Изобретение относится к машиностроению.
Известна конструкция трехслойного подшипника скольжения, состоящего из двух половин (но он может выполняться и цельным), выполненных из трех слоев: металлического вкладыша, приклеенного к нему среднего упругого слоя из проволочного материала, изготавливаемого из слоев сетки, растянутых до шага, равного диаметру спирали, с взаимно перпендикулярным направлением осей спиралей в смежных слоях, и слоя фторопласта, впрессованного в упругий слой с проникновением фторопласта в поры упругого слоя.
У этого подшипника заготовка для прессования среднего упругого слоя формируется из полос сетки одинаковой длины наложения друг на друга. При этом спирали в смежных слоях направлены в одном - вдоль длины и в другом - вдоль ширины полосы.
В силу малой жесткости на изгиб и скручиванию растянутой спирали из тонкой проволоки с диаметром 0,12 мм < d ≅ 0,4 мм и с  = 10, обычно применяемой для изготовления проволочного материала (здесь D - диаметр спирали) не удается сплести непрерывными не только полосу со спиралями вдоль длины, но и полосу со спиралями вдоль ее ширины для подшипников с большой длиной и диаметром. В этом случае полосы сетки приходится собирать из кусков, а это усложняет технологию изготовления и снижает прочность крупногабаритных подшипников скольжения.
= 10, обычно применяемой для изготовления проволочного материала (здесь D - диаметр спирали) не удается сплести непрерывными не только полосу со спиралями вдоль длины, но и полосу со спиралями вдоль ее ширины для подшипников с большой длиной и диаметром. В этом случае полосы сетки приходится собирать из кусков, а это усложняет технологию изготовления и снижает прочность крупногабаритных подшипников скольжения.
Целью изобретения является улучшение технологии изготовления крупногабаритных трехслойных подшипников скольжения.
Это достигается тем, что у трехслойного подшипника средний упругий слой выполнен из n полос сетки, сплетенных из спиралей, оси которых направлены вдоль ширины полосы и свитых встык в одну ленту с углом свивки 45о и шириной В, равной или большей длины подшипника L, причем ширина b каждой из полос определяется из соотношения
b =  (I) где n выбрано минимально возможным, а концы ленты подвернуты по направлению свивки таким образом, что лента имеет параллельные торцы, наклоненные под 45о к ее оси, и лента в свою очередь свита в плоскую спираль так, что ее торцы расположены встык, один над другим.
(I) где n выбрано минимально возможным, а концы ленты подвернуты по направлению свивки таким образом, что лента имеет параллельные торцы, наклоненные под 45о к ее оси, и лента в свою очередь свита в плоскую спираль так, что ее торцы расположены встык, один над другим.
Кроме того, концы ленты могут быть подвернуты с образованием прямоугольных торцов, причем торцы концов ленты располагаются параллельно оси вкладыша.
Возможно также формирование среднего упругого слоя из нескольких прямоугольных лент, уложенных друг на друга таким образом, что в смежных слоях сетки оси проволочных спиралей были взаимно перпендикулярны.
Возможно также формирование среднего упругого слоя из прямоугольных полос, образованных каждая из двух лент - основной и дополнительной и торцы основной ленты подвернуты встык к торцам дополнительной.
При указанном формировании заготовки среднего упругого слоя, во-первых, сохраняется взаимная перпендикулярность осей спиралей, что обеспечивает хорошее сцепление слоев сетки в материале упругого слоя, во-вторых, возможно изготавливать крупногабаритные подшипники с любыми большими длиной и диаметром.
Определение ширины полосы b из соотношения (1) обеспечивает свивку ленты встык, т.е. без зазоров между ее витками и взаимно перпендикулярное расположение осей спиралей в половинах (слоях) каждого ее витка. Свивка ленты обеспечивает равномерное распределение плотности материала среднего упругого слоя и, следовательно, точность размеров подшипника. Выбор числа полос сетки n минимально возможным обеспечивает максимально возможную ширину полосы сетки b и, следовательно минимально возможное число стыков у ленты. Этим достигается лучшая прочность подшипника.
