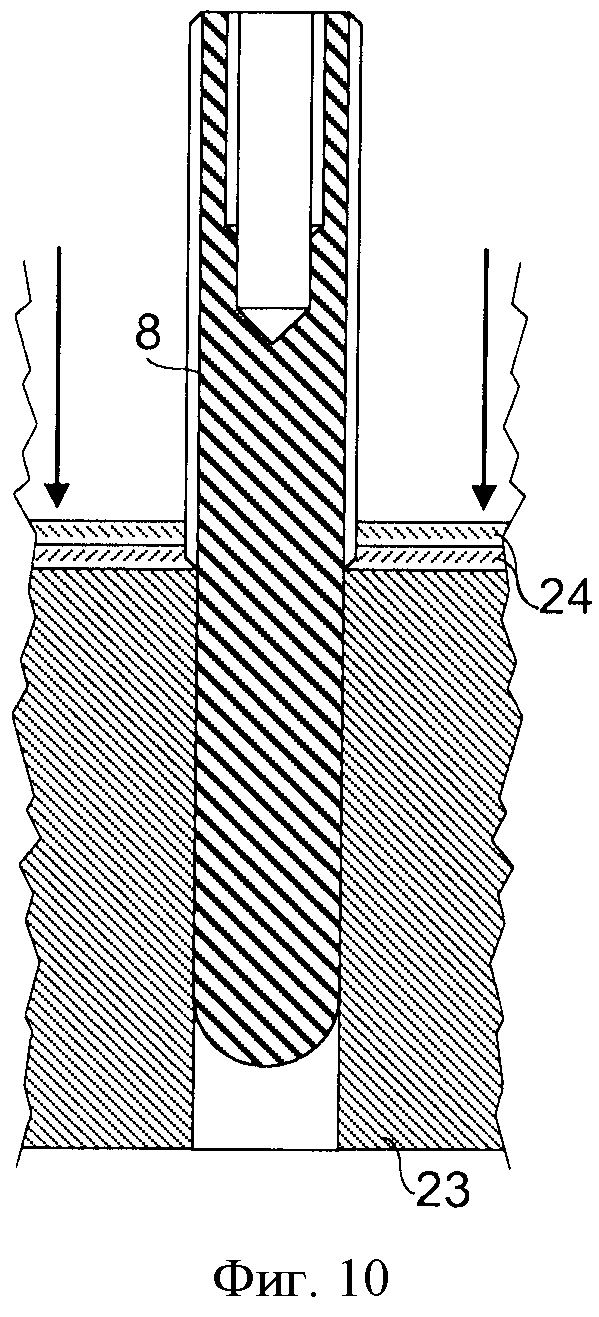
Ссылаясь на Фиг.10 видно, что на втором рабочем этапе один или более первых слоев 24 волокна, в частности углеродного волокна, укладывают на литейную форму 23. Первые слои 24 имеют по меньшей мере одно отверстие с диаметром, по сути равным диаметру d1 внешней резьбы 10 штифта 8, так что последний может быть вставлен в это отверстие.
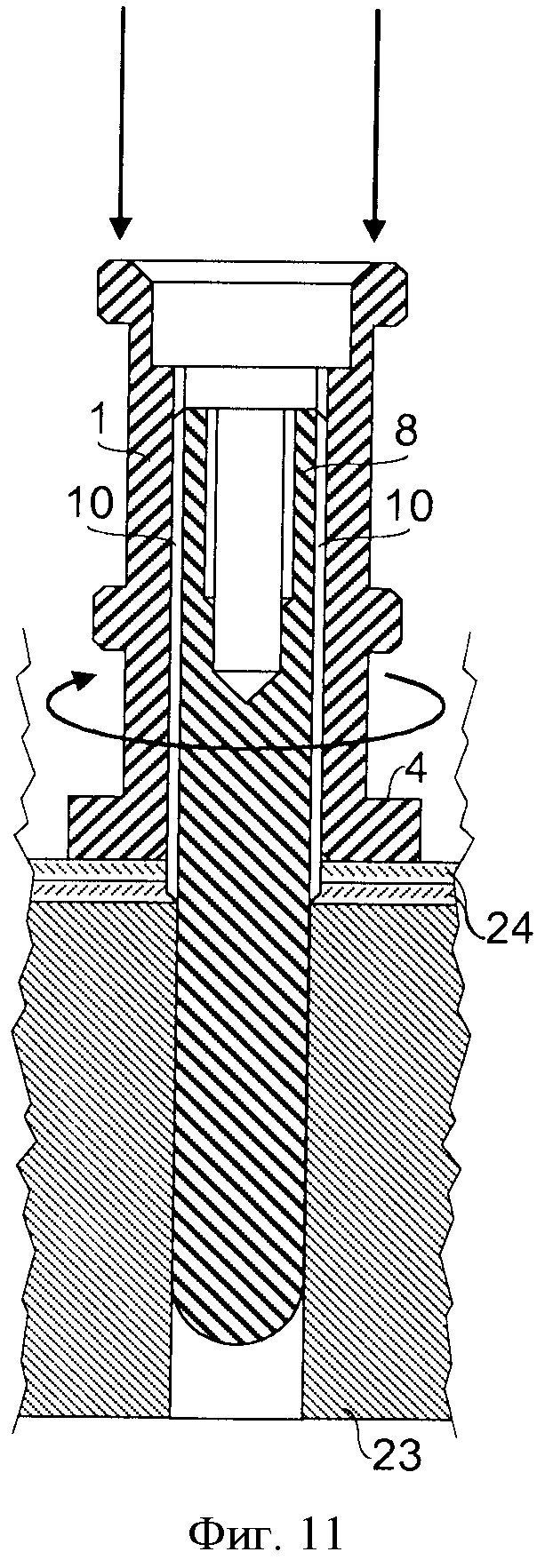
Ссылаясь на Фиг.11 видно, что на третьем рабочем этапе закладную резьбовую деталь 1 накручивают на внешнюю резьбу 10 штифта 8 до тех пор, пока первый параметрический выступ 4 не коснется первого слоя 24. В альтернативном варианте осуществления закладная резьбовая деталь 1 навинчивается на штифт 8 без укладки первых слоев 24 на литейную форму 23, так что закладная резьбовая деталь 1 контактирует с литейной формой 23. Закладная резьбовая деталь 1 может приводиться во вращение с помощью инструмента, сочетаемого с многогранной поверхностью первого параметрического выступа 4.
