Изобретение относится к соединению деталей, в частности в вакуумных приборах и устройствах.
Известны способы соединения деталей с помощью хомута, корпус которого выполняется из изогнутой металлической ленты или проволоки и содержит приспособление для его сжатия.
Наиболее близким техническим решением к изобретению являются соединительные устройства, активируемые температурой. В этих устройствах некоторые детали выполнены из сплава с памятью формы или из аморфного материала. После термообработки эти детали изменяют форму либо уменьшают объем, что приводит к плотному обжатию конструкционных элементов соединения и соединяемых деталей конструкции.
Целью предлагаемого способа является осуществление самодемонтажа вспомогательных элементов конструкций в недоступных для механических воздействий объемах.
Поставленная цель достигается тем, что демонтируемые конструктивные элементы выполняют из аморфных ферромагнитных материалов, термообрабатывают на рабочем месте до кристаллизации материала с последующим отжигом 1-2 ч для его охрупчивания и осуществляют их разрушение путем воздействия импульса внешнего магнитного поля.
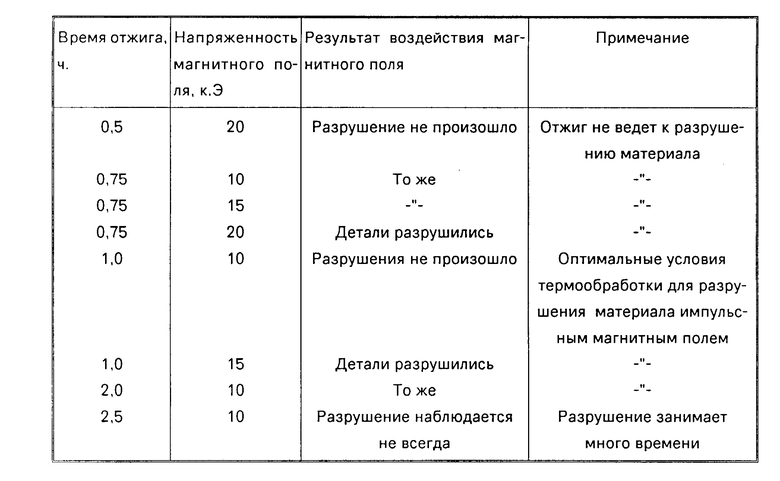
Установлено, что образование и рост кристаллитов в аморфном металлическом сплаве после его отжига при температуре кристаллизации определенное время сопровождается сильным охрупчиванием последнего, в результате чего даже небольшие силовые воздействия импульсного магнитного поля ведут к полному (взрывному) разрушению демонтируемых элементов конструкции (см. табл. ).
Предлагаемый способ самодемонтируемого соединения конструктивных элементов реализован при изготовлении модели электровакуумного прибора. Требуемое расположение электродов в нем было зафиксировано с помощью пяти кусочков аморфной фольги из сплава Co55Fe5No14B10Si9Cr7-толщиной 30 мкм, их длина колебалась от 0,5 до 2 см, а общий вес составлял 1,91 г. Сверху был помещен полый металлический анод, так что после жесткой установки всей конструкции на стеклянный цоколь доступ к местам предварительного крепления электродов был невозможен. На прибор был надет стеклянный баллон, в который был вварен цоколь. Затем было выполнено вакуумирование прибора и отжиг для снятия термонапряжений в стекле при температуре 600оС в течение 2 ч. В процессе проведения этого отжига была достигнута и другая цель - кристаллизация аморфных деталей в условиях, оптимальных для их охрупчивания (см. табл.).
Стеклянный отросток, через который производилась откачка прибора, был оставлен удлиненным, на 2 см длиннее обычного. Затем весь прибор был помещен между полюсами электромагнита с напряженностью поля 10 килоэрстед.
После включения тока в обмотках электромагнита прибор был извлечен из межполюсного промежутка, а остатки разрушенных крепежных элементов путем легкого постукивания пальцем по баллону прибора были сконцентрированы на дне перепаянного стеклянного отростка для откачки. Затем этот отросток перепаяли в другом месте, ближе к цоколю прибора.
После разрушения отрезанного таким путем кусочка трубки с остатками аморфной фольги эти остатки были взвешены, их вес 1,88 г. Таким образом, было доказано, что все изготовленные из аморфной фольги элементы самодемонтированы и практически удалены из вакуумированного прибора. Электрофизические испытания готового прибора показали его полную работоспособность, никаких межэлектродных замыканий или других отклонений от нормы не было обнаружено.
Использование предлагаемого способа осуществления самодемонтирующихся разъемных соединений обеспечивает бесконтактное их удаление, что имеет решающее значение в электровакуумной, космической промышленности и вообще во всех случаях, когда эти соединения установлены в недоступных для механических воздействий объемах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки сплавов на никелевой основе | 1987 |
|
SU1475971A1 |
| Способ соединения деталей с натягом | 1987 |
|
SU1551851A1 |
| Способ определения модуля объемной упругости материалов | 1988 |
|
SU1562817A1 |
| Способ оценки качества аморфной фольги | 1986 |
|
SU1323954A1 |
| Способ оценки качества аморфной фольги | 1987 |
|
SU1490642A1 |
| Предохранитель с замедлением срабатывания | 1987 |
|
SU1422262A1 |
| Способ получения проволоки и устройство для его осуществления | 1980 |
|
SU874258A1 |
| Электропаяльник | 1986 |
|
SU1761398A1 |
| Полый холодный катод | 1976 |
|
SU584661A1 |
| Способ изготовления нагревателя импульсного паяльника | 1987 |
|
SU1407718A1 |
Использование: в вакуумных приборах и устройствах для временных соединений в недоступных для механических воздействий местах. Сущность изобретения: термообработку осуществляют на рабочем месте при температуре кристализации аморфного материала в течение вреемени, необходимого для охрупчивания соединительных деталей. Самодемонтаж производят путем их разрушения за счет воздействия импульса внешнего магнитного поля. 1 табл.
СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ,включающий их изготовление, временное соединение выполненными из ферромагнитного аморфного материала деталями и совместную термообработку на рабочем месте до температуры кристаллизации материала, отличающийся тем, что, с целью самодемонтажа временных соединений в недоступных для механических воздействий местах, термообработку осуществляют на рабочем месте при температуре кристаллизации аморфного материала до охрупчивания соединительных деталей, а самодемонтаж производят путем их разрушения путем воздействия импульса внешнего магнитного поля.
| Способ соединения деталей с натягом | 1987 |
|
SU1551851A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