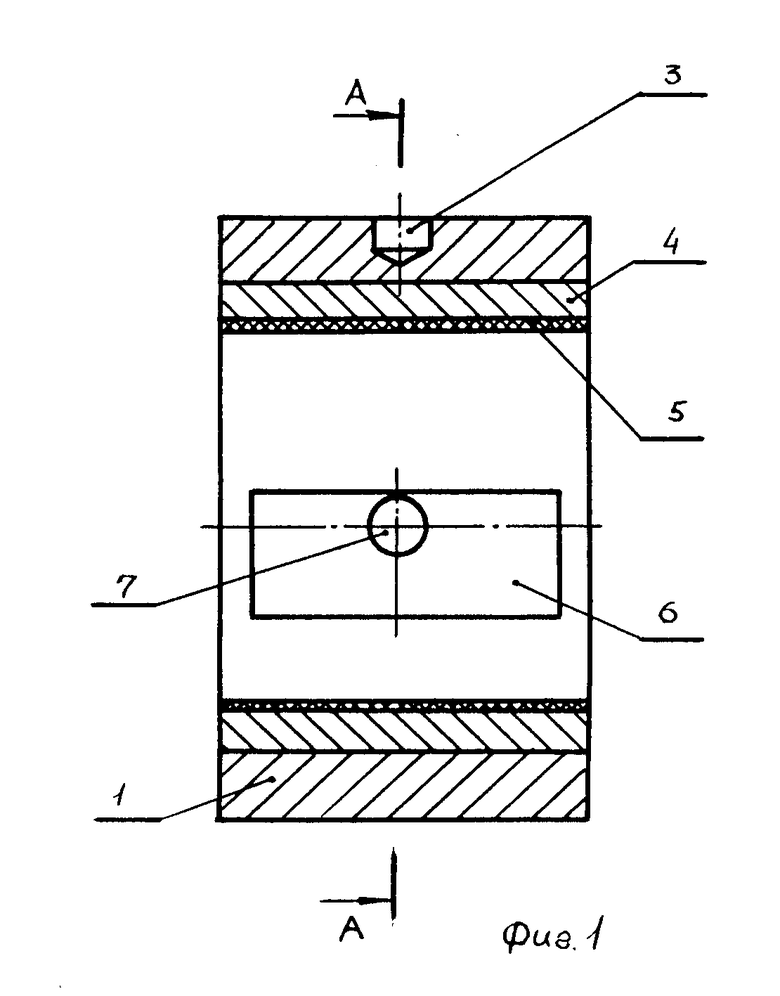
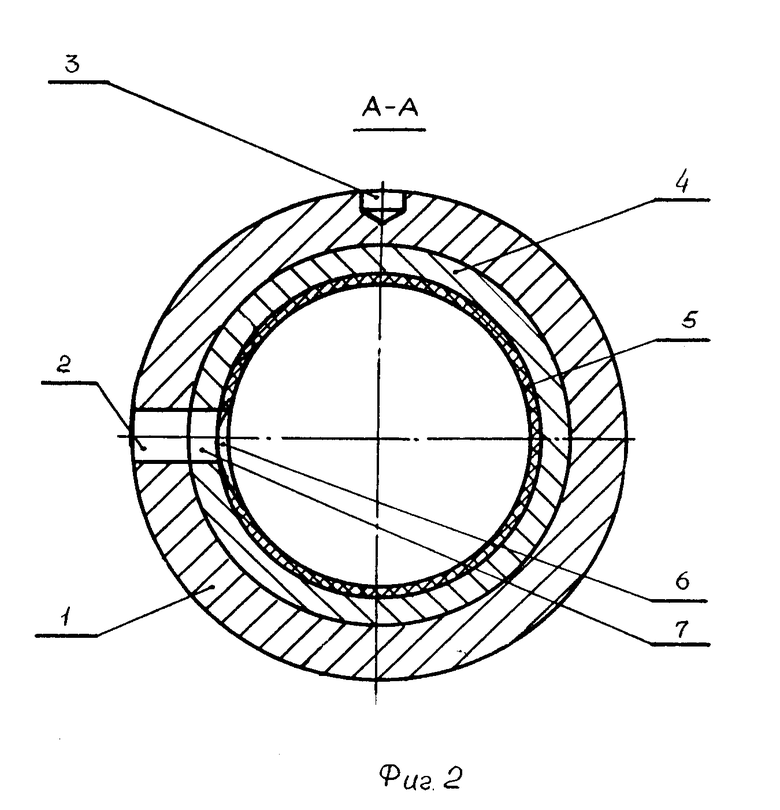
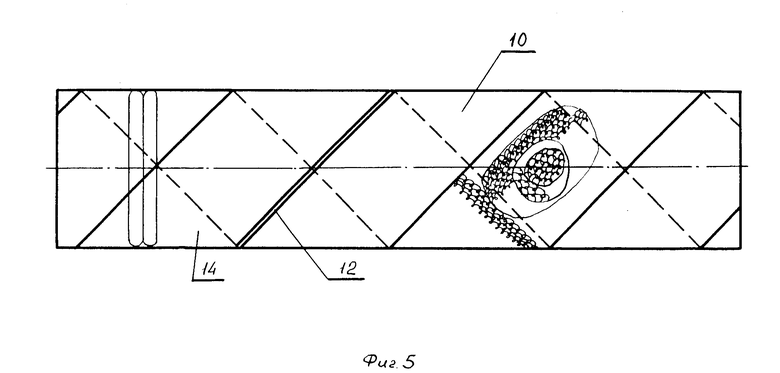
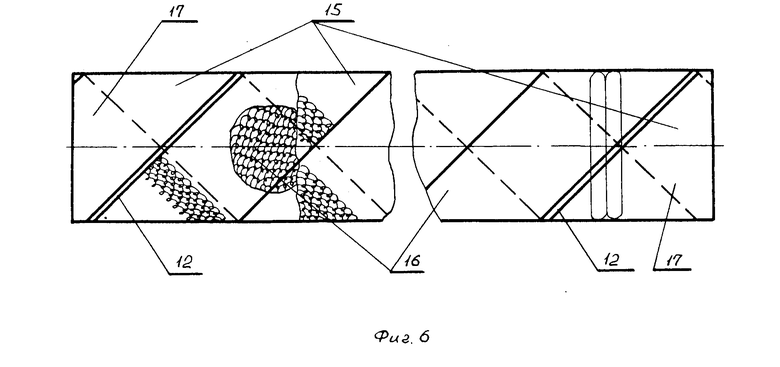
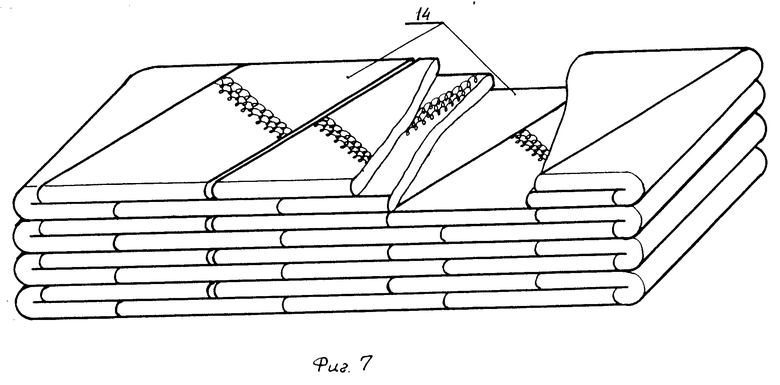
На фиг.1 изображен подшипник, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - формирование ленты; на фиг.4 - формирование заготовки среднего упругого слоя; на фиг.5 - формирование прямоугольной полосы из одной ленты; на фиг.6 - формирование прямоугольной полосы из двух лент; на фиг. 7 - формирование заготовки среднего упругого слоя из прямоугольных полос.
Предлагаемый подшипник состоит (см. фиг.1,2) из металлического вкладыша 1 с отверстием 2 для подвода смазки и отверстием 3 под штифт для фиксации подшипника в опоре, приклеенного к нему среднего упругого слоя 4, изготовленного из проволочной плетеной сетки. В средний упругий слой впрессован слой фторопласта 5 с проникновением в его поры на некоторую глубину. Во фторопласте выполнен карман 6, сообщающийся с отверстиями 7 и с отверстием 2 во вкладыше и служащий для подачи смазки в рабочий зазор подшипника.