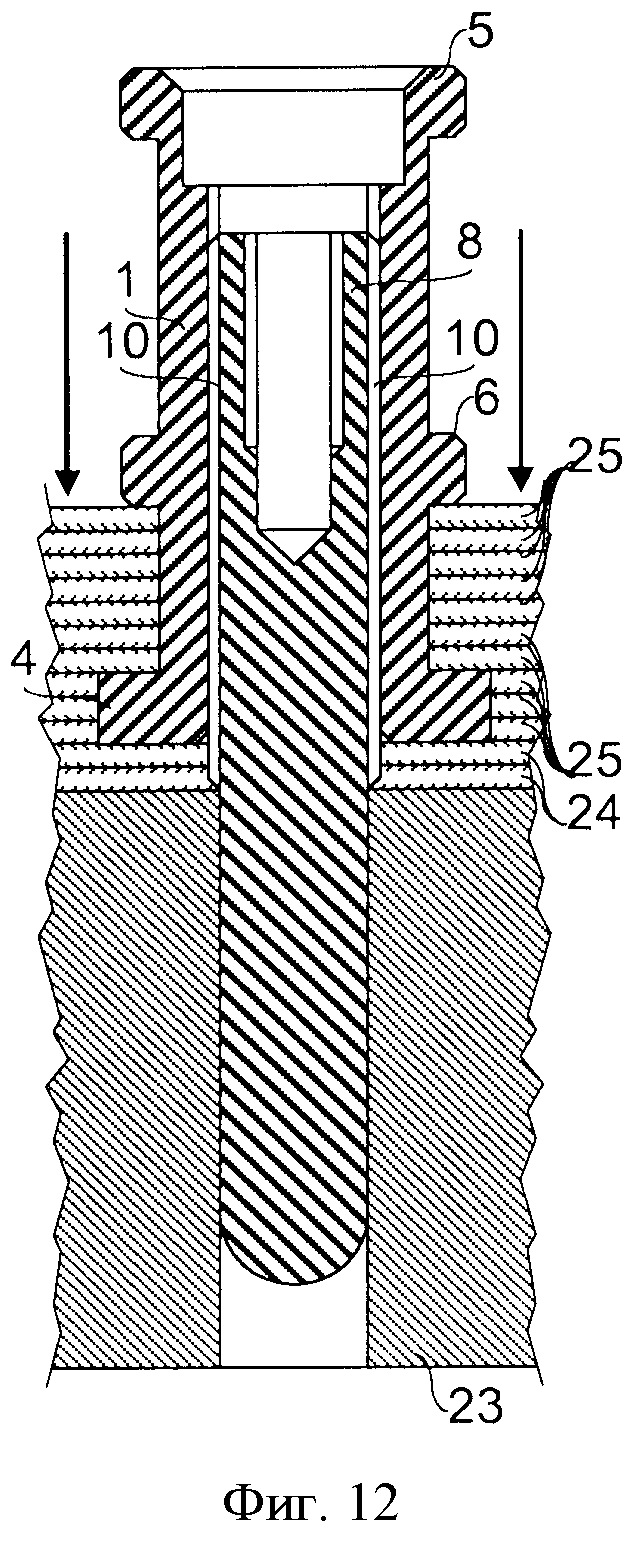
Ссылаясь на Фиг.12 видно, что на четвертом рабочем этапе накладывают один или более вторых слоев 25 волокна, в частности, углеродного волокна на первые слои 24 или, если последние отсутствуют, непосредственно на литейную форму 23. Вторые слои 25 имеют по меньшей мере одно отверстие с диаметром, по сути равным второму диаметру d2 закладной резьбовой детали 1, так что последнюю устанавливают в это отверстие. Несколько вторых слоев 25 могут иметь большие отверстия для подгонки под внешний профиль первого периметрического выступа 4. Вторые слои 25 укладывают один на другой до тех пор, пока они не достигнут третьего периметрического выступа 6. Во время их наложения, слои 24, 25 слегка натягивают на закладную резьбовую деталь 1 для преодоления сопротивления периметрических выступов 4, 5 и(или) 6.
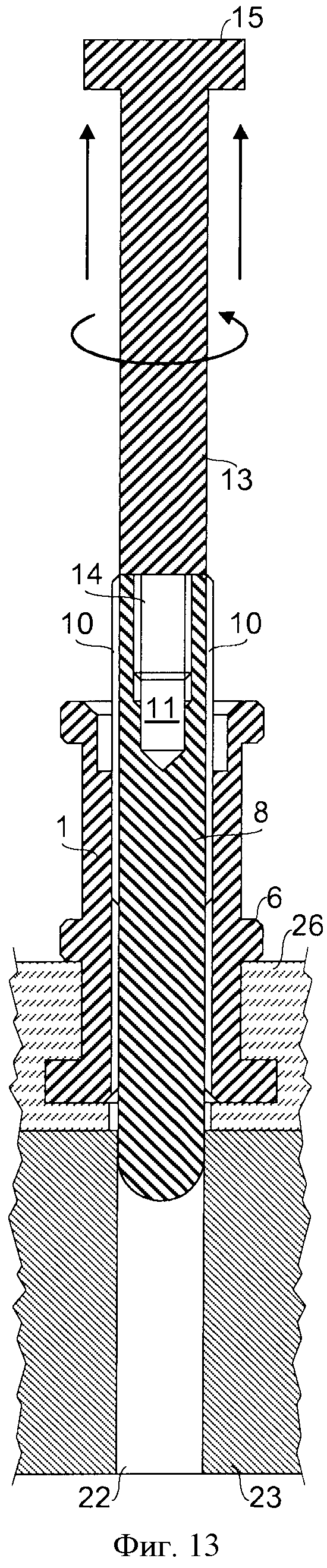
Ссылаясь на Фиг.13 видно, что на пятом рабочем этапе литейную форму 23 закрывают, а слои 23 и 25 пропитывают полимером, который затем вулканизируют, чтобы получить изделие 26, выполненное из композиционного материала, включающего в себя закладную резьбовую деталь 1 и слои 24, 25, после чего литейную форму 23 открывают. Затем путем вращения экстрактора 13 из закладной резьбовой детали вывинчивают штифт 8 и извлекают его из отверстия 22 литейной формы 23. Во время извлечения второй соединительный элемент 14 экстрактора 13 механически соединен с первым соединительным элементом 11 штифта 8. Штифт 8 предпочтительно извлекают также из закладной резьбовой детали 1. Слои 24, 25 могут быть сухими, а именно, иметь содержание полимера ниже 10% или быть предварительно пропитанными полимером, и в этом случае для изготовления изделия 26 не инжектируют никакого полимера в литейную форму 23.