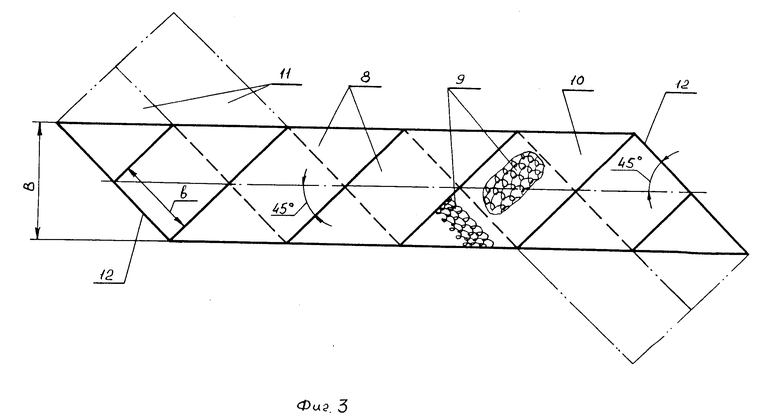
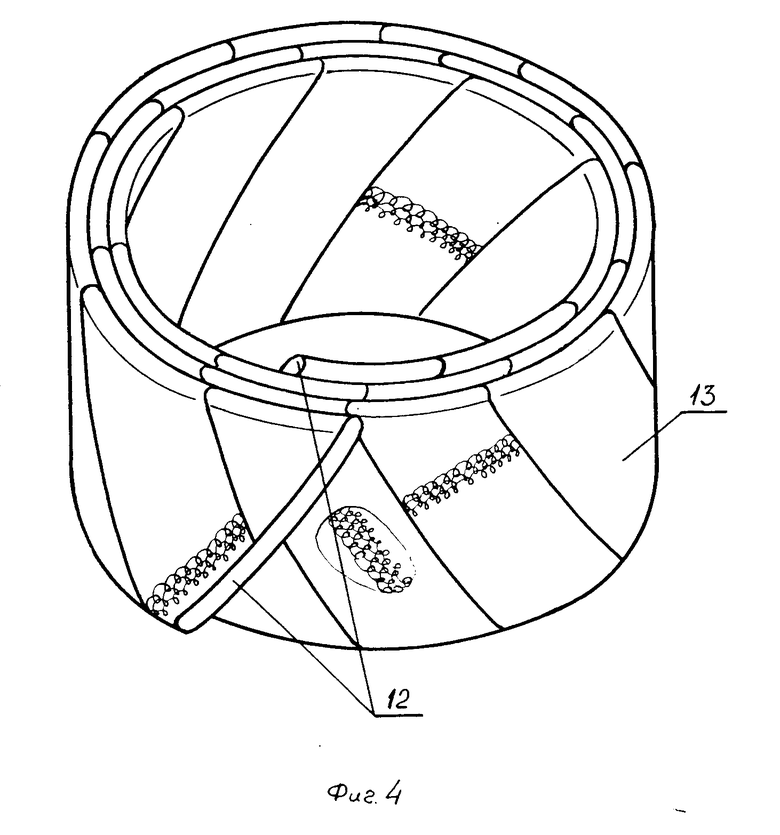
Заготовка для среднего упругого слоя формируется следующим образом (см. фиг.3,4).
Полосы 8 сетки, сплетенные из спиралей 9, растянутых до шага, равного диаметру спирали, таким образом, что оси спиралей параллельны короткой стороне полосы (ее ширине), свивают встык в ленту 10 шириной B ≥ L с углом свивки 45о. Концы 11 полос 8 (см. фиг.3) подворачивают так, чтобы торцы 12 ленты 10 были параллельны и располагались под углом 45о к оси спирали 10. При этом в любом сечении ленты она будет состоять из двух слоев сетки.
Ширина B волоc 8 меньше или равна предельной ширине ленты В, которую можно получить для заданных параметров спирали и проволоки, и определяется из соотношения (1). При этом минимально возможное число свиваемых полос n определяется следующим образом.
Задаются n = 1, если при этом b ≅B (2), то n = 1 и будет минимально возможным. Если условие (2) не выполняется, то последовательно задаются n = 2,3..., пока не выполнится условие (2).
Далее ленту 10 (см. фиг.4) сматывают в плоскую спираль 13 шириной В так, чтобы ее торцы 12 располагались встык друг над другом. Затем производят прессование и получают внутренний упругий слой 4 подшипника, в который по внутреннему диаметру вставляют втулку (или полосу) из фторопласта и прессуют при температуре, при которой фторопласт проникает в поры проволочного материала. Далее средний упругий слой приклеивают к металлическому вкладышу 1 и растачивают внутренний диаметр подшипника на требуемый размер, оставшийся слой фторопласта, армированный проволочной спиралью, теряет свойства хладотекучести.