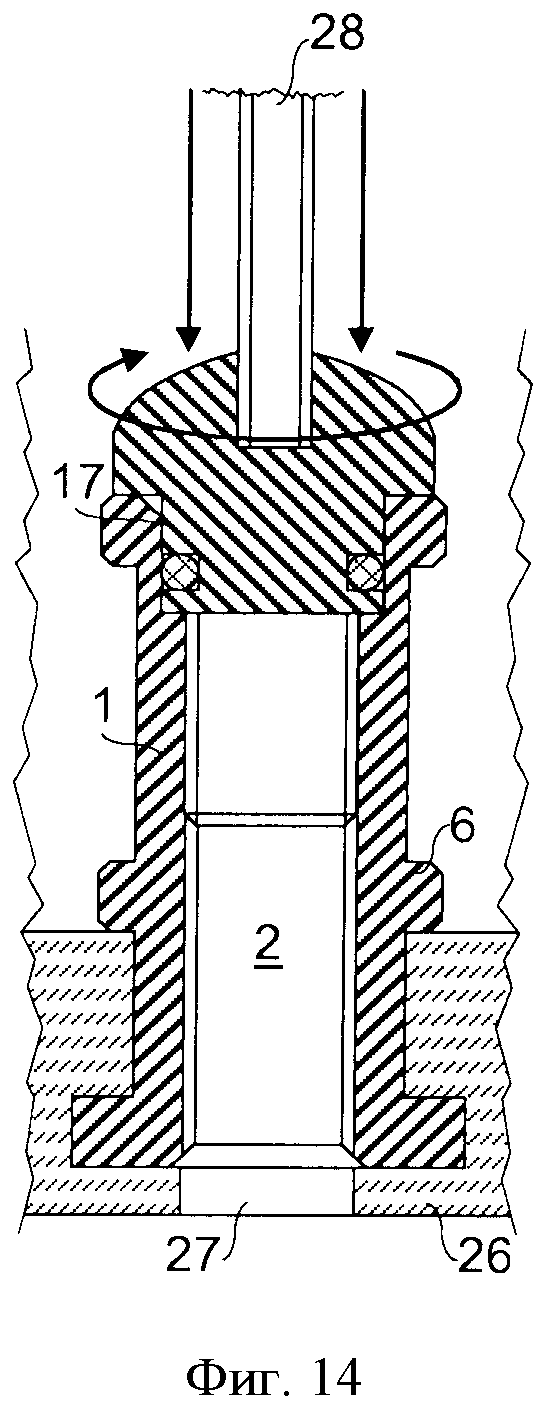
Ссылаясь на Фиг.14 видно, что перед извлечением изделия 26 из литейной формы 23 закладная резьбовая деталь 1 может быть герметически зарыта заглушкой 17, вкрученной с помощью инструмента 28 во второй конец 1b, противоположный отверстию 27, выполненному в детали 26 в соосно со сквозным отверстием 2 закладной резьбовой детали 1.
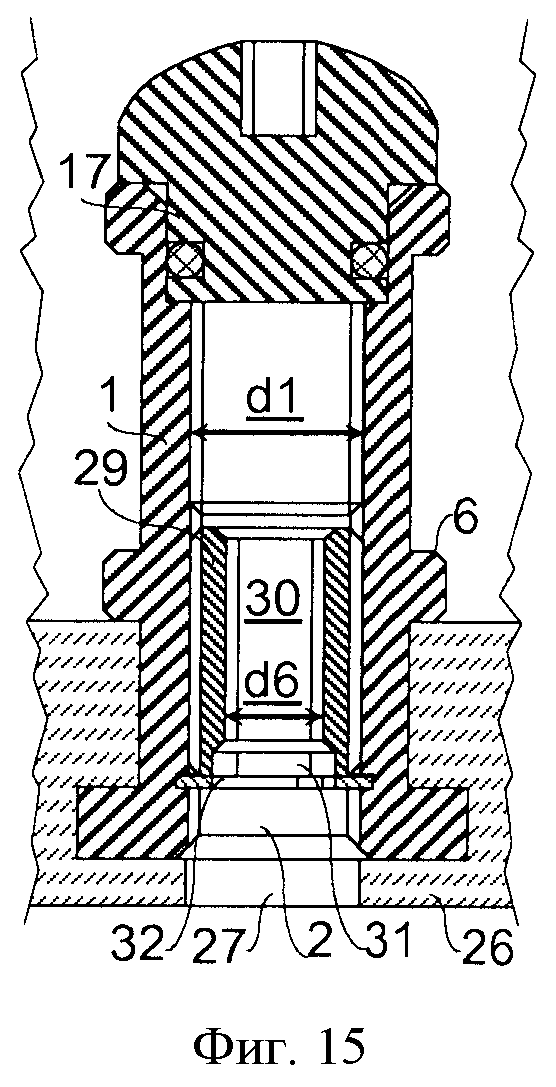
Ссылаясь на Фиг.15 видно, что втулка 29 ввинчена в сквозное отверстие 2 закладной резьбовой детали 1. Для этого втулка 29 снабжена внешней резьбой, имеющей диаметр, по сути равный диаметру d1 внутренней резьбы 3 закладной резьбовой детали 1. Втулка 29 имеет сквозное отверстие 30 с внутренней резьбой, имеющей шестой диаметр d6, меньший, чем первый диаметр d1. Конец сквозного отверстия 30 снабжен многогранным, в частности, шестигранным седлом 31 для обеспечения вкручивания втулки 29 в закладную резьбовую деталь 1. Съемные средства фиксации устанавливают в сквозном отверстии 2 для удержания втулки 29 в закладной резьбовой детали 1. В частности, упомянутые съемные средства фиксации включает в себя заглушку 17, которая предотвращает выход втулки 29 наружу через второй конец 1b закладной резьбовой детали 1, а также распорное кольцо 32, посаженное с возможностью извлечения в кольцевое седло, которое может быть выполнено в сквозном отверстии 2 для предотвращения выхода втулки 29 через первый конец 1а закладной резьбовой детали 1. Втулка 29 может быть также вкручена в сквозное отверстие 2 закладной резьбовой детали пред вкручиванием заглушки 17, и в этом случае втулку 29 также вкручивают через второй конец 1b закладной резьбовой детали 1.
Различные модификации и(или) дополнения раскрытого выше и проиллюстрированного примерами варианта осуществления могут быть сделаны специалистами в данной области техники, в то же время оставаясь в пределах объема нижеследующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА, ВЫПОЛНЕННАЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА, И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ДАННОЙ ЛИТЕЙНОЙ ФОРМЫ | 2011 |
|
RU2555044C2 |
| НАКОНЕЧНИК ДЛЯ ЭЛАСТИЧНОГО ИНТРАМЕДУЛЛЯРНОГО СТЕРЖНЯ | 2023 |
|
RU2816022C1 |
| ИНЕРЦИОННЫЙ ИМПАКТОР-ЭКСТРАКТОР ДЛЯ УСТАНОВКИ И/ИЛИ УДАЛЕНИЯ ИНТРАМЕДУЛЛЯРНЫХ СТЕРЖНЕЙ | 2023 |
|
RU2832800C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| Способ изготовления композитной оснастки для формирования изделий из полимерных композиционных материалов | 2023 |
|
RU2815134C1 |
| СПОСОБ РАСПОЛОЖЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 2024 |
|
RU2833655C1 |
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| ПОЛИМЕРНАЯ ТОРЦЕВАЯ ЗАГЛУШКА, СПОСОБ ЕЕ ПРОИЗВОДСТВА, СПОСОБ ЗАЩИТЫ ПОЛОГО ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С УСТАНОВЛЕННОЙ ЗАГЛУШКОЙ | 2017 |
|
RU2659010C1 |
| Интрамедуллярный расширяющийся стержень для остеосинтеза трубчатых костей c дополнительной стабилизацией | 2021 |
|
RU2766408C1 |
Изобретение относится к закладной резьбовой детали, штифту, набору для композиционных материалов, изделию, выполненному из композиционного материала, литейной форме для композиционных материалов, способу изготовления изделий, выполняемых из композиционных материалов. Закладная резьбовая деталь содержит сквозное отверстие с внутренней резьбой. Диаметр сквозного отверстия больше чем или, по меньшей мере, равен диаметру внутренней резьбы, в которой один конец сквозного отверстия ведет к цилиндрической полости без резьбы, сосной со сквозным отверстием и имеющей диаметр, больший, чем или равный диаметру внутренней резьбы сквозного отверстия. Цилиндрическая полость ведет к концу закладной резьбовой детали. Внешняя стенка закладной резьбовой детали имеет по меньшей мере один периметрический выступ. Один периметрический выступ находится между двумя концами закладной резьбовой детали и/или вокруг конца закладной резьбовой детали с цилиндрической полостью. Изобретение обеспечивает повышение качества изготавливаемых изделий. 6 н. и 20 з.п. ф-лы, 15 ил.