Средний упругий слой удобно формировать из нескольких прямоугольных лент 14, образованных дополнительным подворачиванием концов лент (см. фиг.7), уложенных друг на друга так, что в смежных слоях сеток оси спиралей 9 взаимно перпендикулярны и опрессованных в плоскую ленту, свернутую затем после впрессовывания в нее слоя фторопласта 5. При этом прямоугольная лента 14 (см. фиг.5) образована либо подворачиванием концов ленты 10 таким образом, что ее торцы 12 располагаются встык (без зазора), либо из двух лент 15 и 16 (см., фиг.6), одна из которых, основная, длиннее другой, дополнительной не менее чем на шаг свивки. Ленты уложены друг на друга так, что оси спиралей 9 в смежных слоях сетки взаимно перпендикулярны, а между подвернутыми концами 17 основной ленты располагаются встык торцы 12 дополнительной ленты.
Предлагаемый подшипник работает известным образом, но в отличие от обычных подшипников скольжения давление в масляной пленке будет зависеть также и от деформации упругого слоя.
Преимуществом предлагаемого подшипника является возможность его работы при некоторой несоосности валов или при перекосе вала в опоре.
Предлагаемый подшипник при крупных габаритах будет более прочен и технологичен, чем прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХСЛОЙНЫЙ ПОДШИПНИК СКОЛЬЖЕНИЯ | 1991 |
|
RU2025585C1 |
| Трехслойный подшипник скольжения | 1991 |
|
SU1784775A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2551337C2 |
| Шина автомобильная бескамерная непрокольная | 2019 |
|
RU2733890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2553877C1 |
| Многослойная опора скольжения | 1988 |
|
SU1610107A1 |
| Виброизолятор "двойной колокольчик" (варианты) и способ изготовления его упругогистерезисных элементов из проволочного материала | 2015 |
|
RU2626787C2 |
| ВИБРОИЗОЛЯТОР С БОЛЬШИМ ХОДОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2520230C2 |
| СПОСОБ ПЛЕТЕНИЯ СЕТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2037356C1 |
Сущность изобретения: средний упругий слой подшипника выполнен из n полос сетки, сплетенных таким образом, что оси спиралей параллельны ширине b полотна, и свитых встык в ленту с углом свивки 45° и шириной B, большей или равной длине подшипника, причем ширина каждой из полос сетки определяется из соотношения:  где n - выбрано минимально возможным, а концы ленты подвергнуты по направлению свивки таким образом, что лента имеет параллельные торцы, наклоненные под 45° к ее оси. Лента свита в плоскую спираль так, что ее торцы расположены встык один над другим. Средний упругий слой подшипника может быть также сформирован и из нескольких прямоугольных лент, уложенных друг на друга таким образом, что в смежных слоях ленты оси проволочных спиралей взаимно перпендикулярны, а каждая прямоугольная лента выполнена из двух лент с длинами, отличающимися не менее чем на шаг свивки плоской спирали, уложенных друг на друга так, чтобы оси спиралей в смежных слоях сетки были взаимно перпендикулярны и на всей площади короткой плоской спирали в любом поперечном сечении было четыре слоя сетки, причем концы длинной плоской спирали подвернуты так, чтобы ее торцы были расположены встык к торцам короткой плоской спирали. 3 з.п. ф-лы, 7 ил.
где n - выбрано минимально возможным, а концы ленты подвергнуты по направлению свивки таким образом, что лента имеет параллельные торцы, наклоненные под 45° к ее оси. Лента свита в плоскую спираль так, что ее торцы расположены встык один над другим. Средний упругий слой подшипника может быть также сформирован и из нескольких прямоугольных лент, уложенных друг на друга таким образом, что в смежных слоях ленты оси проволочных спиралей взаимно перпендикулярны, а каждая прямоугольная лента выполнена из двух лент с длинами, отличающимися не менее чем на шаг свивки плоской спирали, уложенных друг на друга так, чтобы оси спиралей в смежных слоях сетки были взаимно перпендикулярны и на всей площади короткой плоской спирали в любом поперечном сечении было четыре слоя сетки, причем концы длинной плоской спирали подвернуты так, чтобы ее торцы были расположены встык к торцам короткой плоской спирали. 3 з.п. ф-лы, 7 ил.

где n выбрано минимально возможным,
а концы ленты подвернуты по направлению свивки так, что лента имеет параллельные торцы, наклоненные под углом 45o к ее оси, и лента, в свою очередь, свита в плоскую спираль так, что ее торцы расположены встык один над другим.
| Многослойная опора скольжения | 1988 |
|
SU1610107A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