1. Закладная резьбовая деталь (1) для изделия (26), выполненного из композиционных материалов, содержащая сквозное отверстие (2) с внутренней резьбой (3), при этом диаметр сквозного отверстия (2) больше чем или, по меньшей мере, равен диаметру (d1) внутренней резьбы (3), в которой один конец сквозного отверстия (2) ведет к цилиндрической полости (7) без резьбы, сосной со сквозным отверстием (2) и имеющей диаметр (d3), больший, чем или равный диаметру (d1) внутренней резьбы (3) сквозного отверстия (2), при этом цилиндрическая полость (7) ведет, в свою очередь, к концу (1b) закладной резьбовой детали (1), а внешняя стенка закладной резьбовой детали (1) имеет по меньшей мере один периметрический выступ (4), отличающаяся тем, что по меньшей мере еще один периметрический выступ (5, 6) находится между двумя концами (1a, 1b) закладной резьбовой детали (1) и/или вокруг конца (1b) закладной резьбовой детали (1) с цилиндрической полостью (7).
2. Закладная резьбовая деталь (1) по п. 1, отличающаяся тем, что первый периметрический выступ (4) расположен вокруг конца (1а) закладной резьбовой детали (1), противоположного концу (lb) с цилиндрической полостью (7).
3. Закладная резьбовая деталь (1) по п. 1 или 2, отличающаяся тем, что упомянутый следующий периметрический выступ (5) имеет диаметр, меньший, чем диаметр первого периметрического выступа (4).
4. Закладная резьбовая деталь (1) по п. 1, отличающаяся тем, что в сквозном отверстии (2) устанавливаются съемные средства фиксации.
5. Закладная резьбовая деталь по п. 4, отличающаяся тем, что упомянутые средства фиксации включают в себя распорное кольцо (32), вставляемое в кольцевое седло, выполненное в сквозном отверстии (2).
6. Закладная резьбовая деталь по п. 1, отличающаяся тем, что втулку (29), имеющую внешнюю резьбу и сквозное отверстие (30) с внутренней резьбой, вкручивают во внутреннюю резьбу (3) сквозного отверстия (2) закладной резьбовой детали (1).
7. Штифт (8), имеющий часть (8а) без резьбы, предназначенную для ввода в отверстие (22) литейной формы (23), отличающийся тем, что содержит также часть с внешней резьбой (10), конец штифта (8), противоположный части (8а) без резьбы, снабжен соединительным элементом (11) для вращения штифта (8) вокруг его продольной оси, диаметр (d4) части (8а) без резьбы меньше диаметра (d1) внешней резьбы, при этом указанный штифт (8) выполнен с возможностью вкручивания во внутреннюю резьбу (3) закладной резьбовой детали (1), выполненной по п. 1.
8. Штифт по п. 7, отличающийся тем, что соединительный элемент (11) представляет собой соосное отверстие, снабженное внутренней резьбой (12), нарезанной в обратном направлении относительно внешней резьбы (10).
9. Набор для композиционных материалов, отличающийся тем, что включает в себя по меньшей мере одну закладную резьбовую деталь (1), имеющую сквозное отверстие (2), снабженное внутренней резьбой (3) и по меньшей мере один штифт (8), соответствующий п. 7 или 8, при этом штифт (8) может быть вкручен во внутреннюю резьбу (3) закладной резьбовой детали (1).
10. Набор по п. 9, отличающийся тем, что закладная резьбовая деталь (1) является закладной резьбовой деталью по любому из пп. 1-6.
11. Набор по п. 9, отличающийся тем, что включает экстрактор (13).
12. Набор по п. 11, отличающийся тем, что экстрактор (13) содержит стержень, на одном конце которого расположен соединительный элемент (14), комплементарный с соединительным элементом (11) штифта (8), а на другом конце находится средство вращения (15) для вращения экстрактора (13) вокруг его продольной оси.
13. Набор по п. 11, отличающийся тем, что соединительный элемент (14) экстрактора (13) имеет внешнюю резьбу, нарезанную в том же направлении, и диаметр, существенно равный диаметру (d5) внутренней резьбы (12) штифта (8).
14. Набор по п. 9, отличающийся тем, что он также включает в себя заглушку (17), которая может быть вкручена во внутреннюю резьбу (3) закладной резьбовой детали (1).
15. Набор по п. 14, отличающийся тем, что заглушка (17) содержит цилиндрический корпус по меньшей мере с одной кольцевой прокладкой (18), установленной в периметрической канавке, выполненной во внешней стенке цилиндрического корпуса, при этом цилиндрический корпус имеет один конец, соединенный с соосным стержнем (19) с нарезанной резьбой, имеющим диаметр (d1), меньший, чем или равный диаметру (d3) цилиндрического корпуса, в то время как другой конец содержит головку (20), имеющую фасонную часть (21) для вращения стержня (19), причем часть цилиндрического корпуса содержится между кольцевой прокладкой (18) и головкой (20), при этом кольцевая прокладка (18) находится на расстоянии от головки 20, соответствующем высоте этой части цилиндрического корпуса.
16. Изделие (26), выполненное из композиционного материала, отличающееся тем, что оно включает в себя по меньшей мере одну закладную резьбовую деталь (1) по любому из пп. 1-6.
17. Изделие по п. 16, отличающееся тем, что закладная резьбовая деталь (1) герметично закрывается заглушкой (17), ввертывающейся во внутреннюю резьбу (3) закладной резьбовой детали (1).
18. Литейная форма (23) для композиционных материалов, отличающаяся тем, что она содержит по меньшей мере один штифт (8) по п. 7 или 8, который частично вставлен в отверстие (22), выполненное в литейной форме (23), с возможностью последующего извлечения.
19. Способ изготовления изделий (26), выполняемых из композиционных материалов, отличающийся тем, что он состоит из следующих рабочих этапов:
- накручивание по меньшей мере одной закладной резьбовой детали (1), имеющей отверстие (2) с внутренней резьбой по любому из пп. 1-6,
на внешнюю резьбу (10) по меньшей мере одного штифта (8) в соответствии с п. 7 или 8, частично вставленного в литейную форму (23) с возможностью извлечения;
- укладка на литейную форму (23) одного или более слоев (25) волокна, имеющих по меньшей мере одно отверстие, в которое вставляют закладную резьбовую деталь (1);
- вулканизация полимера со слоями (25), уложенными на литейную форму (23), чтобы получить изделие (26), выполненное из композиционного материала, содержащее закладную резьбовую деталь (1) и слои (25);
- вращение штифта (8) в закладной резьбовой детали (1) для извлечения штифта (8) из литейной формы (23).
20. Способ по п. 19, отличающийся тем, что штифт (8) во время его вращения также извлекается из закладной резьбовой детали (1).
21. Способ по п. 19, отличающийся тем, что один или более слоев волокна (24), имеющих по меньшей мере одно отверстие, в котором размещают штифт (8), укладывается на литейную форму (23) перед навинчиванием закладной резьбовой детали (1) на штифт (8).
22. Способ по п. 20, отличающийся тем, что закладную резьбовую деталь (1) герметически закрывают заглушкой (17) после извлечения штифта (8) из закладной резьбовой детали (1).
23. Способ по п. 22, отличающийся тем, что заглушка (17) ввинчивается во внутреннюю резьбу (3) закладной резьбовой детали (1).
24. Способ по п. 20, отличающийся тем, что втулку (29), имеющую внешнюю резьбу и сквозное отверстие (30) с внутренней резьбой, вкручивают в отверстие (2) закладной резьбовой детали (1) с внутренней резьбой после извлечения штифта (8) из закладной резьбовой детали (1).
25. Способ по п. 24, отличающийся тем, что в сквозном отверстии (2) устанавливают средства фиксации для удержания втулки (29) внутри закладной резьбовой детали (1).
26. Способ по п. 26, отличающийся тем, что упомянутые средства фиксации включают в себя распорное кольцо (32), вставляемое в кольцевую канавку, выполненную внутри сквозного отверстия (2).
| Устройство для очистки литья | 1974 |
|
SU569444A1 |
| WO 2006063185 A1, 15.06.2006 | |||
| WO 9725172 A1, 17.07.1997 | |||
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ издЕлийЕ ;из | 0 |
|
SU331911A1 |
| RU 2002107362 A, 10.11.2003; | |||
| Комбинированная топливоподающая система для бескомпрессорных дизелей | 1948 |
|
SU80794A1 |

